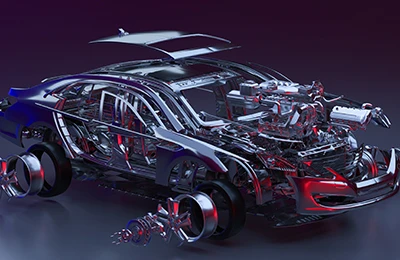
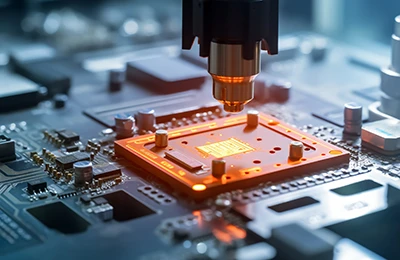
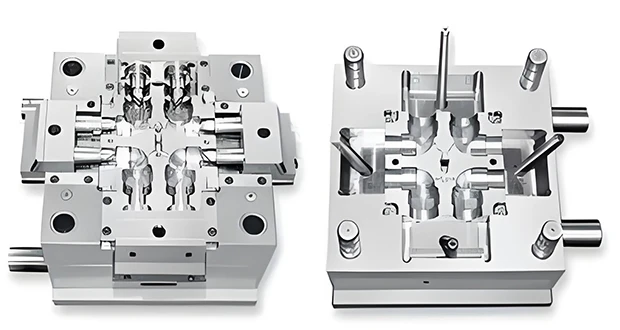
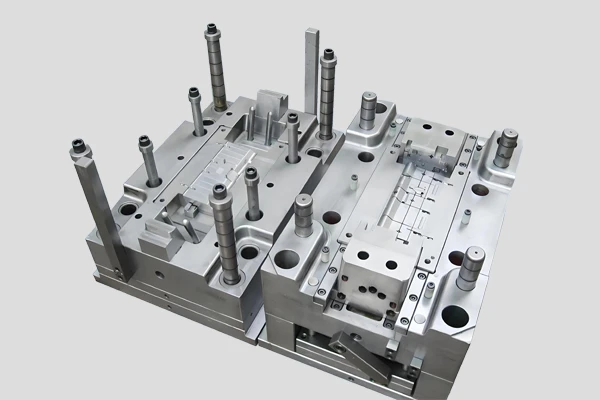
射出成形 仕える 射出成形は、溶融したプラスチック材料を高圧で金型キャビティに射出する方法です。, 冷却固化後に特定の形状のプラスチック製品を得る加工方法. ワンオフのCNC加工プロトタイプ ファイルをアップロードします ファイル形式: ステップ STP SLDPRT IPT PRT SAT IGES IGS CATPART X_T OBJ STL すべてのアップロードは安全かつ機密扱いです 500K+ 大規模な大量生産と加工 許容範囲 ±0.008mmまで厳密 最速 4 数日以内に配送 高速効率射出成形を選択する理由 当社の射出成形能力高速効率射出成形を選択することには多くの利点があります. 初め, 効率的な生産能力を備えています, デザインを製品に迅速に変換する能力, 迅速な製品供給を求める市場の需要に応える. 第二に, 大幅な費用対効果, 金型代など初期投資はかかりますが, ただし量産用, 単価を大幅に削減できる, そして材料利用率も高い. さらに, 高い製品精度, 良質, 寸法は正確です, 滑らかな表面, 安定した信頼性の高いパフォーマンス. 同時に, 設計の柔軟性, 複雑な形状と複数の材料オプションが可能. やっと, 高度な自動化, 手作業を減らす, 効率の向上と品質の確保. 技術的なフィードバックと予算編成を迅速に行うために、エンジニアリング設計図を送信します。 新しい即時見積もりフィードバックを開始します 射出成形とは 加熱・溶解したプラスチック材料を射出成形機のバレルから高圧で金型のキャビティ内に注入することです。. プラスチック材料は金型キャビティ内で冷却されます, 固まる, 金型キャビティと全く同じ形状のプラスチック製品を形成します。.射出成形には次のような特徴があります。.1. 効率自動生産を実現できる, 速い生産速度, 短時間で大量のプラスチック製品が生産可能. 例えば, プラスチック容器を製造する場合, 射出成形機は数分で数十、さらには数百の製品を生産できます。, 生産効率が大幅に向上.2. 高精度高い寸法精度が得られます, 複雑な形状のプラスチック製品. 射出成形機のパラメーターを正確に制御することにより、, 射出圧力など, 射出速度, 温度など, プラスチック製品の寸法公差を非常に小さい範囲内に収めることができます。. 例えば, 電子機器の筐体を製造する場合, 高精度の寸法管理が必要, すべての部品が完璧に嵌合するようにするため. 」3. 適応性のあるさまざまなプラスチック材料に適しています, プラスチック材料が異なれば性能特性も異なります, さまざまなアプリケーションのニーズを満たすことができます. 例えば, ポリエチレン (PE) 優れた耐食性と柔軟性を持っています, 薬品容器や日用品の製造に最適; ポリプロピレン (PP) 高い強度と耐熱性を持っています, 自動車部品や電気筐体の製造に最適, 等.4. 優れた設計柔軟性さまざまな金型の設計が可能, 複雑な形状のさまざまなプラスチック製品を製造します. 単純な幾何学的形状であっても、複雑な表面構造であっても, すべて射出成形で実現可能. 例えば, おもちゃや工芸品を作るとき, さまざまなユニークな形状を設計可能, 市場の多様なニーズに応える.