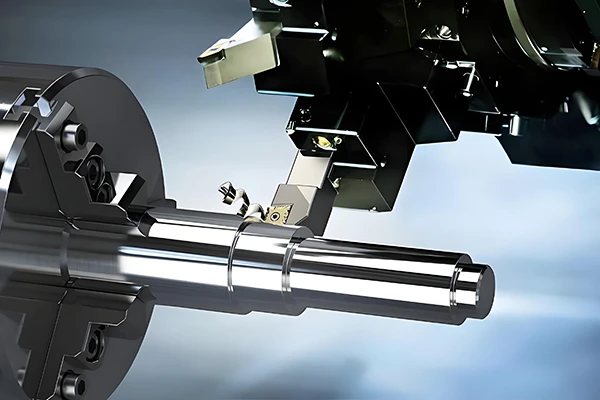
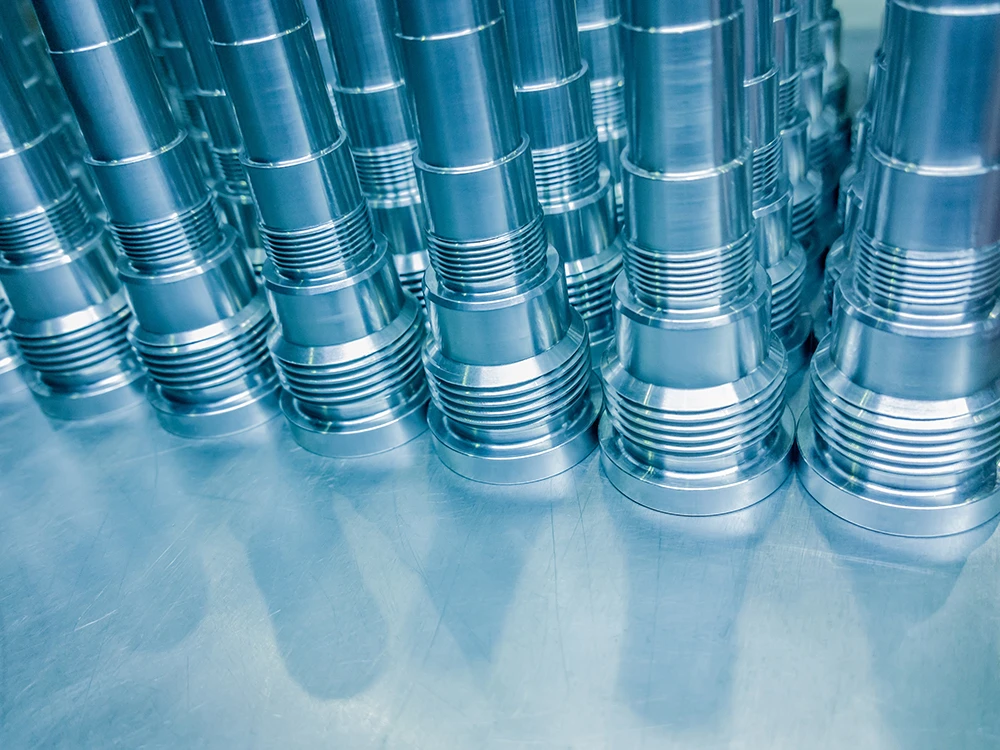
(1) Run-Out and Concentric Relationships
For shafts, рукава, втулки, фланцы, and cylindrical components, small deviations in run-out or concentricity can affect assembly, motion, уплотнение, and long-term performance.
До производства, we review the datum scheme, outer and inner diameters, bore requirements, shoulders, подходит, run-out limits, and inspection method. Critical dimensions should be checked after unclamping.
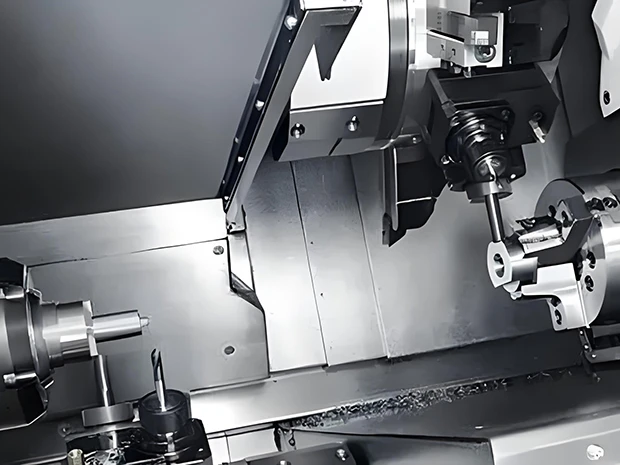
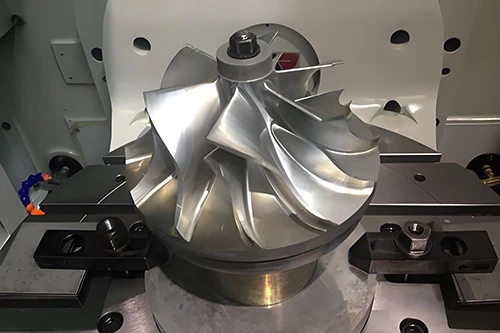
(2) Length-to-Diameter Ratio and Workholding Stability
Long shafts, thin-wall sleeves, lightweight rings, and slender components can deform or vibrate under clamping pressure and cutting forces.
