
Прямое лазерное спекание металлов
Служить
Единичный прототип обработки на станке с ЧПУ




Наши возможности прямого лазерного спекания металлов
Выбирайте быстрое и эффективное прямое лазерное спекание металлов., Потому что он имеет высокую точность, Умеет создавать сложные формы., Подходит для различных металлов и эффективен..
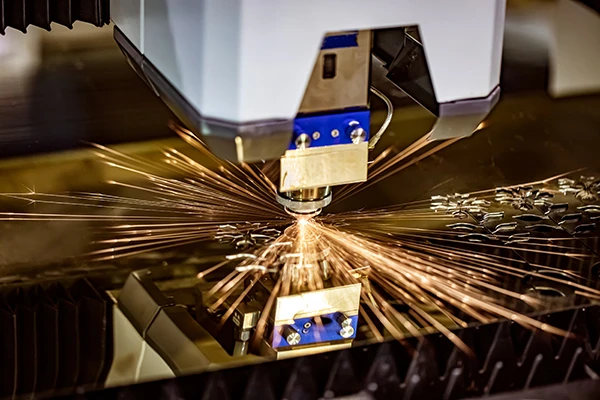
Прямое лазерное спекание металлов (ДМЛС) — это технология 3D-печати, основанная на селективном спекании металлических порошков лазерными лучами. Основной принцип заключается в использовании высокоэнергетического лазерного луча для спекания металлического порошка слой за слоем., Сформируйте желаемую трехмерную структуру.
Обычно используемые металлические порошковые материалы:
Нержавеющая сталь: Имеет хорошие механические свойства и устойчивость к коррозии., Подходит для изготовления конструкционных деталей и инструментов..
сплав кобальта и хрома: Высокая прочность и устойчивость к высоким температурам, Широко используется в аэрокосмической и медицинской областях..



Производство деталей для аэрокосмической отрасли
Возможность точного изготовления сложных форм., Компоненты аэрокосмической отрасли с тонкостенными конструкциями и чрезвычайно высокими требованиями к производительности., как лопатки двигателя, Диск турбины, и т. д., Удовлетворение потребностей аэрокосмической промышленности в легкости и высокой производительности..

Производство медицинского оборудования
Высокоточные медицинские устройства могут быть изготовлены по индивидуальному заказу и изготовлены в соответствии с уникальной физиологической структурой пациента., например, ортопедические имплантаты, Реставрации зубов, и т. д., Хорошая совместимость с тканями человека..
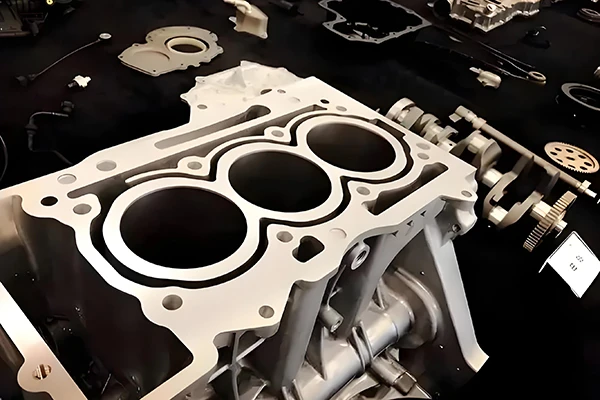
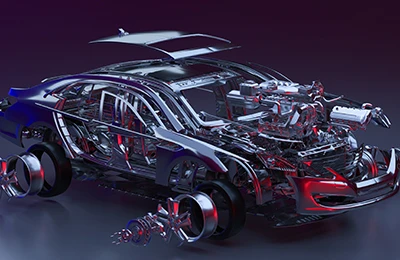
Обработка автозапчастей
Быстрое изготовление сложных форм., Тонко структурированные автомобильные детали, например блок двигателя, Шестерни трансмиссии, и т. д., Помогает улучшить производительность автомобиля и уменьшить его вес..
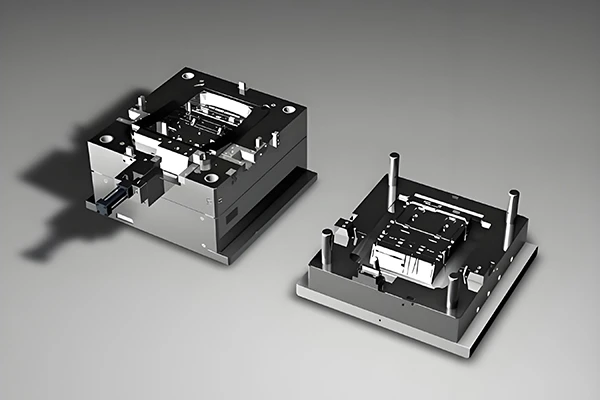
Изготовление пресс-форм
Способность эффективно изготавливать формы со сложной внутренней структурой и высоким качеством поверхности., Такие как литьевая форма, Пресс-форма для литья под давлением, и т. д., Сократить цикл разработки пресс-форм и производственные затраты..

