
Surface Finishes for CNC Machined Parts
A CNC machined part can pass dimensional inspection before surface treatment and still fail during assembly after finishing.
A coating may tighten an internal thread. An anodized layer may affect a fitted hole or bearing location. A polished surface may lose edge definition. A plated contact area may change electrical performance. A visible housing may meet the drawing dimensions but still be rejected because scratches, color variation, or packaging damage were not controlled.
Surface finishing is not a decorative step added at the end of production.
It should be reviewed together with the material grade, геометрия детали, functional surfaces, tolerance requirements, assembly conditions, cosmetic expectations, план проверки, packaging method, и ожидаемое количество.
Rapid Efficient supports coordinated surface-finishing and post-processing routes for custom metal parts and engineering-plastic components. Перед цитатой, we review which areas require treatment, which features require masking, which dimensions apply after finishing, and which inspection points should be verified before delivery.
Start with the Functional Requirement
The first question should not be:
Which finish looks best?
The more useful question is:
What must the finished part achieve after machining, treatment, инспекция, упаковка, and final assembly?
Before selecting a surface-finishing route, подтверждать:
- Does the part require corrosion resistance?
- Is wear resistance important?
- Will the part be exposed to humidity, химикаты, outdoor conditions, or repeated handling?
- Are there visible cosmetic surfaces?
- Are electrical-contact areas required?
- Does the component include fitted holes, нити, bearing locations, mating faces, or sealing surfaces?
- Is a consistent batch appearance important?
- Are masking areas required?
- Does the finished component need dimensional inspection?
- Does overseas shipment require scratch, окисление, влага, or impact protection?
The correct finish is not always the most expensive finish.
It is the route that protects the required function without creating unnecessary dimensional, cosmetic, инспекция, or delivery risk.
Practical Surface-Finish Selection Map
| Поверхностная обработка | Общие приложения | Main Benefit | Common Manufacturing Risk | Что необходимо подтвердить перед предложением |
|---|---|---|---|---|
| As-machined finish | Functional prototypes, приспособления, internal brackets, mechanical parts | Avoids unnecessary post-processing and preserves machined geometry | Tool marks, картавит, царапины, exposed-metal oxidation | Surface expectations, контроль заусенцев, roughness, упаковка |
| Bead blasting / пескоструйная обработка | Aluminum housings, вложения, visible surfaces, pre-anodizing preparation | Creates a more uniform matte appearance | Texture variation, edge rounding, deep scratches remaining visible | Media type, visible surfaces, protected areas, downstream finish |
| Анодирование | Aluminum housings, скобки, вложения, communication-equipment parts, компоненты автоматизации | Improves corrosion resistance and appearance; functional options are available | Dimensional changes may affect holes, нити, подходит, and appearance consistency | Alloy grade, color, anodizing type, masking, final dimensions |
| Жесткое анодирование | Wear-sensitive aluminum parts, sliding features, selected mechanical components | Improves wear and abrasion resistance where required | Thicker functional layers may interfere with assembly features | Functional need, masking, fitted areas, post-finish inspection |
| Пассивация | Stainless-steel parts, fluid-handling components, medical-device components, humid-environment applications | Supports corrosion-resistance requirements after machining and cleaning | Residue in blind holes, внутренние резьбы, and difficult-to-rinse areas | Stainless-steel grade, cleaning route, internal features, инспекция |
| Полировка | Appearance-sensitive parts, stainless-steel components, visible metal surfaces | Improves appearance and may reduce visible machining marks | Edge rounding, uneven appearance, dimensional change on critical surfaces | Cosmetic faces, edge protection, acceptable variation |
| Покрытие | Медь, латунь, сталь, and application-specific metal parts | Supports corrosion protection, electrical performance, появление, or wear requirements | Thickness variation, adhesion risk, contact-surface interference, fit changes | Base material, plating type, contact areas, толщина, masking |
| Порошковая покраска | Корпуса, panels, скобки, industrial components | Provides a durable protective and cosmetic coating | Film build may affect holes, нити, edges, and assembly features | Цвет, текстура, masking, mating faces, упаковка |
| Рисование | Корпуса, covers, panels, cosmetic components | Provides color and surface protection for selected applications | Adhesion, царапины, uneven thickness, handling damage | Paint system, color, gloss level, protected areas |
| Лазерная гравировка | Logos, serial numbers, part numbers, traceability marks | Adds permanent identification | Позиция, readability, contrast, sequence relative to finishing | Artwork, position, размер, orientation, serial-number format |
Эта таблица является отправной точкой.