射出成形加工プロセスについて詳しく見る Rapidefficient Injection Moldingが得意とする加工プロジェクト 自動車部品製造 内装部品: ダッシュボードなど, センターコンソール, ドア内装パネル, 等, これらの部品は多くの場合、高い寸法精度と表面品質を必要とします。, 車内全体の美しさと快適性を確保するために. 射出成形による, 複雑な形状や質感の内装部品も製作可能, 自動車メーカーのパーソナライゼーションと機能性の要件を満たします.外装トリムパーツ: バンパーなどの, 車のライトカバー, バックミラーハウジング, 等, これらのパーツは見た目が良いだけではありません, また、特定の外部からの影響や環境への影響にも耐える必要があります。. 射出成形により高強度・耐候性の外装部品を実現, 寸法安定性を確保しながら, 運転中、車の状態と性能を良好に保ちます。. 電子機器の筐体および部品 携帯電話ケース: スマートフォンの普及により, 携帯電話ケースへの要求はますます高くなっています. 射出成形で薄くて軽いものが作れる, 丈夫で手触りの良いスマホケース, 豊富な色調や表面処理も可能, 曇ったような, ハイライト, 等, 携帯電話の外観に対する消費者のパーソナライズされたニーズを満たす.コンピュータアクセサリ: コンピューターケースケースが含まれます, キーボードのキーキャップ, マウスケースなど, これらのコンポーネントには良好な絶縁性と機械的特性が必要です, 電子機器の正常な動作を保証するため. 射出成形により、これらの部品のサイズと形状を正確に制御できます, 他の電子コンポーネントと完璧に連携できるようにする. 医療機器・消耗品 使い捨て医療消耗品: 注射器など, 輸液セット, 採血管, 等, これらの消耗品は衛生的で安全である必要があります, 高い精度と安定性. 射出成形により大量生産が可能な使い捨て医療消耗品, そして厳格な品質管理を通じて, 各製品が医療業界の基準を満たしていることを確認する.医療機器ハウジング: 医療機器のハウジングには通常、優れた保護性能と電磁適合性が必要です。, 内部の電子部品や医療部品を保護するため. 射出成形により、医療機器の要件を満たすハウジングを作成できます, 同時に, 機器の機能や使用環境に合わせたカスタマイズ設計が可能. 家庭用品 プラスチック製の家具: プラスチックの椅子のような, テーブル, 収納ボックス, 等, 射出成形により、さまざまな形や色のプラスチック家具を製造できます, 軽さがある, 耐久性のある, 掃除が簡単などの利点, 家族に適した, オフィスや公共の場所での使用に.家の装飾: プラスチックの花瓶のような, フォトフレーム, 装飾品, 等, これらの装飾は、射出成形によってさまざまなユニークな形状やパターンで製造できます。, 家庭環境に個性と芸術的な雰囲気を加えます。. おもちゃの製造 プラスチックのおもちゃ: さまざまな子供用おもちゃが含まれています, 積み木のように, パズル, 人形, 等, 射出成形により鮮やかな発色が可能, いろいろな形のプラスチック製のおもちゃ, おもちゃの楽しさと安全性に対する子供の要件を満たします.知育玩具: ルービックキューブみたいに, 迷路など, 知育玩具には高い寸法精度と手触りの良さが求められます。, 子どもたちの実践力と思考力を伸ばすために. 射出成形により、これらのおもちゃのサイズと形状を正確に制御できます。, 遊びやすく教育的なものにする. 包装産業 プラスチック容器: ドリンクボトルなど, 化粧品ボトル, 食品包装箱, 等, 射出成形により様々な仕様・形状のプラスチック容器を製造可能, 密閉性が高く、鮮度保持性に優れています。