Художественный дизайн и креативная продукция
Предоставляет художникам и дизайнерам большую творческую свободу., Различные уникальные, Сложные художественные конструкции и креативные изделия, как скульптура, Ювелирные изделия и т. д., Идеально превращайте идеи в реальные объекты.
Модель исследований и образования
Используется для быстрого изготовления сложных экспериментальных моделей в области научных исследований., и производство обучающих моделей в сфере образования, Помогите исследователям и студентам лучше понять и изучить соответствующие научные принципы и структуры..




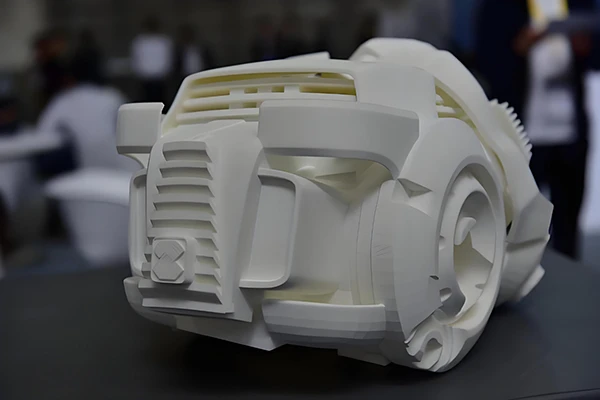
Дисплей деталей для прямого лазерного спекания металлов, Каждая деталь тщательно обработана, Представляйте сложные конструкции с высокой точностью, Продемонстрируйте уникальное очарование передового производства.
{kind=link}

Чрезвычайно сложные формы могут быть изготовлены с высокой точностью., с внутренними вырезами, тонкая стена, Детали со специальными изогнутыми поверхностями и другими конструкциями, Может удовлетворить различные уникальные дизайнерские потребности, Практически нет ограничений по форме..

Эта технология представляет собой послойную обработку., Просто используйте соответствующий металлический порошковый материал в соответствии с формой детали., Неспеченный порошок можно переработать и использовать повторно., Снижение отходов материала, Снижение производственных затрат.

Лазерное спекание плотно соединяет частицы металлического порошка., Формованные детали имеют хорошую плотность и механические свойства., например, высокая интенсивность, Высокая твердость, Хорошая износостойкость, и т. д., Может использоваться непосредственно в ситуациях, требующих более высокой производительности деталей..
Подготовка дизайна
1. Проектируйте детали с помощью профессионального программного обеспечения для 3D-моделирования., Обеспечьте точность и полноту модели., Учитывайте функциональные требования и технологичность детали..
2. Проверьте модель на наличие ошибок или необоснованных структур., например, самопересечение, Слишком тонкие детали, и т. д., и исправить это.
Выбор материала
1. Выберите подходящий металлический порошковый материал в соответствии с требованиями к производительности и сценариями применения детали., например, нержавеющая сталь, Титановый сплав, Алюминиевый сплав, и т. д..
2. Понимать свойства различных материалов, такие как интенсивность, твердость, Коррозионная стойкость, и т. д., Чтобы гарантировать, что выбранный материал может соответствовать требованиям использования детали..
Подготовка оборудования
1. Выбор подходящего оборудования для прямого лазерного спекания металлов, Учитывайте точность вашего оборудования, Размер печати, Мощность лазера и другие параметры.
2. Осмотр и отладка оборудования, Убедитесь, что оборудование находится в хорошем рабочем состоянии, Включает лазерную систему, система подачи порошка, Система управления, и т. д..
Нарезка и настройка параметров
1. Импортируйте 3D-модели в программу для нарезки., Выполнить нарезку, Установите подходящую толщину слоя, Мощность лазера, Скорость сканирования и другие параметры.
2. Оптимизация параметров на основе характеристик материала и требований к деталям, для оптимального качества печати и производительности.
Процесс печати
1. Загрузка металлического порошка в порошковый слой оборудования, Запустите устройство, чтобы начать печать..
2. Наблюдайте за процессом печати, Убедитесь, что оборудование работает правильно, например, лазерное сканирование дорожек, Условия нанесения порошка, и т. д., Оперативно решайте возможные проблемы.
3. После завершения печати, Подождите, пока детали остынут до комнатной температуры., Избегайте деформации или растрескивания деталей из-за перепадов температур..
Постобработка
1. Снимите напечатанную деталь с порошкового слоя., Удалить излишки порошка, Можно чистить сжатым воздухом или пылесосом.
2. Детали после обработки, Например, термическая обработка, Обработка поверхности, и т. д., для улучшения характеристик деталей и качества поверхности.
3. Провести проверку качества, Используйте измерительные инструменты, Микроскоп и другие инструменты для проверки точности размеров деталей., качество поверхности, Внутренняя структура, и т. д., Убедитесь, что детали соответствуют проектным требованиям.
На что следует обратить внимание
1. Операторам необходима профессиональная подготовка, Знать правила эксплуатации оборудования и правила техники безопасности..
2. Во время печати, Обратите внимание на безопасность, Избегайте лазерного повреждения человеческого тела, В то же время, необходимо предотвратить опасные ситуации, такие как утечка порошка и взрыв.
3. Проводить регулярное техническое обслуживание и уход за оборудованием, Обеспечить производительность и точность оборудования, Продлите срок службы вашего оборудования.
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, план проверки, обработка поверхности, упаковка, and delivery schedule around your project requirements.

Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 рабочие дни.

Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, механическая обработка, проверка размеров, отделка поверхности, and packaging to maintain stable quality across each batch.

For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: надежные детали, responsive communication, and consistent supply.
Вся информация и загруженные материалы безопасны и конфиденциальны..
Недостаточная плотность
Причина: Недостаточная энергия лазера, Скорость сканирования слишком высокая, Распределение частиц металлического порошка по размерам необоснованно или толщина слоя порошка неподходящая., и т. д., может привести к тому, что металлический порошок не сможет полностью расплавиться и расплавиться, Как результат, плотность деталей недостаточная.
Решение: Увеличьте мощность лазера соответствующим образом., Уменьшите скорость сканирования, Убедитесь, что энергия лазера может полностью расплавить металлический порошок.; Оптимизировать распределение порошка по размерам, Выбор подходящего порошкового материала и диапазона размеров частиц; Отрегулируйте толщину слоя порошка, Вообще говоря, Более тонкие слои порошка помогают увеличить плотность., Однако слишком тонкий слой может повлиять на эффективность печати., Необходимо найти подходящую точку баланса.
Отклонение точности размеров
Причина: Неоднородность размера и формы лазерного пятна., Погрешность механической точности оборудования, Такие факторы, как тепловое расширение, вызванное изменениями температуры., Это может привести к отклонению размера напечатанной детали от размера дизайна..
Решение: Регулярно калибруйте и обслуживайте оборудование., Обеспечьте точность лазерных систем и систем механического движения.; При проектировании деталей, Учет коэффициента термического расширения материала, Оставьте определенный запас по размеру; Оптимизация настроек параметров программного обеспечения для нарезки, Повысьте точность и аккуратность нарезки.
Более высокая шероховатость поверхности
Причина: Размер частиц металлического порошка, Такие факторы, как форма и стратегия лазерного сканирования, могут повлиять на шероховатость поверхности детали.. Например, Порошки с более крупным размером частиц или неподходящие стратегии сканирования могут привести к неравномерному внешнему виду поверхности детали..
Решение: Меньшая степень детализации выбора, Металлический порошок правильной формы; Примите соответствующую стратегию сканирования, Например, увеличение количества лазерных сканирований., Отрегулируйте интервал сканирования, и т. д., Для улучшения качества поверхности деталей.; После завершения печати, Выполните соответствующую постобработку, например, пескоструйная обработка, Шлифование и т. д., дальнейшее снижение шероховатости поверхности.
Проблемы деформации и коробления
Причина: Во время печати, Неравномерная усадка металлического порошка, Наличие температурного градиента и необоснованный расчет конструкции детали., и т. д., может вызвать деформацию и коробление деталей.
Решение: Оптимизация структурного проектирования деталей, Старайтесь избегать больших плоских поверхностей., Консольные конструкции и другие детали, склонные к деформации.; Во время печати, Используйте соответствующие стратегии разминки и заминки., Уменьшить температурный градиент, Уменьшите внутреннее напряжение деталей.; Для деталей, которые легко деформируются, Могут быть добавлены опорные структуры., для увеличения жесткости детали, Предотвратить деформацию, Но поддержку необходимо удалить после завершения печати., Может оказывать определенное влияние на качество поверхности деталей..
Явление сфероидизации
Причина: Высокая вязкость в жидкой фазе, Высокое поверхностное натяжение, Расплавленный материал не смачивает твердые частицы и подложку под воздействием таких факторов, как, Металлический порошок может сфероидизироваться в процессе лазерного спекания., То есть, Частицы порошка не могут полностью распределиться и расплавиться, Вместо, образуется сферическая структура. Это влияет на качество формования и плоскостность поверхности детали..
