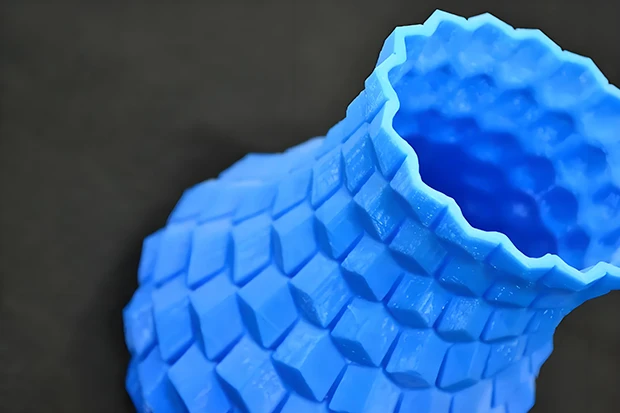
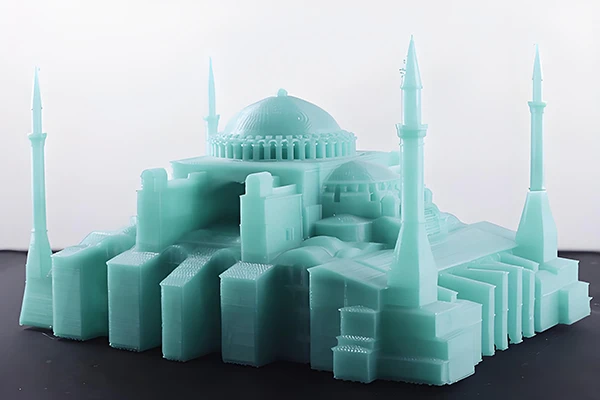
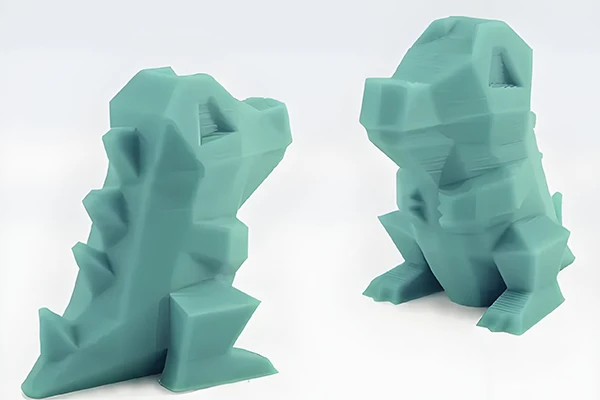
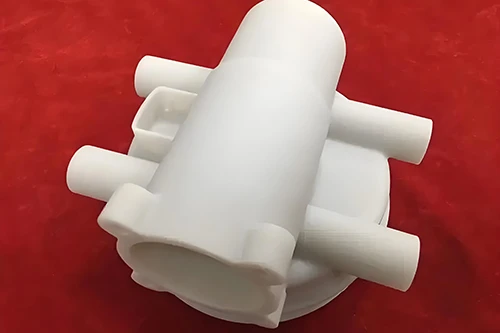
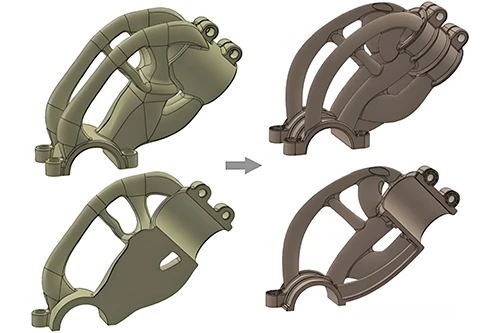
プラスチック堆積成形 仕える プラスチック蒸着成形では、熱可塑性プラスチック材料を溶融状態まで加熱します。, そしてノズルから押し出されます, 事前に設計されたパスに従ってレイヤーごとに積み重ねられます, 最後に立体物を作ります. 新しい射出成形の見積もりを開始する ファイルをアップロードします ステップ STP SLDPRT IPT PRT SAT IGES IGS CATPART X_T OBJ STL すべてのアップロードは安全で機密です 成形材料は広く入手可能であり、コスト効率が高い 装置は操作が簡単でメンテナンスも簡単です 複雑な構造やパーソナライズされた製品の製造が可能 迅速なプラスチック蒸着成形を選択する理由 プラスチック蒸着成形能力プラスチック蒸着成形には多くの利点があります. 初め, 素材的には, さまざまな熱可塑性材料を使用できます, 比較的安価で入手しやすい, さまざまなアプリケーションのニーズに対応. 第二に, 機器の操作が簡単, 簡単なトレーニングから始められます, 日常のメンテナンスも面倒ではありません. さらに, 複雑な構造の部品を精密に製造できる技術, パーソナライズされたカスタマイズを実現できる. 精度的に, 重ね塗りなど細かい欠点はありますが, しかし、高精度を必要としない多くの製品には十分です。. 商品開発であっても, 小ロット生産, またはパーソナライズされたカスタマイズの分野, プラスチック蒸着成形は魅力的なオプションです. 技術的なフィードバックと予算編成を迅速に行うために、エンジニアリング設計図を送信します。 新しい即時見積もりフィードバックを開始します プラスチック蒸着成形とは 溶融堆積モデリング, 略してFDM, 一般的な 3D プリント技術です. 熱可塑性材料を加熱して溶融状態にすることで機能します, そしてノズルから押し出されます, 事前に設計されたパスに従ってレイヤーごとに積み重ねられます, 最後に立体物を作ります. FDM技術は3Dプリンティングの分野で広く使用されています, ラピッドプロトタイピングに特に適しています, 小ロット生産とパーソナライズされたカスタマイズ.溶融堆積モデリング (FDM). その動作原理とプロセスは次のとおりです:1. 材料の準備: ABSなどの熱可塑性プラスチック, 人民解放軍, 等, 糸状物質に加工される.2. 加熱と溶解: 3D プリンターのノズルにフィラメント状材料を装填する, ノズルは材料を融点のすぐ上の温度まで加熱します, それを液体に溶かす.3. 押出成膜: ノズルはコンピュータシステムによって事前に設定された部品モデルの軌道に従って移動します, 溶けた材料を作業台上に押し出します. 押出後, 材料はすぐに冷えて固まります, 周囲の堆積材料と結合します.4. 層ごとに: 1層の蒸着が完了したら, 作業台を下に移動します (またはノズルヘッドを上に移動します) 一層の厚さごとに, その後、ノズルは次の層の堆積のために材料を押し出し続けます。, 何度も, 層ごとに蓄積, 最後に完全なプラスチック部品を形成します.CNC 加工プロセスについて詳しく見る 高速プラスチック蒸着成形専門プロジェクト カスタマイズされた部品の生産 顧客の特定のニーズに基づいて実現可能, さまざまな複雑な形状を正確に製造, 独自のサイズのプラスチック部品. 