The core of SLA technology lies in photopolymerization reaction. Liquid photosensitive resin will polymerize under specific wavelengths of ultraviolet or laser irradiation, Quickly solidifies.
Choose Rapidefficient Stereolithography, Because of its high precision, 高速, high surface quality, Able to meet complex design requirements with controllable costs.
ステレオリスム造影 (SLA) is a 3D printing technology based on the principle of photopolymerization, Also known as light-curing molding technology or liquid bath photopolymerization method. SLA cures liquid photosensitive resin layer by layer using ultraviolet light or lasers, 目的の三次元構造を形成します.
Main materials: The materials used in SLA technology mainly include light-cured acrylic resin and epoxy resin, These materials have different mechanical properties and application characteristics.
optional materials: In addition to standard resin, There are also rubber materials, Wax substitutes and more, Suitable for different application needs.
Rapidefficient stereolithography processing specializes in projects
Complex part prototyping
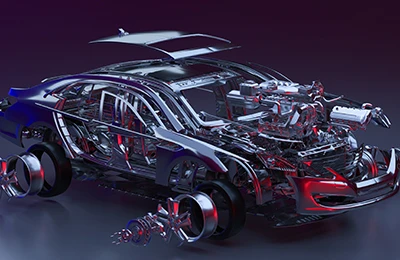
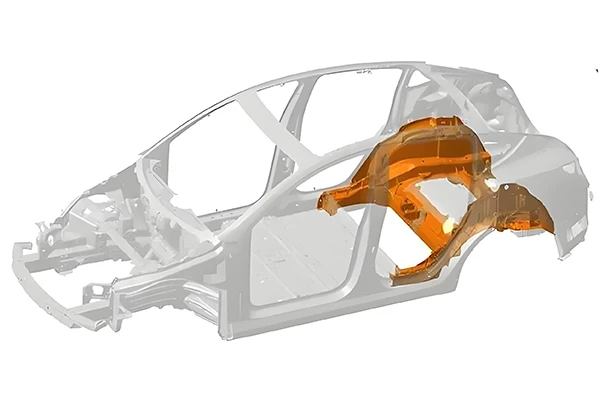
Able to quickly produce prototypes of complex-shaped parts, 高精度, Help product design verification. such as early models of auto parts.
Small batch customized production
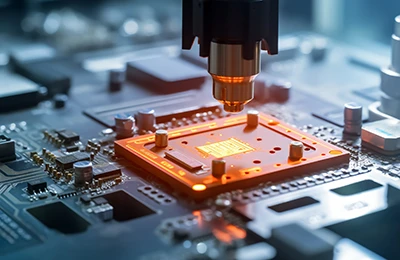
Suitable for small batch personalized product production, 低コスト, short cycle. Such as customized electronic product casings.
Medical model production
High-precision production of human organ models, 等, Assisted medical diagnosis and surgical planning. Such as cardiac models for preoperative analysis.
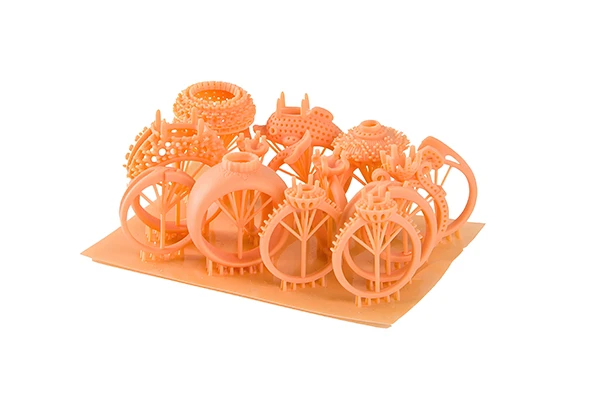
Jewelry Design and Manufacturing
Precise presentation of complex jewelry designs, high surface quality. Such as unique shape necklace pendant.
Educational teaching model
Provide intuitive three-dimensional models for teaching, Enhance learning effect. 例えば, molecular structure models are used in chemistry teaching.
Industrial design verification
Quickly verify industrial design solutions, Easy to modify. Such as design verification of new lamp housings.