Решение: Выбор подходящего материала металлического порошка и размера частиц, Уменьшите поверхностное натяжение и вязкость порошков.; Настройка параметров лазера, Если уместно, увеличьте скорость сканирования или уменьшите мощность лазера, Может в определенной степени уменьшить эффект сфероидизации; Оптимизация методов нанесения порошка и параметров процесса, Убедитесь, что порошок можно равномерно распределить по основанию..
Отказ лазерной системы
Причина: Старение лазерного генератора, Повреждение или загрязнение оптических компонентов, и т. д., может привести к снижению мощности лазера, Такие проблемы, как форма лазерного пятна и неравномерное распределение энергии., Влияет на качество печати.
Решение: Выполняйте регулярное техническое обслуживание и уход за лазерным генератором., Замените устаревшие детали; Содержите оптику в чистоте, избегать пыли, Воздействие масла и других загрязнений на оптические компоненты; во время использования, Обратите внимание на контроль рабочего состояния лазерной системы., Оперативно находить и устранять неисправности.
Неисправность системы подачи порошка
Причина: Устройство подачи порошка в системе подачи порошка, Такие компоненты, как валики для распределения порошка, могут засориться., Такие проблемы, как износ или заедание, Это приводит к плохой транспортировке порошка., Влияющие на нормальный ход процесса печати.
Решение: Регулярно очищайте устройство подачи порошка и распределяющий валик., Предотвращение засорения порошком; Проверка механических компонентов системы подачи порошка, Своевременно заменяйте изношенные или поврежденные детали.; Оптимизация условий хранения и доставки порошков, Берегите порошок от влаги, Такие проблемы, как слеживание.
Проблемы совместимости материалов
Причина: Различные металлические порошковые материалы имеют разные физические и химические свойства., В процессе прямого лазерного спекания металлов, Может возникнуть несовместимость материалов., Вызывает сбой печати или низкую производительность детали..
Решение: При выборе материалов, Все внимание должно быть уделено совместимости материалов., Проведение соответствующих испытаний и проверок.; Для деталей, требующих использования нескольких материалов., Возможна печать слоями или смешанными материалами., Однако, нам нужно обратить внимание на проблемы соединения между различными материалами..
Окисление и загрязнение порошковых материалов
Причина: Металлический порошок при хранении и использовании, Уязвим к окислению и загрязнению., Это может повлиять на характеристики материала и качество печати..
Решение: При хранении металлического порошка, держать сухим, герметичная среда, Избегайте влаги и окисления порошка; перед использованием, Скрининг и очистка порошков, Удаление примесей и оксидов; Во время печати, Можно использовать защитный газ., например, аргон, Азот, и т. д., Для предотвращения окисления металлического порошка.
Наши услуги по обработке с ЧПУ получили высокую оценку клиентов со всего мира из разных областей., Мы поставляем компоненты для обработки с ЧПУ в различные отрасли промышленности., Охватывает следующее и многое другое.
CNC machining support for brackets, корпуса, втулки, валы, adapters, приспособления, sensor components, and custom mechanical parts used in automotive and mobility projects.

Precision-machined components for robotic arms, оборудование автоматизации, end effectors, суставы, motor-related parts, sensor housings, приспособления, and assembly tooling.

Custom CNC machined parts for medical-device equipment, diagnostic instruments, laboratory systems, корпуса, приспособления, клапаны, adapters, and non-implant mechanical components.

Machining support for lightweight housings, скобки, приспособления, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.

CNC machining for enclosures, рамки, heat-dissipation parts, кнопки, скобки, приспособления, connector components, and appearance-sensitive aluminum parts.

Custom parts for energy-storage systems, EV-related equipment, корпуса двигателя, thermal-management components, скобки, разъемы, приспособления, and mechanical assemblies.

CNC machined housings, валы, рукава, скобки, приспособления, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, приспособления, тарелки, скобки, корпуса, and components requiring controlled dimensions and clean surface finishes.