, 同時に, 製品の特性に応じたパーソナライズされたデザインを実行できます. 製品の魅力と競争力の向上.キャップとシール: これらのコンポーネントはパッケージの気密性にとって重要です. 射出成形により高精度のボトルキャップとシールを作成可能, 梱包の密閉性と安全性を確保する, 製品の漏れや腐敗を防ぐ. 100+ CNC旋盤 ISO 9001:2015認証 20K+ CNC部品の月間生産量 150+ CNC加工材料 生産された射出成形部品の展示 1つ目は、絶妙な携帯電話ケースです, 高強度プラスチック射出成形製. 滑らかで繊細な表面, 均一で明るい色, 正確な穴位置設計により、カメラが確実に取り付けられます。, ボタンやその他の機能の通常の使用. 薄くて軽い素材が優れた保護力を提供します, あまり重量を追加せずに.透明なプラスチック製の収納ボックスもあります, 鋭いエッジ, 正確な寸法. 蓋は箱本体にしっかりとフィットします, 密閉性が良い, 粉塵や水蒸気の侵入を効果的に防ぎます。. 収納ボックスは透明度が高い, 中身が一目でわかるようになっています, 見つけやすく整理しやすい. 射出成形の主な利点 効率的な生産 1. 高速: 射出成形は高度に自動化された生産プロセスです, プラスチック製品を短時間で大量生産可能. 射出成形機は、溶融したプラスチックを金型に素早く射出します。, その後、冷却システムを通じて急速に固化して形成されます。. 通常、プロセス全体には数秒から数分かかります.2. 連続生産: 金型の取り付けとデバッグが完了したら, 射出成形機は連続生産が可能, 頻繁なシャットダウン調整は不要. この連続生産能力により、射出成形は大規模なバッチ生産に最適です。. 市場のプラスチック製品に対する大きな需要に応えることができます.3. 高度な自動化: 射出成形は通常、自動化された設備を使用して行われます, プラスチック原料の輸送から, 加熱, 製品の脱型への射出, 包装やその他の側面を自動化および制御できます. これにより生産効率が向上するだけでなく、, また、手作業によるミスや労働集約も軽減されます。. 高精度の製造 1. 高い寸法精度: 射出成形では、非常に高い寸法精度でプラスチック製品を製造できます。. 射出成形機の射出圧力を精密に制御することで、, スピード, 温度およびその他のパラメータ, 金型の設計・製作精度はもちろん、, プラスチック製品の寸法公差を非常に小さい範囲内に確実に管理できます。. より高い寸法精度が要求される一部の製品に適しています。. 電子機器の筐体など, 自動車部品, 等, とても重要な.2. 複雑な形状: 射出成形では非常に複雑な形状のプラスチック製品を作成できます. 金型はさまざまな複雑な形状に設計できるため、, そのため、射出成形により内部構造を備えた製品を製造することが可能です。, 表面, 穴などの複雑な形状のプラスチック製品. これにより製品設計の自由度が高まります, さまざまな顧客の個別のニーズを満たすことができる.3. 良好な表面品質: 射出成形により、非常に優れた表面品質のプラスチック製品を製造できます. プラスチック原材料の合理的な選択を通じて, 金型設計と射出成形プロセスのパラメータを最適化します。, プラスチック製品の表面を滑らかにすることができます, 完璧な, 均一な色. これは、外観に対する要求が高い一部の製品に適しています。. 化粧品の包装など, 遊ぶ工具など, とても重要な. 費用対効果の高い 1. 高い材料利用率: 射出成形は非切削プロセスです, 材料利用率が非常に高い. 射出成形プロセス中, プラスチック原料を加熱して溶かし、金型に直接射出して成形します。. 