
Во время обработки на станке с ЧПУ, направление вращения фрезы обычно фиксировано, но направление подачи часто меняется. Попутное фрезерование и обычное фрезерование — два распространенных метода фрезерования.. Так, следует ли использовать попутное или обычное фрезерование при обработке на станке с ЧПУ?
Режущая кромка фрезы подвергается ударным нагрузкам каждый раз при зацеплении с заготовкой.. Правильный контакт между режущей кромкой и материалом должен учитываться как при входе, так и при выходе.. Во время фрезерования, заготовка подается либо в том же, либо противоположном направлении вращения фрезы, который определяет, выполняется ли рез с использованием нисходящего среза (взбираться) или срез вверх (общепринятый) метод.
1. Принцип фрезерования – от толстого к тонкому
При фрезеровании, Формирование чипов имеет решающее значение. Принцип резки такой. “толстый к тонкому,” обеспечение формирования толстой стружки на входе и тонкой стружки на выходе. Это помогает поддерживать стабильный процесс фрезерования и снижает риск отклонения инструмента или вибрации..
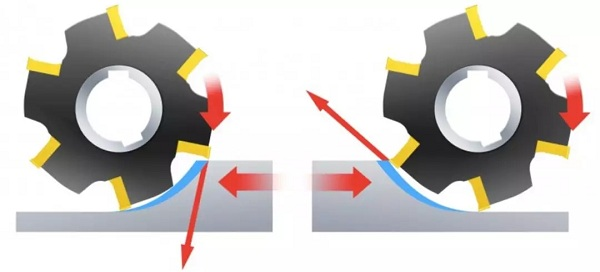
2. Подъемное фрезерование (Попутное фрезерование)
При попутном фрезеровании, режущий инструмент подается в направлении вращения. Пока станок, резак, и заготовка правильно выровнены, попутное фрезерование обычно является предпочтительным методом фрезерования..
- Толщина стружки уменьшается с начала резания., достижение нуля в конце разреза.
- Сила резания стремится притянуть заготовку к фрезе., удерживая режущую кромку во время разреза.
- Люфт станка должен быть минимизирован, чтобы фреза не могла бесконтрольно тянуть заготовку..
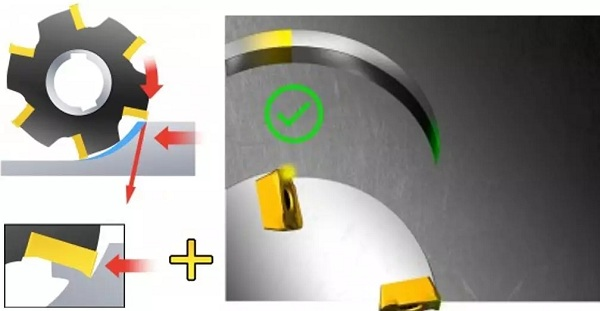
Попутное фрезерование обычно рекомендуется для высокоточной обработки и достижения превосходного качества поверхности..
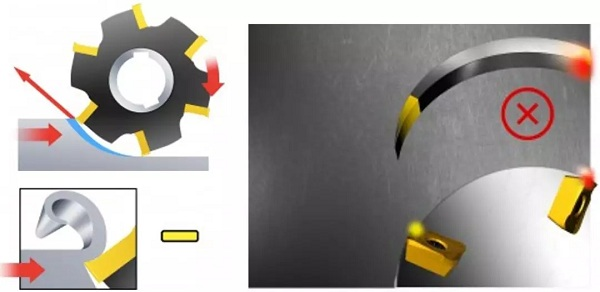
3. Обычное фрезерование (Встречное фрезерование)
При обычном фрезеровании, режущий инструмент подается в направлении, противоположном его вращению. Толщина стружки начинается с нуля и увеличивается до максимума в конце резания..
- Сила резания отталкивает фрезу от заготовки., что может привести к вибрации инструмента.
- Стружка может тереться о ранее отрезанную поверхность., вызывая нагартование и возможные царапины на поверхности.
- Высокие силы резания и неравномерная толщина стружки могут сократить срок службы инструмента..
Обычное фрезерование обычно подходит для черновой обработки или обработки материалов, чувствительных к режущему воздействию..
4. Крепление детали
Направление подачи влияет на требования к приспособлению:
- Попутное фрезерование: приспособления должны противостоять направленным вниз силам и надежно фиксировать заготовку..
- Обычное фрезерование: приспособления должны противостоять подъемным силам, вызванным отталкиванием заготовки фрезой..
5. Сравнительная таблица: попутное и обычное фрезерование
| Аспект обработки | Подъемное фрезерование | Обычное фрезерование |
|---|---|---|
| Толщина стружки | От большого к маленькому | От маленького к большому |
| проскальзывание | Минимальный/Нет | Возможный |
| Износ инструмента | Помедленнее | Быстрее |
| Охлаждение поверхности инструмента | Никто | Может произойти |
| Эффект заготовки | Прессование | Лифтинг |
| Устранение люфта | Не требуется | Необходимый |
| Вибрация | Маленький | Большой |
| Энергопотребление | Ниже | Выше (5%-15%) |
| Шероховатость поверхности | Лучше | Ниже |
| Приложения | Прецизионная обработка | Черновая обработка |
Краткое содержание
Как попутное, так и традиционное фрезерование имеют преимущества в зависимости от сценария обработки.. Выбор между ними зависит от:
- Материал заготовки и твердость
- Требования к точности обработки
- Жесткость станка и люфт
- Качество поверхности и соображения производительности
RapidEfficient специализируется на высокоточной обработке на станках с ЧПУ. 18 многолетний опыт. Ее продукция охватывает медицинские, коммуникации, оптика, дроны, умные роботы, автомобильный, и части офисной автоматизации. Обрабатывающие центры с ЧПУ компании включают четырехосные, пятиосный, и рычажные станки, и оснащены прецизионными проекторами, трехкоординатные измерительные машины, спектрометры, и другое точное испытательное оборудование. Точность обработки может достигать 0,01 мм., и точность тестирования может достигать 0,001 мм..