The final surface-finishing route should be reviewed against the drawing, материальное поведение, операционная среда, assembly conditions, and inspection requirements.
For material-specific machining risks, просмотрите наш CNC machining materials guide.
As-Machined Parts Still Need a Surface Requirement
An as-machined finish does not mean that surface quality can be ignored.
Some components do not require anodizing, покрытие, полировка, рисование, или порошковая покраска. Functional prototypes, internal brackets, приспособления, mechanical parts, and selected engineering components may perform correctly with an as-machined surface.
Однако, the drawing should still clarify:
- Whether visible tool marks are acceptable
- Whether burrs must be removed
- Whether sharp edges should be broken
- Whether scratches are acceptable
- Whether corrosion protection is required during shipment
- Whether a surface-roughness requirement applies
- Whether sealing surfaces require additional control
- Whether bearing locations, sliding surfaces, or electrical-contact areas require special treatment
- Whether visible surfaces need consistent machining marks
A part may be dimensionally correct and still fail customer expectations if it contains rolled burrs, окисление, царапины, handling marks, or inconsistent visible surfaces.
Aluminum Finishing: Anodizing Must Be Planned Before Machining
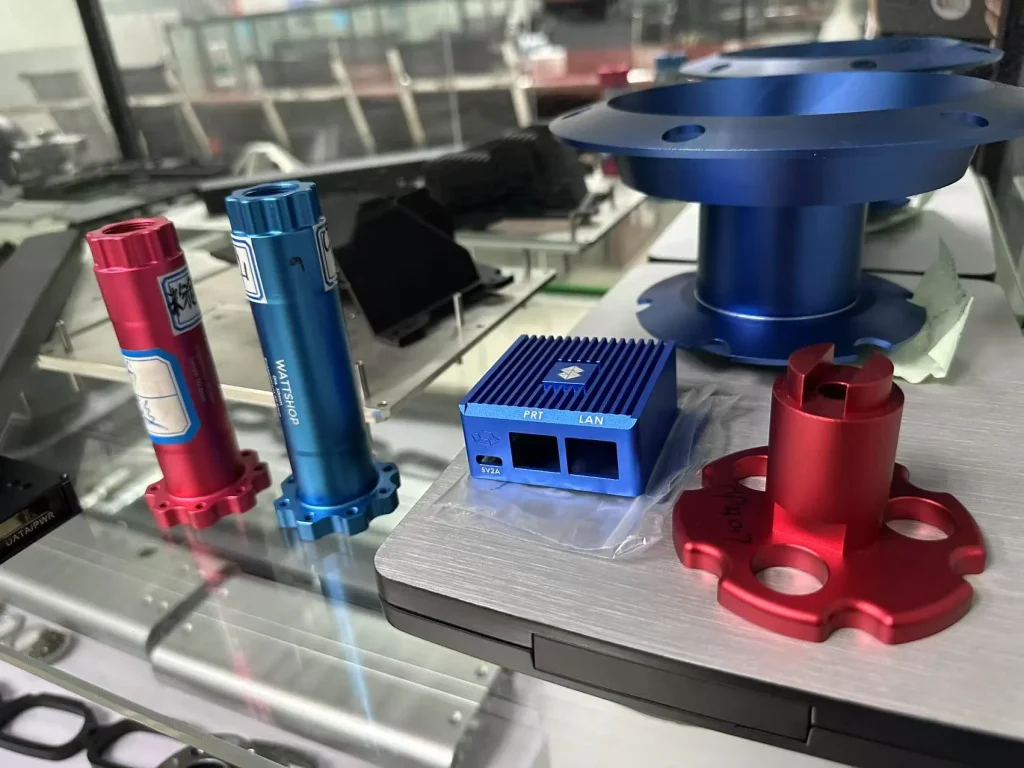
Aluminum components are commonly anodized for corrosion resistance, появление, wear behavior, or application-specific functional requirements.