例えば, 自動車製造分野では, いくつかの特別なインテリアパーツ, 標準外の機械接続部品, 等, 従来の製法では加工が難しい, 高コスト, プラスチック蒸着成形が迅速に可能, カスタマイズされた生産を効率的に完了する, 自動車メーカーのカスタマイズ部品ニーズに応える. 航空宇宙分野で, いくつかの小さな, 特殊な機能を持ったプラスチック部品, 特殊形状シールなど, コネクタ, 等, カスタマイズされた生産もこの方法で行うことができます. プロトタイピング 製品開発の初期段階では, テストと検証のために製品のプロトタイプを迅速に作成する必要がある. プラスチック蒸着モデリング技術により、設計モデルを短時間で物理的なプロトタイプに変換できます, デザイナーやエンジニアが製品がどのように見えるかを迅速に評価できるように支援します, サイズ, 構造上の合理性, 等, 例えば, 電子機器メーカーが新製品を開発するとき, このテクノロジーを使用してシェルを迅速に作成できます, ボタンなどのプラスチック部品の試作, 組み立てテストとユーザーエクスペリエンステスト用. 小型複雑構造部品の製造 複雑な内部構造または微細な外部構造を持つ一部の小型プラスチック部品用, プラスチック蒸着成形ならではのメリット. 例えば, 医療機器のマイクロコンポーネント, 特殊なチャネルまたはキャビティ構造を備えたプラスチック製ジョイントなど, カテーテル, 等, 従来の加工方法では実現が困難, プラスチック蒸着成形により精密に製造可能です。. 加えて, 精密機器の小型プラスチック構造部品, 光学機器のレンズホルダーなど, コンポーネントの微調整, 等, この技術は製造にも使用できます. 教育および科学研究分野 教育の分野では, 教示模型の製作に利用可能, 生徒が抽象的な幾何学的形状をよりよく理解できるように支援します, 身体構造やその他の知識. 例えば, 様々な幾何学的形状のプラモデルを作る, 球体のような, 円錐, 多面体など, 数学用, 物理学およびその他の科目の指導. 科学研究の分野で, 研究者はプラスチック蒸着成形技術を使用して、実験装置の部品を迅速に作成できます, さまざまな科学実験や研究を促進します。. 例えば, 化学実験用の特殊な反応容器, 物理実験用の小型実験装置, 等, このテクノロジーを通じてカスタマイズすることができます. アート制作とデザイン アーティストやデザイナーに新しい創造的手段と表現形式を提供. アーティストはプラスチック蒸着成形技術を使用して、アイデアを物理的な芸術作品に変換できます。, 彫刻のように, 装飾品など, この技術は材料の堆積や形状の形成を精密に制御できるため、, アーティストはより複雑な表現を実現できる, 素晴らしい芸術作品. 工業デザインの分野で, 設計者はこのテクノロジーを使用して、製品の外観モデルを迅速に作成できます。, 設計ソリューションの実現可能性と美観を実証および評価するために使用されます. 素早い金型製作 プラスチック金型の試作や短期使用の金型の製作に使用可能. 例えば, 少量生産される一部のプラスチック製品について, 従来の金型の製作コストは高い, 長いサイクル, プラスチック蒸着成形技術を活用したプラスチック金型で短期生産のニーズに対応します。, 金型製作のコストと時間を削減. 同時に, 金型の設計・修正段階で, プラスチック蒸着成形技術を使用して、金型サンプルを迅速に作成できます, 金型の構造やサイズを調整、最適化するのに便利. 