A stable machining plan should control clamping force, add suitable support where required, reduce unnecessary cutting pressure during finishing operations, and verify sensitive dimensions after the part is released from the fixture.
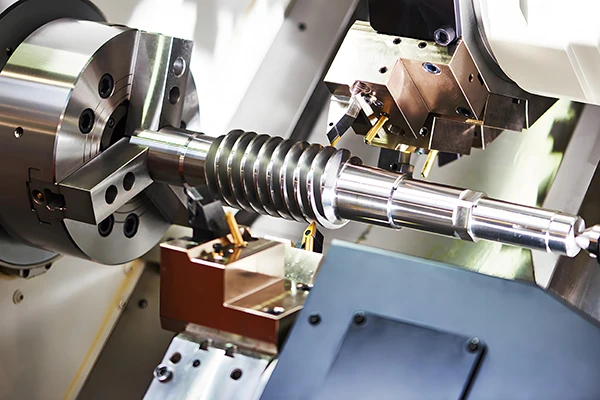
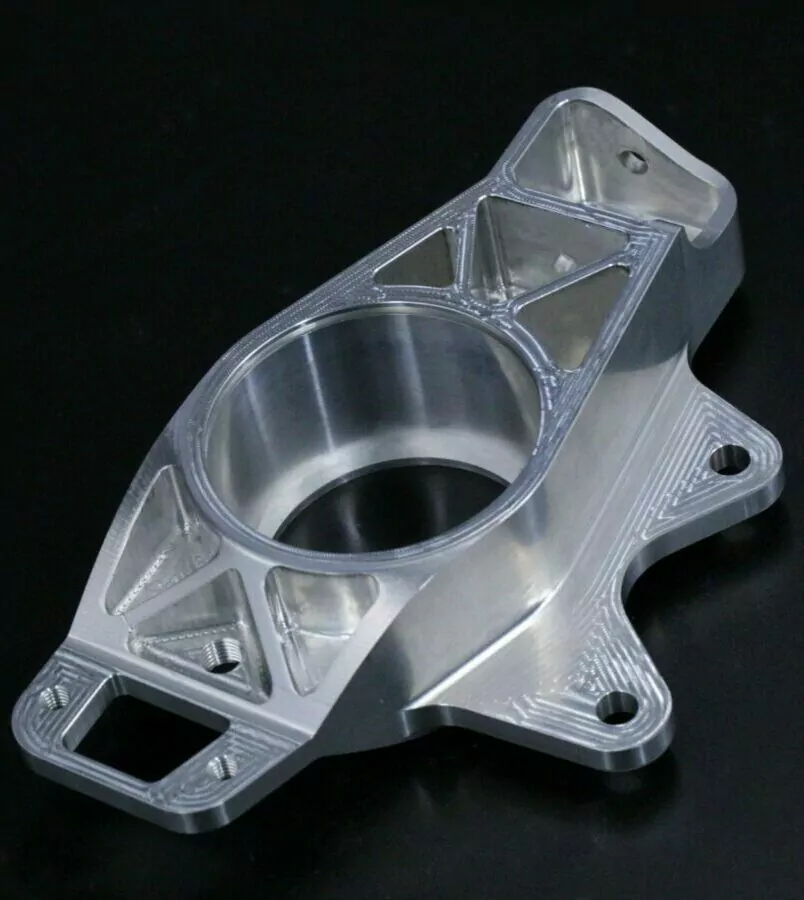
(3) Threads, Grooves, and Deep Bores
Threads, narrow grooves, глухие дыры, and deep bores require early review because tool access, эвакуация стружки, износ инструмента, and inspection conditions can affect consistency.
The drawing should clearly identify thread standards, nominal size, подача, engagement length, groove width, глубина канавки, bore depth, обработка поверхности, and gauge requirements.
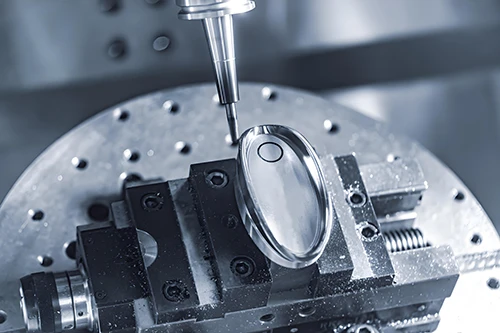
(4) Material-Specific Cutting Strategies
Алюминий, нержавеющая сталь, углеродистая сталь, легированная сталь, медные сплавы, латунь, бронза, титановые сплавы, and engineering plastics require different tools and cutting parameters.
Tool geometry, скорость шпинделя, скорость подачи, глубина резания, coolant delivery, контроль чипа, требования к отделке поверхности, and inspection planning should be matched to the material grade and part geometry.