Typical anodized parts include:
- Precision housings
- Communication-equipment components
- Sensor enclosures
- Robotics parts
- Automation brackets
- Optical mounting components
- Consumer-product housings
- Medical-device housings
- Industrial-equipment components
Anodizing should not be treated as an automatic upgrade for every aluminum component.
The correct route depends on:
- Aluminum grade
- Геометрия детали
- Косметические ожидания
- Color requirement
- Wear environment
- Нитки и отверстия
- Расположение подшипников
- Mating features
- Sealing surfaces
- Masking areas
- Inspection method
- Условия упаковки
Technical Bulletins for Anodized Parts
Internal Threads: Anodizing may tighten thread fit. Confirm whether masking, machining allowance, thread verification, or another controlled route is required after finishing.
Tight-Fit Bores: A fitted hole, bearing location, or sealing bore should not be treated like a standard clearance hole. Define whether the final tolerance applies before or after anodizing, and identify any masking requirements on the drawing.
Dimensional Growth: Anodizing is a conversion process rather than a simple paint layer. Part of the oxide forms within the aluminum surface and part extends outward. The final dimensional effect depends on the alloy, process route, coating requirement, геометрия, and sealing condition. Do not apply one universal compensation ratio to every anodized component.
Type II Sulfuric Anodizing: The required coating thickness should be agreed before production. Depending on the specification and application, Type II coatings may cover a relatively broad thickness range.
Жесткое анодирование типа III: Hard anodizing requires closer dimensional review. For selected specifications, a coating thickness around 50 μm may be used unless another requirement is defined. Tight bores, нити, bearing locations, sliding features, and sealing grooves may require machining allowance, masking, or post-finish verification.
Mating Surfaces: Surface treatment may alter alignment, соответствовать, or assembly repeatability. Mark protected faces clearly on the drawing.
Grounding and Electrical-Contact Areas: Anodized surfaces are electrically insulating. Identify contact pads, grounding points, and other areas that must remain uncoated.
Cosmetic Faces: Цвет, текстура, and handling marks become more visible after finishing. Define visible surfaces, acceptable variation, and packaging protection before production.
Engraved Areas: Contrast and readability may depend on whether laser engraving is completed before or after anodizing. Confirm the sequence during quotation.
Hard anodizing is useful when wear resistance, устойчивость к истиранию, или другое функциональное требование оправдывает это.
It should not be selected simply because it sounds stronger.
For holes, нити, deep pockets, тонкие стены, and tolerance-sensitive features, просмотрите наш CNC machining design guide.
Bead Blasting and Anodizing Should Be Reviewed Together
Bead blasting is often used to create a more uniform matte appearance on aluminum parts. It may also be used before anodizing when the final appearance requires a consistent textured surface.
The main review points include:
- Visible surfaces
- Protected areas
- Edge condition
- Surface texture
- Media consistency
- Color expectations after anodizing
- Scratch protection during handling
- Batch appearance requirements
- Packaging method
Bead blasting can improve surface consistency, but it does not automatically remove every upstream defect.
Deep scratches, вмятины, следы инструмента, edge damage, and poor handling may remain visible after finishing.
For visible housings and customer-facing components, the cosmetic standard should be discussed before production rather than after the batch has already been treated.

Stainless-Steel Finishing: Оценка, Очистка, and Geometry Matter
Stainless steel is commonly selected for corrosion resistance, чистый внешний вид, and demanding operating environments.
После обработки, the finishing route may include cleaning, пассивация, полировка, or another application-specific process.
Common applications include:
- Fluid-handling components
- Valve parts
- Medical-device components
- Sensor parts
- Industrial-equipment components
- Food-equipment parts
- Precision connectors
- Shafts
- Крепежи
Passivation should be reviewed together with:
- Stainless-steel grade
- Machining residue
- Cleaning requirements
- Глухие отверстия
- Internal threads
- Trapped-liquid areas
- Final rinsing
- Surface appearance
- Упаковка
- Требования к проверке
Blind holes and internal threads deserve special attention.
Residue trapped in difficult-to-clean areas may create quality issues even when the external surfaces appear acceptable.
Polishing also requires careful review. A polished surface may improve appearance, but excessive polishing can round edges, alter critical surfaces, and create inconsistency between parts.
The drawing should identify which surfaces are cosmetic, which are functional, and which must remain dimensionally controlled.
