На стоимость обработки деталей влияет множество факторов, от выбора материала до постобработки и тестирования. Различия на каждом этапе могут привести к значительным колебаниям затрат.. Ниже будет подробный анализ размеров сердечника, таких как свойства материала., технология обработки, требования к точности, и масштаб производства:
1. Стоимость материала: Основная переменная базовой стоимости
Материалы – основа обработки. Их виды, характеристики, и производительность напрямую определяют нижний предел затрат:
Типы материалов:
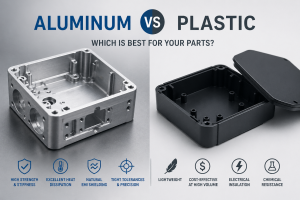
Обычные металлы (такой как 45# сталь и алюминиевый сплав 6061) имеют относительно низкую стоимость (примерно 10-50 юань/кг);
Специальные сплавы (титановый сплав TC4 и жаропрочный сплав Inconel 718) имеют значительно более высокие затраты (примерно 200-500 юань/кг для титановых сплавов и выше 1,000 юань/кг для жаропрочных сплавов) из-за сложности плавки и отличных механических свойств. (подходит для высокотехнологичных приложений, таких как аэрокосмическая промышленность);
Неметаллические материалы (инженерный пластик PEEK и керамика из циркония) имеют существенно разные затраты (PEEK составляет приблизительно 500-1,000 юань/кг, в то время как керамика может стоить до 2,000 юаней/кг из-за сложности формования). Характеристики материала:
Материалы по индивидуальному размеру (например, сверхтолстые пластины и ультратонкие стержни) являются 30%-50% дороже стандартных размеров из-за необходимости специализированной прокатки или резки.
Требования к пособиям: Точная обработка требует припуска на обработку. (обычно 5%-10%). Чем больше пособие, чем ниже коэффициент использования материала и тем выше стоимость (например, если стержень длиной 100 мм обработан до 80 мм, 20% часть материала будет потрачена впустую).
Предварительная обработка материала:
Требуемая термическая обработка (закалка, отжиг) и покрытие поверхности (хромирование, позолота) увеличит затраты (например, стоимость закалки примерно 50-100 юаней за штуку, и позолота оплачивается по площади, примерно 200-500 юаней за квадратный метр).
2. Сложность процесса: Основной источник изменения стоимости
Чем больше этапов процесса и тем выше сложность, тем выше стоимость.
Количество процессов:
Простые детали (такие как оптические валы) может потребоваться только 2-3 этапы точения и шлифования.
Сложные детали (например, изогнутые поверхности, обработанные пятиосевой обработкой) требовать 5-10 шаги, включая черновое фрезерование, получистовое фрезерование, чистовое фрезерование, электроэрозионная обработка, и полировка. Каждый дополнительный шаг увеличивает затраты на 10%-30% (в том числе амортизация оборудования, труд, и вспомогательные материалы).
Тип оборудования:
Общие токарные/фрезерные станки с ЧПУ (точность ±0,01 мм) стоимость примерно 50-100 юаней/час.
Высокоточные пятикоординатные обрабатывающие центры (точность ±0,001 мм) расходы 200-500 юаней/час из-за высокой стоимости покупки. (миллионы за единицу) и высокие затраты на обслуживание.

Специализированное обрабатывающее оборудование (электроэрозионная обработка, лазерная обработка) это еще дороже (300-800 юаней/час) из-за меньшей эффективности (например, Скорость электроэрозионной обработки составляет только 0.1-1 мм³/мин).
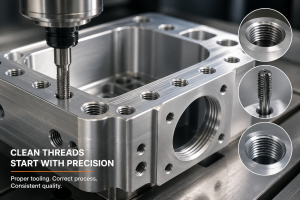
Инструменты и аксессуары:
Обычные твердосплавные инструменты (для обработки стали) недорогие (несколько десятков юаней за инструмент), но имеют короткий срок службы (требуется замена примерно после механической обработки 100-500 части).
Сверхтвердые инструменты (алмазный PCD, кубический нитрид бора CBN) подходят для обработки материалов высокой твердости (например, керамика и закаленная сталь). Они стоят от сотен до тысяч юаней за инструмент., но они могут снизить частоту смены инструмента и косвенно контролировать затраты..
СОЖ, абразивные пасты, и другие аксессуары (например, алмазная абразивная паста для высокоточного шлифования, что стоит примерно 500-1000 юаней за кг) также включены в стоимость.
3.Требования к точности и качеству:
Стоимость усилителей:
Чем выше размерные допуски, допуски по форме и положению, и требования к качеству поверхности прецизионных деталей, тем экспоненциально растут затраты:
Размерные допуски:
Детали с допуском ±0,01 мм можно обрабатывать на стандартном оборудовании с ЧПУ при относительно невысоких затратах..