100+ CNC旋盤 ISO 9001:2015認証 20K+ CNC部品の月間生産量 150+ CNC加工材料 プラスチック蒸着成形品の展示 プラスチック蒸着成形品の展示が目を引く. ここにはさまざまな複雑な形があります, 精緻なデザインのプラスチック製品. パーソナライズされた装身具から工業用コンポーネントまで, プラスチック蒸着成形技術の幅広い用途を実証. ユニークな形をした小さなジュエリー, 創造性に満ちた; 微細構造の工業用部品, 高精度な製造能力を反映. これらのパーツの表面にはある程度の質感がありますが、, ただし、機能と外観には影響しません. 展示エリアには異素材パーツも展示, 異なる特性. プラスチック蒸着成形技術が革新的な設計と迅速な製造を強力にサポート, プラスチック製品の新たな生産方法を開拓. プラスチック蒸着成形の主なメリット 成形材料は広く入手可能であり、コスト効率が高い 豊富な材質: さまざまな熱可塑性プラスチックが使用可能, 一般的なアクリロニトリル・ブタジエン・スチレン共重合体など (ABS), ポリ乳酸 (人民解放軍), 等, これらの材料は異なる性能特性を持っています, さまざまなアプリケーションシナリオのニーズを満たすことができます. 例えば, ABS 材料は優れた機械的特性と耐熱性を備えています。, ある程度の強度や耐熱性が必要な部品の製作に適しています。; PLAは生分解性素材です, 環境に優しく無毒, 環境に優しい製品を作るためによく使用されます.比較的低コスト: 他の 3D プリント技術との比較 (光造形SLAなど, 選択的レーザー溶解に使用される材料 (SLM, 等), プラスチック蒸着成形材料が比較的安価. プラスチック材料はフィラメントの形で供給されます, 保管や持ち運びが簡単, 使用コストをさらに削減します. 装置は操作が簡単でメンテナンスも簡単です 使いやすい: プラスチック蒸着成形装置の操作は比較的簡単です, 通常は、設計した 3D モデルをプリンターにインポートするだけで済みます。, 印刷パラメータを設定する, デバイスは自動的に印刷できます. 初心者向け, 簡単なトレーニングと学習の後, 機器の操作方法を学ぶ.メンテナンスの手間がかからない: この技術の装置構成は比較的シンプルです, 主にノズルで構成されています, モーションシステム, 加熱システムと制御システム, 等, 日常的に使用する, 定期的に掃除する必要があるのはノズルだけです, 装置の可動部分が正常に機能しているかどうかを確認します, 等, メンテナンスは比較的簡単です, メンテナンスに専門技術者は必要ありません. 複雑な構造やパーソナライズされた製品の製造が可能 複雑な構造の強力な製造能力: 3次元空間に材料を自由に蒸着できるプラスチック蒸着成形技術, 複雑な内部構造や外形形状の部品の製造が可能. 例えば, 中空構造を生成可能, 入れ子構造, 曲管などの複雑な形状のプラスチック部品, これは従来の製造方法では実現が困難でした. この機能により、製品設計とイノベーションのためのより大きなスペースが提供されます。.高度にパーソナライズされた: この技術はパーソナライズされた製品の製造に最適です. 単一の製品のカスタマイズであるかどうか, または小ロット生産, プラスチック蒸着成形技術により迅速に加工可能, 効率的に完了する. ユーザーは自分のニーズに応じて設計でき、, ユニークなプラスチック製品をカスタマイズする, 個々のニーズに応える. プラスチック蒸着成形のクイックガイド 設計段階 1. プロフェッショナルな 3D モデリング ソフトウェアを使用して、必要なプラスチック部品モデルを設計します。, モデルが適切に構造化されていることを確認してください, 寸法は正確です. 特定のニーズに応じて革新的なデザインを作成可能, 複雑な形状の製造においてプラスチック蒸着成形技術の利点を最大限に発揮.2. プラスチック蒸着成形のプロセス特性を考慮する, 例えば, 小さすぎる構造の設計を避ける (印刷不良の原因となる可能性があります), 支持構造を合理的に配置する (印刷プロセス中のパーツの安定性を確保するため), 等. 