Stainless-steel finishing should also be reviewed against the exact grade and internal geometry. Глухие отверстия, внутренние резьбы, захваченный химический остаток, and final rinsing may create risks that are not visible on the external surface. For a deeper process review, read our guide to пассивация нержавеющей стали для деталей с ЧПУ.

Copper and Brass Parts Need Surface and Packaging Review
Copper and copper alloys are often selected for electrical conductivity, thermal performance, контактные поверхности, or application-specific mechanical requirements.
Однако, copper surfaces can be sensitive to:
- Окисление
- Fingerprints
- Царапины
- Rolled burrs
- Handling marks
- Contact-surface contamination
- Условия упаковки
- Overseas shipping environments
Depending on the application, the finishing route may include:
- Controlled cleaning
- Surface protection
- Покрытие
- Полировка
- Contact-area masking
- Anti-oxidation packaging
- Individual wrapping
- Moisture protection
For conductive components, surface treatment should not interfere with electrical-contact areas unless the selected plating route is intended to support that function.
Перед цитатой, подтверждать:
- Copper or brass grade
- Conductivity requirement
- Контактные поверхности
- Small holes
- Требования к резьбе
- Burr-control requirements
- Plating type
- Masking areas
- Surface appearance
- Условия упаковки
Plating Requires Dimensional and Functional Review
Plating may be selected for corrosion protection, electrical performance, появление, износостойкость, solderability, or another application-specific requirement.
The base material and part function should be reviewed before the plating route is finalized.
Important questions include:
- Which surfaces require plating?
- Are electrical-contact areas involved?
- Are any areas masked?
- Does the drawing specify a coating requirement?
- Are fitted holes or threads involved?
- Will the component be assembled after plating?
- Are cosmetic expectations important?
- Does the finished part require dimensional inspection?
- Does packaging need to protect the surface from scratches or part-to-part contact?
Plating is not simply a cosmetic layer.
Thickness variation, surface preparation, адгезия, геометрия, умение обращаться, and packaging may all affect the final result.
Powder Coating and Painting: Control Masking Edges and Assembly Features
Powder coating and painting are commonly used for housings, covers, panels, скобки, and industrial-equipment components.
These processes may improve corrosion resistance and appearance, but they must be reviewed around:
- Threads
- Глухие отверстия
- Tight-fit holes
- Расположение подшипников
- Sliding features
- Grounding points
- Сопрягаемые поверхности
- Sealing surfaces
- Assembly interfaces
- Laser-engraving areas
- Visible cosmetic surfaces
Powder coating is an additive finish that is cured at elevated temperature. The exact curing schedule depends on the selected coating system and part requirements.
During application and curing, coating build-up may become more pronounced around edges, masking boundaries, recesses, и резьбовые функции. Blind-hole threads and assembly interfaces require particular attention because excess coating can interfere with fit.
Depending on the drawing, the process plan may include:
- High-temperature masking plugs
- Protected mating surfaces
- Controlled masking boundaries
- Thread protection
- Post-coat thread verification
- Controlled thread recovery after coating when appropriate
- Fit verification before packaging
Do not assume that every coated thread requires the same treatment.
Перед цитатой, define:
- Цвет
- Texture
- Gloss level
- Cosmetic surfaces
- Masked areas
- Critical fits
- Assembly interfaces
- Требования к резьбе
- Packaging method
- Inspection expectations
Surface Roughness and Cosmetic Appearance Are Different Requirements
A surface-roughness value and a cosmetic appearance standard are not the same thing.
A machined surface may meet a specified шероховатость поверхности (Ра) requirement and still show visible tool marks.
A bead-blasted surface may look consistent but may not be suitable for a sealing face.
A polished component may look attractive but lose edge definition when the polishing route is not controlled.
The drawing should separate three different types of requirements.
Functional Surface Requirements
These describe how the surface must perform during assembly or use.
- Шероховатость поверхности (Ра)
- Geometric flatness
- Герметизирующие характеристики
- Посадка подшипника
- Sliding behavior
- Electrical contact
- Износостойкость
- Коррозионная стойкость
Cosmetic Surface Requirements
These describe what the customer should see on visible areas.
- Visible faces
- Цвет
- Texture
- Gloss level
- Scratch limits
- Tool-mark limits
- Acceptable batch variation
- Protected areas during packaging
Identification Requirements
These describe the information that must remain readable after finishing.