Допуски ±0,001 мм (уровень микрометра) требуется сверхточное оборудование (такие как джиг-шлифовальные машины) и требуют многочисленных замеров и регулировок, увеличение времени обработки за счет 3-5 время и стоимость по 200%-500%.
Сверхточные детали (допуски ≤ ±0,0005 мм) требуют постоянной температуры и влажности окружающей среды (увеличение затрат на строительство цехов более чем 50%) и иметь высокий процент брака (до 20%-30%), дальнейшее увеличение затрат.
Качество поверхности:
Шероховатость поверхности Ra1,6 мкм. (общая точность) можно добиться обычным шлифованием;
Ра0,02 мкм (зеркальный сорт) требует сверхтонкой полировки (например, магнитореологическая полировка), что увеличивает время обработки и затраты на 10-20 раз.
Если требуются дефекты, такие как царапины и поры, 100% требуется микроскопическое исследование, увеличение затрат на инспекцию за счет 50%-100%.
Геометрические допуски:
Требования к параллельности и перпендикулярности ≤0,005 мм/м требуют специальных приспособлений и многочисленных регулировок., снижение эффективности обработки более чем на 50% и соответственно увеличивая затраты.
4.Масштаб производства и партия:
Рычаг корректировки затрат Размер партии:
Небольшие партии (1-10 куски): Требуется индивидуальное программирование и ввод в эксплуатацию прибора., что приводит к высоким амортизированным затратам на установку (например, плата за программирование 500-2000 юаней/час), и стоимость за штуку может быть 5-10 раз больше, чем в больших партиях.
Большие партии (1000 штук или больше): Оптимизация процесса (например, специальный инструмент, автоматизированная загрузка и разгрузка) может снизить амортизированную стоимость за штуку на 30%-60%, и закупки материалов могут пользоваться оптовыми скидками (сокращение на 5%-15%).
Производственный цикл:
Ускоренные заказы (например, доставка в пределах 3 дни) имеют приоритет, потенциально нарушит первоначальный график производства. Ускоренные сборы обычно 50%-100% от обычной стоимости.
Регулярное время цикла (1-2 недели) обеспечить более управляемые производственные графики.
5. Сложность конструкции и технологичность:
Ключ к скрытым затратам: соответствует ли конструкция детали требованиям “Дизайн для технологичности (ДФМ)” Принцип напрямую влияет на сложность производства и стоимость:
Структурная сложность:
Глубокие дыры (соотношение сторон > 10), узкие щели (ширина < 0.5мм), и подрезанные конструкции требуют специального инструмента или процессов. (например, электроискровое бурение), увеличение затрат за счет 50%-200%.
Детали с симметричной структурой и стандартизированными интерфейсами легче обрабатывать., сокращение затрат за счет 20%-30%.
Тесты и позиционирование:
Если точки отсчета позиционирования четко не определены в проекте, во время производства потребуется несколько выравниваний, увеличение времени обработки более чем 30%.
Сложные детали требуют специальных приспособлений (стоимость 500-5000 юаней/комплект), которые вносят значительный вклад в затраты на оснастку при мелкосерийном производстве..
6.Тестирование и контроль качества: Необходимые затраты Прецизионные детали требуют строгих испытаний.
Чем больше объектов тестирования и тем выше требования к точности, тем выше стоимость:
Испытательное оборудование:
Плановое тестирование (штангенциркули, микрометры) недорогой (почти незначительный);
Высокоточное тестирование (координатно-измерительные машины, датчики круглости) оплачивается по времени (примерно 100-300 юаней/час), со сложными деталями, требующими 1-2 часов на часть;
Специализированное тестирование (такие как неразрушающий контроль и анализ состава материала) дороже (от сотен до тысяч юаней за тест).
Отслеживаемость качества:
В аэрокосмической и медицинской отраслях, полные отчеты о качестве процесса (например, сертификация материалов и записи контроля процесса.) необходимы, увеличение затрат на документацию и управление за счет 10%-20%.

7.Другие факторы: Косвенные затраты
Затраты на рабочую силу: Почасовая оплата труда квалифицированных рабочих (например, пятиосевые операторы и прецизионные шлифовальные станки) являются 50%-100% выше, чем у обычных работников (примерно 50-100 юаней/час).
Амортизация оборудования: Высокоточное оборудование (например, пятиосевые обрабатывающие центры) обесценивается примерно 10 годы, со среднегодовой амортизацией в сотни тысяч юаней, представляющий 5%-15% от стоимости каждого товара.
Административные расходы: Административные расходы (такие как планирование производства и управление материальными потоками) для мелкосерийного производства, широкий ассортимент продукции 20%-30% выше, чем при крупносерийном производстве.