材料の無駄がほとんどない. 比較して, いくつかの伝統的な加工技術, 機械加工などの, スタンピングなど. 食べ残しや廃棄物が大量に発生してしまう, 材料利用率が低い.2. 製造コストが低い: 射出成形は生産効率が高く、精度の高い製造ができるというメリットがあるため、, したがって, プラスチック製品の生産コストを大幅に削減できる. 一方では, 高い生産効率により、ユニット製品の生産コストを削減できます。; 一方で, 高精度の製造により、その後の機械加工やトリミング作業が軽減されます。, 処理コストの削減. また, 射出成形により自動生産も可能, 人件費の削減.3. 大量生産に適しています: 射出成形は量産に最適です, 生産バッチが増加するにつれて, 製品単価は徐々に下がっていく. 金型のコストをより多くの製品に分散できるためです。, 同時に, 自動化された生産により生産コストも削減できます. したがって, 大量生産が必要な一部のプラスチック製品について, 日用品など, 電子製品の筐体, 等, 射出成形は非常にコスト効率の高い製造方法です. 射出成形のクイックガイド 設計段階 1. 製品要件を明確にする: プラスチック製品の使用を決定する, パフォーマンス要件, 寸法, 外見要件, 等.2. プロダクトデザイン: 専門的なCADソフトウェアを使用した製品設計, 射出成形のプロセス特性を考慮した, 抜き勾配など, 肉厚の均一性, 鋭利な角などを避けてください.3. 金型設計: 製品設計に応じて, 金型設計を行います. 金型には適切な冷却システムが必要です, ゲートシステム, 離型機構, 等, 射出成形工程をスムーズに進めるために. 材料の選択 1. 製品の要求性能や使用環境に応じて, 適切なプラスチック素材を選択する. 一般的なプラスチック材料にはポリエチレンが含まれます (PE), ポリプロピレン (PP), ポリスチレン (PS), ポリ塩化ビニル (PVC), ABSなど.2. プラスチック材料の流動性を考慮する, 収縮, 耐熱性, 耐食性およびその他の性能パラメータ, 射出成形後の製品品質を確保するため. 射出成形機の準備 1. 適切な射出成形機を選択する: 商品のサイズに合わせて, 重さ, 生産バッチサイズなどの要因, 適切な射出成形機を選択する. 射出成形機のパラメータには射出能力が含まれます, クランプ力, 射出圧力, 射出速度, 等.2. 金型のインストールとデバッグ: 設計した金型を射出成形機に取り付けます, そしてデバッグ. 金型がしっかりと取り付けられていることを確認してください, 正確な位置決め, 冷却システム, ゲートシステムなど. 正常に動作しています. 射出成形プロセス 1. プラスチック原料の乾燥: 一部の吸湿性の高いプラスチック素材の場合, 乾燥が必要です, 原料の水分を取り除くため, 射出成形時の気泡を避ける, 銀線などの欠陥.2. プラスチック原料を加熱して溶かす: 乾燥させたプラスチック原料を射出成形機のホッパーに投入します。, プラスチック原料は、射出成形機の加熱システムを通じて溶融状態まで加熱されます。.3. 注射: 一定の圧力の下で, 溶融したプラスチックを金型のキャビティに注入します. 射出速度, プレッシャー, 時間などのパラメータはプラスチックの材質に基づく必要があります, 製品サイズ, 金型構造などの調整.4. 圧力をかけ続ける: 注射が終わったら, 一定の圧力を維持し続ける, プラスチックの収縮を補うため, プラスチック製品の寸法精度の確保.5. クールダウン: 金型を介した冷却システム, プラスチック製品を冷却して固める. 