
במהלך עיבוד CNC, כיוון הסיבוב של חותך הכרסום קבוע בדרך כלל, אבל כיוון ההזנה משתנה לעתים קרובות. כרסום טיפוס וכרסום קונבנציונלי הן שתי שיטות כרסום נפוצות. כָּך, יש להשתמש בכרסום טיפוס או בכרסום קונבנציונלי במהלך עיבוד CNC?
קצה החיתוך של חותך כרסום נתון לעומסי פגיעה בכל פעם שהוא משתלב בחומר העבודה. יש לשקול מגע נכון בין קצה החיתוך לחומר גם בכניסה וגם ביציאה. במהלך כרסום, חומר העבודה מוזן באותו כיוון או בכיוון ההפוך לסיבוב של חותך הכרסום, מה שקובע אם החיתוך מתבצע באמצעות חיתוך למטה (לְטַפֵּס) או חתוך למעלה (מוּסכָּם) שִׁיטָה.
1. עקרון כרסום - מעבה לדק
בעת כרסום, היווצרות שבבים היא קריטית. עקרון החיתוך הוא “עבה עד דק,” להבטיח שיווצר שבב עבה במהלך הכניסה ונוצר שבב דק ביציאה. זה עוזר לשמור על תהליך כרסום יציב ומפחית את הסיכון להטיית הכלים או רטט.
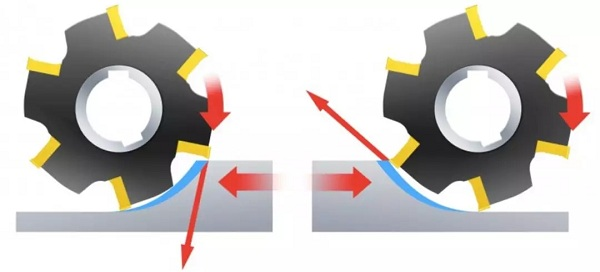
2. טיפוס כרסום (כרסום חתוך למטה)
בכרסום טיפוס, כלי החיתוך ניזון בכיוון הסיבוב. כל עוד כלי המכונה, מַחתֵך, וחומר העבודה מיושרים כראוי, כרסום טיפוס הוא בדרך כלל שיטת הטחינה המועדפת.
- עובי השבב יורד מתחילת החיתוך, להגיע לאפס בסוף החתך.
- כוח החיתוך נוטה למשוך את חומר העבודה לכיוון החותך, שמירה על קצה החיתוך מעורב בחיתוך.
- יש למזער את פעולת המכונה כדי למנוע מהחותך למשוך את חומר העבודה בצורה בלתי נשלטת.
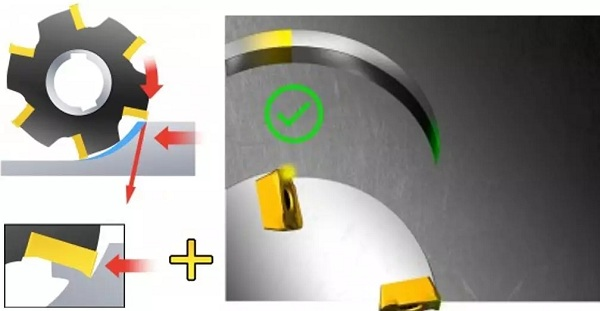
כרסום טיפוס מומלץ בדרך כלל עבור עיבוד שבבי דיוק גבוה והשגת גימור משטח מעולה.
3. כרסום קונבנציונלי (כרסום למעלה חתך)
במהלך כרסום קונבנציונלי, כלי החיתוך ניזון בניגוד לסיבובו. עובי השבב מתחיל מאפס ועולה למקסימום בסוף החיתוך.
- כוח החיתוך דוחף את החותך הרחק מחומר העבודה, מה שעלול להוביל לרטט של הכלי.
- שבבים עלולים להשתפשף במשטח החתוך קודם לכן, גורם להתקשות עבודה ולשריטות פוטנציאליות על פני השטח.
- כוחות חיתוך גבוהים ועובי שבב לא אחיד יכולים להפחית את חיי הכלי.
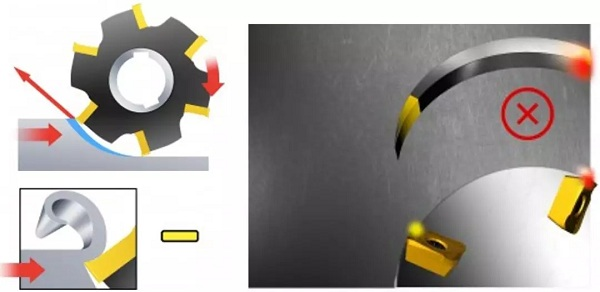
כרסום קונבנציונלי מתאים בדרך כלל לעיבוד חיספוס או בעת עיבוד חומרים רגישים להשפעת חיתוך.
4. קיבוע חלקים
כיוון ההזנה משפיע על דרישות המתקן:
- כרסום טיפוס: המתקנים חייבים להתנגד לכוחות כלפי מטה ולאבטח את חומר העבודה בחוזקה.
- כרסום קונבנציונלי: המתקנים חייבים לעמוד בפני כוחות הרמה הנגרמים על ידי החותך שדוחף את חומר העבודה.
5. טבלת השוואה - כרסום טיפוס לעומת כרסום קונבנציונלי
| היבט עיבוד | טיפוס כרסום | כרסום קונבנציונלי |
|---|---|---|
| עובי שבב | גדול עד קטן | קטן עד גדול |
| החלקה | מינימלי/אין | אֶפשָׁרִי |
| לבוש כלי | לאט יותר | מהיר יותר |
| כלי קירור משטח | אַף לֹא אֶחָד | עלול להתרחש |
| אפקט חומר עבודה | כְּבִישָׁה | הֲרָמָה |
| ביטול תגובה נגדית | לא חובה | דָרוּשׁ |
| רֶטֶט | קָטָן | גָדוֹל |
| צריכת אנרגיה | לְהוֹרִיד | גבוה יותר (5%-15%) |
| חספוס פני השטח | לְשַׁפֵּר | לְהוֹרִיד |
| יישומים | עיבוד שבבי מדויק | חיספוס |
תַקצִיר
גם לכרסום טיפוס וגם לכרסום קונבנציונלי יש יתרונות בהתאם לתרחיש העיבוד. הבחירה בין השניים תלויה:
- חומר וקשיות חומר העבודה
- דרישות דיוק בעיבוד שבבי
- קשיחות כלי מכונה ותגובת נגד
- שיקולי גימור פני השטח ופרודוקטיביות
RapidEfficient מתמחה בעיבוד CNC דיוק גבוה עם 18 שנים של ניסיון. מוצריה מכסים רפואיים, תקשורת, אוֹפְּטִיקָה, מל"טים, רובוטים חכמים, רכב, וחלקי אוטומציה משרדית. מרכזי עיבוד CNC של החברה כוללים ארבעה צירים, חמישה צירים, ומכונות הצמדה, ומצוידים במקרנים מדויקים, מכונות מדידה של שלוש קואורדינטות, ספקטרומטרים, וציוד בדיקה מדויק אחר. דיוק עיבוד יכול להגיע ל-0.01 מ"מ, ודיוק הבדיקה יכול להגיע ל-0.001 מ"מ.