材料の選択 1. 部品の用途と性能要件に応じて、適切なプラスチック材料を選択します. 一般的な素材には ABS が含まれます, 人民解放軍など, ABSは優れた強度と靭性を備えています, PLA はより環境に優しく、印刷が簡単です.2. 選択した素材が 3D プリンターと互換性があることを確認してください, 材料の特性を理解する, 融点など, 収縮, 等, 印刷プロセス中に対応するパラメータ調整を行うため. 印刷の準備をする 1. 設計したモデルファイルを3Dプリンターソフトウェアにインポートします, スライスを実行する. スライス ソフトウェアはモデルを複数のレイヤーに分割します, そしてプリンターが認識できるコマンドファイルを生成します.2. 印刷パラメータを設定する, 層厚も含めて, 印刷速度, 温度など, 一般的に言えば, 層厚が薄いほど印刷精度が向上します, ただし印刷時間は長くなります; 適切な印刷速度と温度により、材料の良好な押し出しと接着が保証されます。. 印刷工程 1. 3D プリンターのステータスを確認する, ノズルを確認してください, プラットフォームとその他のコンポーネントは正常に動作します. 選択したプラスチック素材をプリンターの供給機構にロードします.2. プリンターを起動する, 印刷を開始する。印刷中, プリンターの動作を観察してみよう, 異常が発生していないか注意する, 材料が詰まっている場合, 印刷オフセット, 等, 何か問題が起こったら, 印刷を一時停止し、時間内に処理します. 後処理 1. 印刷完了後, パーツをビルドプラットフォームから慎重に取り外します. 部品から支持構造を除去する, ハサミなどの道具も使えます, ペンチ, 等) 慎重に除去するために.2. 後工程部品, 磨きなどの, 研磨など, 表面品質を向上させるため. 必要に応じて, 着色可能, コーティングおよびその他の処理, 部品の美しさと性能を向上させる. アイデアから製品まで 必要な部品数が少ない場合でも、 10000 最終的に使用される複数の本番オブジェクト, CNCマシニングは理想的な製造方法です. 以下は当社が開始するカスタマイズされた CNC サービスです. 効率的な製造 高速効果によって, 短時間で製品の製造を完了することができます, すぐに市場に参入できるように. リアルタイムの原価計算 インスタントプロセスフィードバック 最高品質 速い配達 量産 効率的なカビ製造は費用対効果の高い方法です, サンプルの生産と大量生産の間のギャップを埋めることができます. すぐにあなたの製品が市場を占領します. 制御コスト 高品質の基準 速い配達 投資する前に市場をテストします カスタマイズされた制作 カスタムプロジェクト用, 私たちのプロのチームは、品質と効率の面で最高の製品を達成するのに役立ちます. シニアプロセス最適化エンジニア 専任のプロジェクトマネージャー テストの最初のバッチ 常に一貫した品質を確保します 今すぐパーツを作りましょう 生産運用開始 すべての情報とアップロードされた素材は安全かつ機密扱いとなります. 今すぐ見積もりを依頼する 知っておきたいプラスチック蒸着成形のよくある質問 印刷面がザラザラしている パフォーマンス: 印刷されたプラスチック部品の表面には明らかな層があります, 十分に滑らかではない.理由: 印刷層が厚い, 印刷速度が速すぎる, ノズル温度が不安定, 等.解決印刷層の厚さを減らす, 印刷精度の向上.印刷速度を下げる, 材料をブレンドするのに十分な時間を与えます.ノズル温度を調整する, 適切な範囲内で安定性を確保する.