冷却時間はプラスチック製品の厚さによって異なります, 材質や金型温度などの要因.6. 脱型: プラスチック製品が冷えて固まるとき, 金型を開けます, プラスチック製品は、突き出し機構を通じて金型から突き出されます。. 後処理段階 1. ゲートとフラッシュを取り外します: ツールを使用してプラスチック製品からゲートとバリを取り外します, 製品の表面を滑らかできれいにします。.2. 検査と梱包: 射出成形後のプラスチック製品の検査, 製品の寸法精度を確認する, 外観品質, 性能が要件を満たしているかどうか. 包装用の認定製品, 輸送と保管用. 要するに, 射出成形は効率的です, 精密プラスチック製品の製造工程. 射出成形を行う場合, 適切な設計と準備が必要, 適切なプラスチック材料と射出成形機の選択, 射出成形プロセスのパラメータを厳密に制御, 高品質なプラスチック製品を確実に生産するために. アイデアから製品まで 必要な部品数が少ない場合でも、 10000 最終的に使用される複数の本番オブジェクト, CNCマシニングは理想的な製造方法です. 以下は当社が開始するカスタマイズされた CNC サービスです. 効率的な製造 高速効果によって, 短時間で製品の製造を完了することができます, すぐに市場に参入できるように. リアルタイムの原価計算 インスタントプロセスフィードバック 最高品質 速い配達 量産 効率的なカビ製造は費用対効果の高い方法です, サンプルの生産と大量生産の間のギャップを埋めることができます. すぐにあなたの製品が市場を占領します. 制御コスト 高品質の基準 速い配達 投資する前に市場をテストします カスタマイズされた制作 カスタムプロジェクト用, 私たちのプロのチームは、品質と効率の面で最高の製品を達成するのに役立ちます. シニアプロセス最適化エンジニア 専任のプロジェクトマネージャー テストの最初のバッチ 常に一貫した品質を確保します 今すぐパーツを作りましょう 生産運用開始 すべての情報とアップロードされた素材は安全かつ機密扱いとなります 今すぐ見積もりを依頼する 知っておくべき射出成形に関するよくある質問 製品の欠陥問題 1. ヒケパフォーマンス: プラスチック製品の表面に局所的な凹みが現れる.理由: 冷却中にプラスチックが不均一に収縮する, 通常、壁の厚さが不均一であることが原因です, 射出圧力が不十分です, 保持時間が不十分か金型温度が高すぎることが原因.解決: 製品設計の最適化, 肉厚をできるだけ均一にする; 射出圧力と保持時間を増やす; 金型温度を調整する.2. フラッシュパフォーマンス: プラスチック製品のパーティング面または金型の隙間に余分なプラスチックが存在する.理由: 型がしっかり閉まっていない, 射出圧力が高すぎる, プラスチックの流動性が良すぎる, 等.解決: 金型の密閉性を確認する, 型締力の調整; 射出圧力を下げる; 適度な流動性を持つプラスチック材料を選択してください.3. ボイドパフォーマンス: プラスチック製品の内部に穴が開く.理由: プラスチック内の水分や揮発性物質は射出プロセス中に蒸発します。, または射出速度が速すぎてエアが抜けない.解決: プラスチック原料の乾燥; 射出速度を下げる, 通気口を追加する.4. 反りパフォーマンス: プラスチック製品の変形, 不均等.理由: 不均一な冷却, プラスチックの収縮が一貫していない, 無理な製品構造設計, 等.解決: 金型冷却システムの最適化; プラスチックの収縮を調整する; 製品デザインの改善. プロセスの問題 1. ショートショット: パフォーマンス: プラスチック製品が金型キャビティに完全に充填されていない.