Мы знаем, что появление оборудования с ЧПУ является важной вехой в технологическом прогрессе.. Он эффективно решает сложные, точный, и задачи обработки деталей в больших и малых объемах. Это гибкий, высокоэффективная автоматизированная система.
Когда программисты используют оборудование с ЧПУ для обработки, сначала необходимо провести анализ процесса и подобрать подходящее оборудование в зависимости от материала, профиль, и точность обработки обрабатываемой детали. Затем они адаптируют план обработки., определение последовательности обработки, инструменты, приспособления, и параметры резки для каждого шага, и многое другое. Сегодня, мы рассмотрим эти ключевые моменты по очереди:
1. Выбор оборудования
При выборе деталей для механической обработки, обычно возникают два сценария.
- Первый, с чертежом детали и заготовкой, вам необходимо выбрать подходящее оборудование с ЧПУ для обработки.
- Второй, если у вас есть оборудование с ЧПУ, вам нужно выбрать правильный станок для обработки детали.
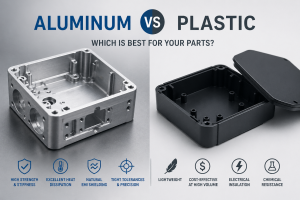
В любом случае, Ключевые факторы, которые следует учитывать, включают материал и тип детали., сложность контура, размер, точность обработки, необходимость термической обработки, и количество частей.
В итоге, есть три ключевых момента:
- Для получения желаемого продукта должны быть соблюдены технические требования к механической обработке детали..
- Это должно способствовать увеличению производительности обработки..
- Затраты на обработку должны быть минимизированы.
2. Обработка деталей с ЧПУ
Процессы обработки с ЧПУ очень широки.. Здесь, мы будем анализировать их только с точки зрения возможностей обработки и удобства.
Первый, размерные данные, указанные на чертеже детали, должны соответствовать нормам..
Принцип удобства программирования
- Метод определения размеров на чертежах деталей должен соответствовать характеристикам обработки оборудования с ЧПУ..
На чертежах деталей, следует использовать единые базовые размеры или размеры с прямыми координатами.. Этот метод не только облегчает программирование и согласование размерных линий., но также значительно облегчает поддержание согласованности между проектной базой, база процесса, и инспекционная база, а также происхождение программирования.
Поскольку проектировщики деталей обычно учитывают сборочные и другие эксплуатационные характеристики при определении размеров., они вынуждены использовать локализованный, метод децентрализованного определения размеров. Это может вызвать значительные неудобства при планировании процессов и обработке на станках с ЧПУ.. Обработка на станках с ЧПУ обычно требует высокой точности и повторяемости позиционирования., предотвращение крупных совокупных ошибок, которые могут поставить под угрозу эксплуатационные характеристики. Поэтому, рекомендуется заменить локализованный, децентрализованная простановка размеров с простановкой размеров на основе единой базы или прямых координатных размеров.
- Геометрических элементов, составляющих контур детали, должно быть достаточно..
При программировании вручную, необходимо рассчитать координаты базовых точек или узлов. При автоматическом программировании, все геометрические элементы, составляющие контур детали, должны быть определены.
Поэтому, при анализе чертежа детали, важно определить, достаточны ли заданные условия для геометрических элементов. Например, дуга и линия, или другая дуга, могут касаться друг друга, но размеры, указанные на чертеже, могут привести к их пересечению или непересеканию при расчете касательных. Такое ненадлежащее состояние геометрических элементов может затруднить программирование.. Столкнувшись с такой ситуацией, проконсультируйтесь с разработчиком детали, чтобы решить эту проблему.

Структурная технологичность
Во-вторых, структурная технологичность каждой обрабатываемой детали должна соответствовать характеристикам обработки на станке с ЧПУ..
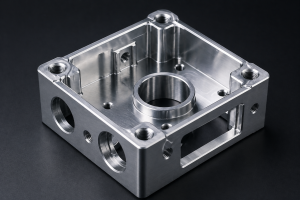
- Лучше всего использовать относительно одинаковые геометрические размеры внутренней полости и внешней формы детали.. Это снижает технические характеристики инструмента и необходимость замены инструмента., упрощение программирования и значительное повышение эффективности производства.
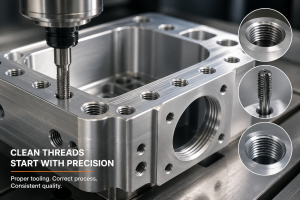
- Размер скругления внутренней канавки определяет диаметр инструмента., поэтому радиус не должен быть слишком большим. Качество технологичности детали связано с высотой обрабатываемого контура и размером радиуса переходной дуги..
- При фрезеровании нижней поверхности детали, радиус R галтели дна канавки не должен быть слишком большим.
- Для позиционирования следует использовать единую базу данных.. Во время обработки на станке с ЧПУ, если не используется единая база позиционирования, положение контура и размеры двух поверхностей после повторной сборки будут несовместимы.. Чтобы избежать этих проблем и обеспечить точное позиционирование между двумя операциями зажима, следует использовать единую систему координат позиционирования.
Лучше всего иметь в детали подходящие пустые места для опорных отверстий.. Если не, технологические отверстия должны быть установлены как базовые отверстия. Если нет возможности создать технологическое отверстие, как минимум, следует использовать тщательно обработанную поверхность в качестве единой точки отсчета, чтобы уменьшить ошибки, вызванные двумя зажимами.. Более того, необходимо определить требуемую точность обработки и размерные допуски., и любые лишние измерения, которые могут вызвать конфликты или блокировать измерения, которые могут повлиять на планирование процессов, должны быть проанализированы..
О RapidEfficient
RapidEfficient специализируется на высокоточной обработке на станках с ЧПУ. 18 многолетний опыт. Ее продукция охватывает медицинские, коммуникации, оптика, дроны, умные роботы, автомобильный, и части офисной автоматизации.
Обрабатывающие центры с ЧПУ компании включают четырехосные, пятиосный, и рычажные станки и оснащены прецизионными прожекторами., трехкоординатные измерительные машины, спектрометры, и другое точное испытательное оборудование.
- Точность обработки: до 0,01 мм
- Точность тестирования: до 0,001 мм