後処理プリント, 磨きなどの, 研磨など. プリントの強度が足りない パフォーマンス: プラスチック部品は破損や変形しやすい, 外力に耐える能力が低い.理由: 不適切な材料選択, 印刷パラメータが不合理です, 無理な部品構造設計, 等.解決より強力なプラスチック素材を選択する.印刷パラメータを最適化する, 充填密度を上げる場合, 印刷速度を下げる, 等.部品構造設計の改善, 補強材やその他の構造を追加する. 印刷中に紙詰まりが発生する パフォーマンス: ノズルが材料を正常に押し出すことができない, 印刷が中断される原因となります.理由: 材料の品質が悪い, ノズル温度が高すぎる、または低すぎる, 印刷速度が速すぎる, 等.解決材料の品質をチェックする, 不純物がないことを確認する.ノズル温度を調整する, 素材の特性に合わせて調整する.印刷速度を下げる, ノズルでの材料の蓄積を避ける.ノズルを定期的に掃除する, 目詰まりを防ぐ. 印刷サイズのずれ パフォーマンス: 印刷部分のサイズがデザインサイズと一致しません.理由: プリンターの精度の問題, 材料の収縮が大きい, 印刷パラメータ設定エラー, 等.解決プリンターの精度を調整する, 印刷サイズが正確であることを確認してください.材料の収縮を考慮する, 設計時に寸法を補正.印刷パラメータの設定を確認する, 正しいことを確認してください. プリントが歪んでいる パフォーマンス: 印刷中または印刷後に部品が変形する, エッジリフト.理由: 印刷プラットフォームの温度が不均一である, 材料の収縮が大きい, 印刷速度が速すぎる, 等.解決印刷プラットフォームの温度が均一であることを確認します, ヒーターベッドなどの付帯設備も利用可能.収縮率の小さいプラスチック材料を選択する.印刷速度を下げる, 材料が冷えて固まるまで十分な時間を置きます.接着剤またはその他の固定方法をビルド プラットフォームに適用します。, 部品の歪みを防ぐ. CNC加工の応用分野 当社のCNC加工サービスは、さまざまな分野の世界中のお客様から賞賛されています, CNC 加工コンポーネントをさまざまな業界に供給しています,以下の内容などをカバーします. 車 大型部品, CNC加工されたABSバンパーなど, PC/ABSインストルメントパネルおよび自動車精密部品, 例えばリフレクター, レンズ, ステアリングホイールアセンブリ, エンジン, 伝染 ; 感染. もっと見る ロボティクスとオートメーション ロボット工学およびオートメーション産業向けのロボット部品, アクチュエータ, エンドエフェクター, モーター, 自動制御機器, 備品およびハウジング. もっと見る 医学 ステンレス鋼またはチタン製の骨プレート, プロテーゼ, 呼吸器装置, ハンドヘルドデバイス, 診断装置, 解剖学的モデル, 手術器具などの医療用部品. もっと見る 航空宇宙 航空エンジン, 体, タービン, ブレーキ, タイヤ部品, 照明システム, バキュームポンプ、燃料ポンプ部品. もっと見る 家電 消費者向け製品, 電子機器の筐体など, ボタン, ハンドル, ノブ, スイッチ, ウェアラブルデジタルデバイス, 調理器具製品, スポーツ用品. もっと見る 新しいエネルギー 新エネルギー産業の構成要素, 例えば. 熱交換器, バルブ, パイプライン, ポンプとアクセサリー, 油圧コンポーネント, バッテリーコンポーネント, ソーラーパネルの部品, フレームとインペラ. もっと見る 産業機械 電子筐体, ベルトコンベア, ファスナー, コネクタ, 発電機のコンポーネント, 備品, 産業機械用機械・工具部品. もっと見る 半導体 半導体要件に基づいて実際のモデルを作成可能, エンジニアリングモデルおよびその他の実験装置, 私たちは世界中の大学と協力しています. もっと見る










{kind=link}