- Лазерная гравировка
- Serial numbers
- Part numbers
- Logos
- Orientation marks
- Traceability labels
Separating functional, cosmetic, and identification requirements makes quotation, механическая обработка, отделка, инспекция, and packaging more reliable.

Dimensional Tolerances Must Account for the Finishing Route
Surface finishing may affect final dimensions.
This is particularly important for:
- Tight-fit holes
- Internal threads
- External threads
- Bearing seats
- Sealing surfaces
- Sliding features
- Press-fit locations
- Electrical-contact areas
- Mating faces
- Assembly interfaces
- Thin-wall parts
До производства, the drawing should clarify whether a critical tolerance applies:
- Before finishing
- After finishing
- On a masked surface
- After post-finish inspection
- After thread verification
- After fit verification
When this is not specified, quotation risk and production uncertainty increase.
The machining plan, masking plan, surface-finishing route, and inspection method should be reviewed together.
Inspection After Surface Finishing
A finished component should not be evaluated only by appearance.
Depending on the drawing and project requirements, post-finish checks may include:
- Проверка размеров
- Thread verification
- Go/no-go gauge checks
- Hole-size verification
- Mating-feature inspection
- Fit verification
- Cosmetic review
- Scratch inspection
- Проверка заусенцев
- Обзор покрытия
- Color and texture review
- Laser-engraving verification
- Packaging inspection
Not every part requires the same inspection method.
Critical features, уровень толерантности, материал, surface-finishing route, количество, and customer requirements should be reviewed together.
Узнайте больше о нашем процесс обеспечения качества
Packaging Is Part of Surface-Finish Quality
A CNC machined part can pass final inspection and still arrive in poor condition if packaging is not controlled.
Finished components may require protection against:
- Царапины
- Окисление
- Moisture
- Impact
- Part-to-part contact
- Fingerprints
- Surface contamination
- Transport vibration
- Labeling errors
Depending on the material and finish, packaging may include:
- Individual wrapping
- Protective bags
- Foam separation
- Protective film
- Anti-oxidation protection
- Desiccant when required
- Export cartons
- Clear labeling
- Batch separation
For overseas shipments, packaging should be reviewed as part of the finishing route rather than treated as an afterthought.
Surface-Finish Information to Include in Your RFQ
Перед цитатой, подготовить:
- 2D рисунок
- 3D CAD-файл
- Material grade
- Expected quantity
- Surface-finish type
- Color or appearance requirement
- Texture or gloss requirement
- Critical tolerances
- Нитки и отверстия
- Расположение подшипников
- Сопрягаемые поверхности
- Sealing surfaces
- Masking areas
- Cosmetic surfaces
- Electrical-contact areas
- Laser-engraving artwork when required
- Требования к отчету об инспекции
- Требования к упаковке
- Операционная среда
When the finishing route has not yet been finalized, include the functional requirements of the part.
We can review material behavior, machining risks, surface-finishing options, masking requirements, inspection points, and delivery conditions together before quotation.
Upload Your Drawing for Surface-Finish Review
Send your 2D drawing, 3D CAD-файл, material grade, примечания о допусках, surface-finishing requirements, ожидаемое количество, inspection needs, and packaging requirements.
Our team will review the machining route, surface-finishing risks, masking requirements, post-processing inspection points, packaging conditions, and delivery schedule before quotation.
CTA Button: Загрузите свой рисунок
About Rapid Efficient
Rapid Efficient supports custom CNC machining projects for prototypes, low-volume parts, и производственные требования.
С 18 years of high-precision CNC machining experience, our team reviews material behavior, стратегия обработки, surface-finishing risks, tolerance requirements, inspection methods, packaging conditions, and delivery schedules before quotation.
Our available capabilities include 4-axis, 5-ось, and multi-axis CNC machining, together with inspection equipment such as CMM, проекторы, и спектрометры. Depending on the actual part and project requirements, machining accuracy down to 0.01 mm and inspection accuracy down to 0.001 mm are available.
Rapid Efficient has obtained ISO 9001 and ISO 14001 сертификация.
We support projects across medical devices, communications equipment, optical components, дроны, интеллектуальная робототехника, automotive applications, office automation, and other custom manufacturing requirements.