100+
CNC旋盤
ISO
9001:2015認証
20K+
CNC部品の月間生産量
150+
CNC加工材料
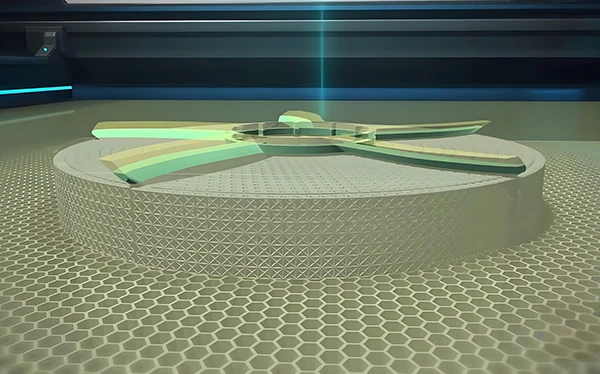
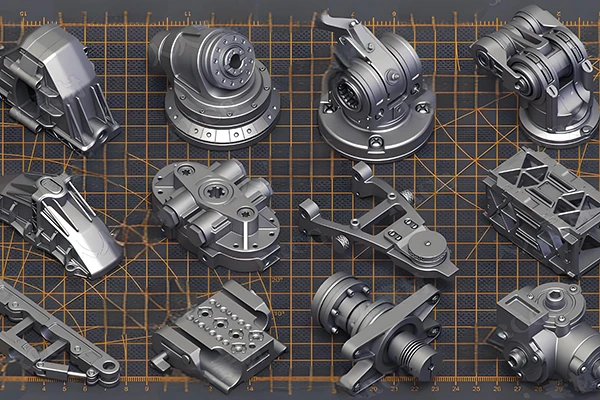
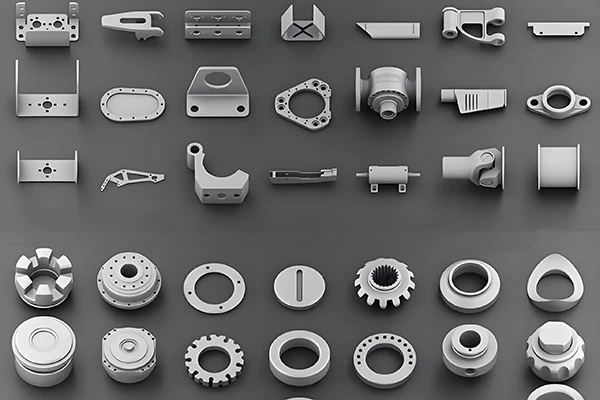
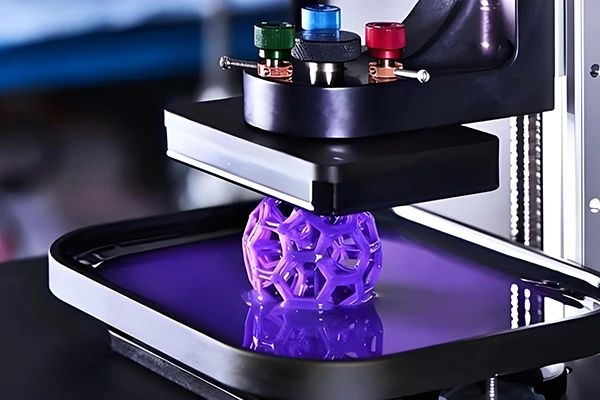
Display of stereolithography processed parts
Stereolithography Parts Display, どの作品も丁寧に作られています, 複雑なデザインを高精度に表現, smooth surface, Showing the perfect integration of technology and art.
Key advantages of stereolithography
High precision molding
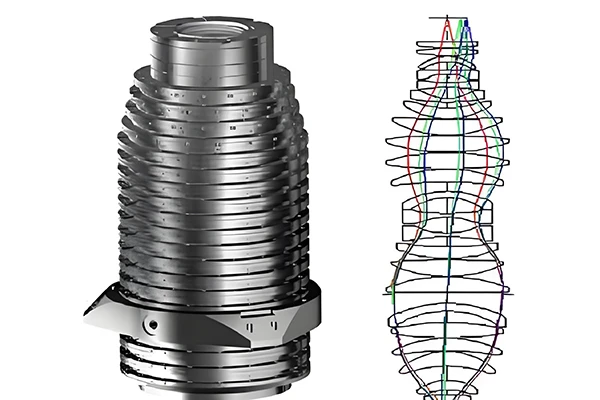
Ability to accurately render complex designs, Achieve micron-level precision, For fine structures such as tiny parts, Jewelry and other items can be accurately shaped.