理由: 射出圧力が不十分です, 射出速度が遅すぎる, プラスチックは流動性が悪い, ゲートサイズが小さすぎる, 等.解決: 射出圧力と射出速度を上げる; プラスチックの流動性を改善する; ゲートサイズを拡大する.2. フローマーク: パフォーマンス: プラスチック製品の表面に水の流れのような跡が現れる.理由: 流動プロセス中のプラスチックの温度が不均一になる, 射出速度が不安定, 粗い金型表面, 等.解決: 射出プロセスパラメータを調整する, プラスチックの温度が均一であることを確認する; 安定した射出速度; 金型を磨く.3. 変色: パフォーマンス: プラスチック製品の色が期待していたものと異なる.理由: 過熱によるプラスチックの分解, 顔料が不均一に分散している, 金型温度が高すぎるか低すぎる, 等.解決: プラスチックの加熱温度を下げる; 顔料が完全に分散されていることを確認します; 金型温度を調整する. 設備の問題 1. 金型の摩耗パフォーマンス: 金型のパーティング面, キャビティなどの部品の摩耗, 製品の品質に影響を与える.理由: 長期使用, プラスチックの摩擦, 金型材料の品質が悪い, 等.解決: 金型の定期的なメンテナンスとメンテナンスを実施します。; 高品質の金型材料を選択する; 射出成形プロセスを最適化する, 金型の摩耗を軽減する.2. 射出成形機の故障パフォーマンス: 射出成形機にはさまざまな故障が発生します, 噴射系の故障など, 油圧システムの故障, 電気系統の故障, 等.理由: 設備の老朽化, 不適切な操作, メンテナンスが間に合わないなど.解決: 射出成形機の定期的な保守点検; オペレーター教育の強化; 損傷した部品はすぐに交換してください. CNC加工の応用分野 当社のCNC加工サービスは、さまざまな分野の世界中のお客様から賞賛されています, CNC 加工コンポーネントをさまざまな業界に供給しています,以下の内容などをカバーします. 車 大型部品, CNC加工されたABSバンパーなど, PC/ABSインストルメントパネルおよび自動車精密部品, 例えばリフレクター, レンズ, ステアリングホイールアセンブリ, エンジン, 伝染 ; 感染. もっと見る ロボティクスとオートメーション ロボット工学およびオートメーション産業向けのロボット部品, アクチュエータ, エンドエフェクター, モーター, 自動制御機器, 備品およびハウジング. もっと見る 医学 ステンレス鋼またはチタン製の骨プレート, プロテーゼ, 呼吸器装置, ハンドヘルドデバイス, 診断装置, 解剖学的モデル, 手術器具などの医療用部品. もっと見る 航空宇宙 航空エンジン, 体, タービン, ブレーキ, タイヤ部品, 照明システム, バキュームポンプ、燃料ポンプ部品. もっと見る 家電 消費者向け製品, 電子機器の筐体など, ボタン, ハンドル, ノブ, スイッチ, ウェアラブルデジタルデバイス, 調理器具製品, スポーツ用品. もっと見る 新しいエネルギー 新エネルギー産業の構成要素, 例えば. 熱交換器, バルブ, パイプライン, ポンプとアクセサリー, 油圧コンポーネント, バッテリーコンポーネント, ソーラーパネルの部品, フレームとインペラ. もっと見る 産業機械 電子筐体, ベルトコンベア, ファスナー, コネクタ, 発電機のコンポーネント, 備品, 産業機械用機械・工具部品. もっと見る 半導体 半導体要件に基づいて実際のモデルを作成可能, エンジニアリングモデルおよびその他の実験装置, 私たちは世界中の大学と協力しています. もっと見る












{kind=link}