Excellent surface quality
The printed parts have high surface smoothness, Achieve better appearance without excessive post-processing, Suitable for applications with high appearance requirements.
Materials have wide applicability
Various types of photosensitive resin materials can be used, include transparency, Flexible, Casting and other special resins, Meet different functional needs.
A quick guide to processing parts using stereolithography
デザインの準備
1. プロフェッショナルな 3D モデリング ソフトウェアを使用してパーツを設計する, モデルの精度と完全性を確保する. Consider the function of the part, サイズ, Structural and other factors, Carry out reasonable design optimization. 2. モデルにエラーや不合理な構造がないかチェックする, 自己交差など, Suspended parts, 等, Repair in time.
Choose equipment and materials
1. Select the appropriate stereolithography equipment according to the requirements of the part, 機器の精度を考慮する, プリントサイズ, Speed and other parameters. 2. Choose the right photosensitive resin material, Different materials have different performance characteristics, 硬さなどの, toughness, Transparency etc.
スライスとパラメータの設定
1. 3D モデルをスライス ソフトウェアにインポートする, スライスを実行する, 適切な層の厚さを設定する, Exposure time and other parameters. 2. Optimize parameters to balance print quality and time, Thinner layer thickness usually improves accuracy but increases print time.
印刷工程
1. Pour photosensitive resin into printer trough, デバイスを起動して印刷を開始します. 2. 印刷工程を見学する, 機器が適切に機能していることを確認する, 起こり得る問題に迅速に対処する, Such as resin leakage, Uneven curing, 等.
後処理
1. 印刷完了後, Remove the part from the build platform, Remove support structures (if any). 2. perform cleaning, Remove uncured resin. Solvents such as alcohol can be used for cleaning. 3. Post-cure as needed, Improve part strength and stability.
品質検査
1. Check the dimensional accuracy of parts, 表面品質, Structural integrity, 等. 2. 測定ツールを使用する, Tools such as microscopes for measurement and observation, 部品が設計要件を満たしていることを確認する.
Frequently asked questions about stereolithography processing parts that you need to know
Accuracy deviation
理由: Equipment accuracy is insufficient, material shrinkage, Improper slicing parameter settings, 等. パフォーマンス: Part size does not match design size, Rough surface, 等.
解決 Choose high-precision equipment, and perform regular calibration and maintenance. Understand the shrinkage characteristics of materials, Compensate at design time. Optimize slicing parameters, If the layer thickness is reduced, Adjust exposure time, 等.
Deformation
理由: Material shrinks unevenly, Temperature changes during printing, Unreasonable support structure design, 等. パフォーマンス: Parts bend, distortion, Warping, 等.
解決 Optimize support structure design, allowing it to support the part evenly, Reduce deformation. Control printing environment temperature, Avoid excessive temperature changes. Choose materials with low shrinkage.
Delamination and cracking
理由: Poor bonding between layers, Poor material performance, Unreasonable printing parameters, 等. パフォーマンス: Delamination appears on the surface of the part, Will crack in severe cases.
解決 Adjust printing parameters, If you increase the exposure time, Improve bonding strength between layers. Choose good quality, Materials with stable performance. 後工程部品, Such as heating and curing, 等, Improve bonding between layers.
Support structures are difficult to remove
理由: The support structure design is unreasonable, The material is highly sticky, 等. パフォーマンス: When removing support structures, Easily damaged parts or residual support material.
解決 Proper design of support structures, make it easy to remove. Choose the right support material, Reduce material viscosity. When removing support structures, Use appropriate tools and methods, Handle with caution.
Printing failed
理由: Equipment failure, Material problem, Parameter setting errors, 等. パフォーマンス: Printing process interrupted, Part cannot be completely formed.
解決 Check if the device is functioning properly, Troubleshoot promptly. Ensure material quality is up to standard, Avoid using expired or contaminated materials. Double check parameter settings, 正しいことを確認してください. If printing fails, Analyze the cause and adjust the parameters before printing again.











{kind=link}