
Заключение первое
Заказчику требовался алюминиевый корпус высокой сложности с характеристиками, которые невозможно было точно обработать на стандартном 3-осном фрезерном станке.. Используя наш 5-одновременная обработка на станке с ЧПУ с оптимизированной гибридной стратегией, RapidEfficient сократил количество установок с пяти до одной., гарантируя безупречный позиционный допуск ±0,01 мм и более быструю доставку.
Предыстория проекта
Предыдущий поставщик боролся со «смещением исходной точки», когда деталь слегка перемещается каждый раз, когда ее повторно зажимают.. Это привело к 15% процент брака на критической уплотнительной поверхности и угловых отверстиях соединителя. Посмотрите, как мы добились аналогичных высокоточных допусков в наших Пример использования латунного соединителя.
Основные производственные проблемы
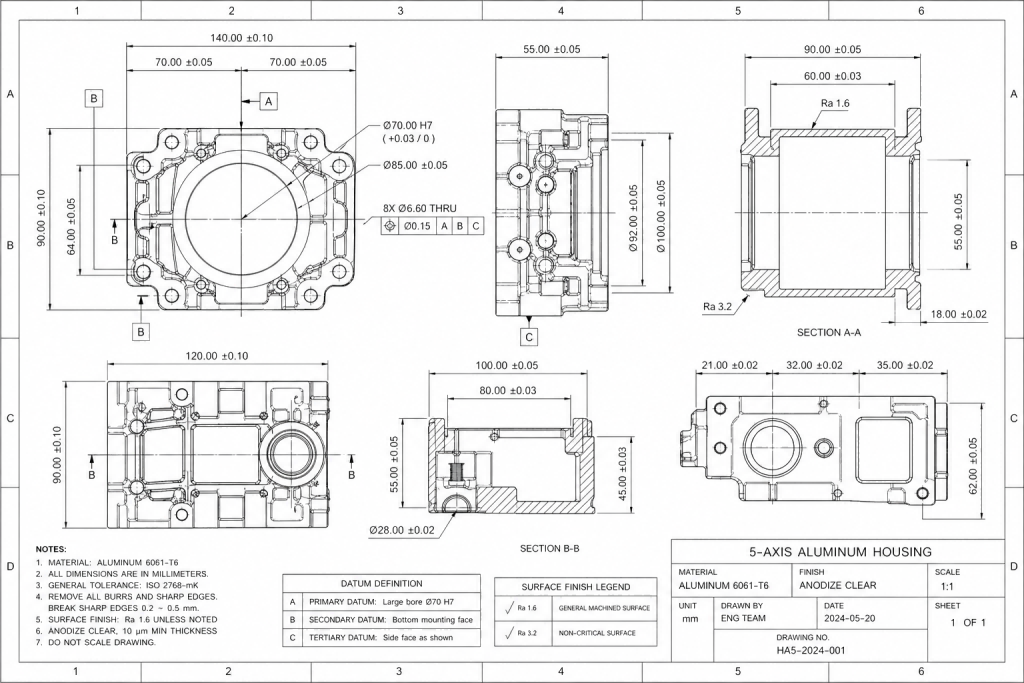
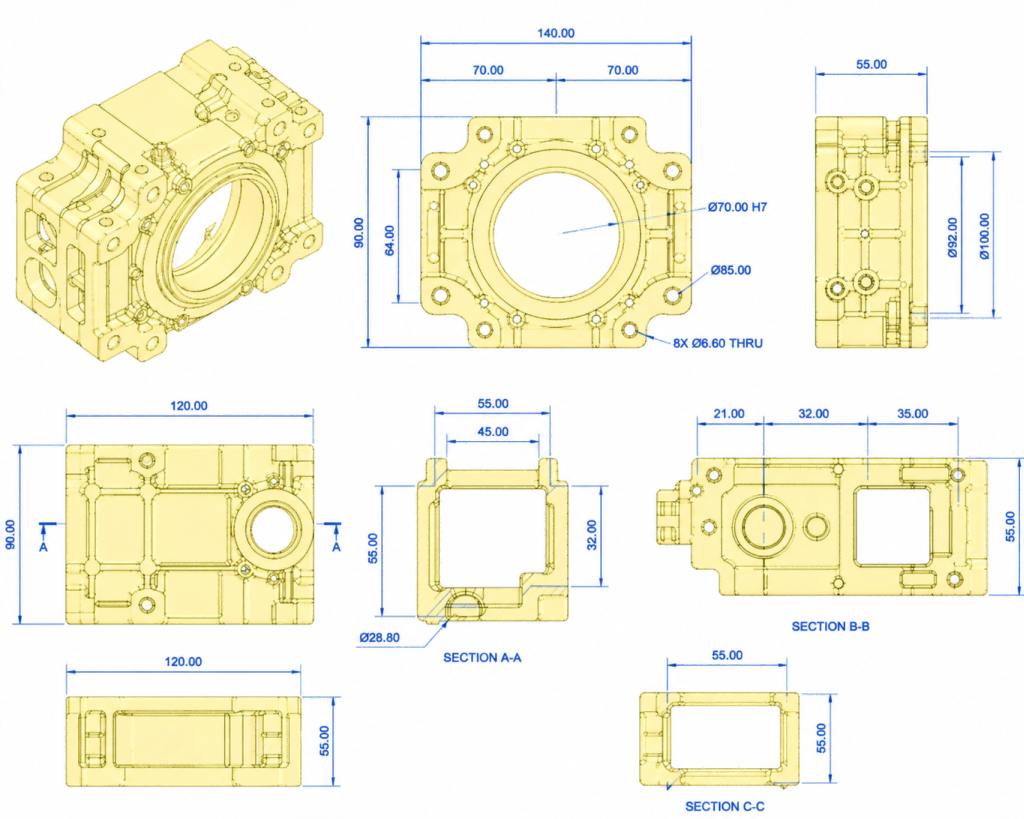
- Сложные углы: Несколько боковых портов под углом 15° и 45° требовали точного позиционного контроля..
- Тонкостенные области: Глубокие внутренние карманы требовали инструментов с большой досягаемостью и подавлением вибрации..
- Сложение допусков: Многократные повторные зажимы по 3 осям сделали невозможным ±0,01 мм из-за накопленной ошибки.. Посмотрите, как мы решили проблему жестких допусков в нашей Руководство по обработке поверхности алюминия с ЧПУ.
Наше 5-осевое решение
Мы использовали 5-осевой станок с цапфой с гибридной стратегией:
- 3+2 Позиционная настройка для жестких элементов: Для угловых боковых портов, мы запрограммировали 3+2 позиционирование для максимальной жесткости и точности.
- Одновременная 5-осевая контурная обработка: Для внутренних изогнутых поверхностей, мы использовали одновременную 5-осевую контурную обработку, чтобы обеспечить гладкую поверхность без ручной полировки..
- Работа с одним приспособлением: Устранено многократное изменение приспособлений и предотвращено накопление допусков.. Для сложных 5-осевых алюминиевых корпусов, сокращение настроек — это не только экономия времени. Это также помогает уменьшить накопление допусков между критически важными деталями при различных ориентациях обработки.
- Короткая и жесткая оснастка: Наклонив деталь, мы использовали более короткие инструменты с большей жесткостью для улучшения качества поверхности..
- Внутритехнологическое зондирование: Измерения в середине процесса проверяют выравнивание исходной точки перед критическими чистовыми резами.. Узнайте больше о том, как мы оптимизируем износ инструмента в нашем Руководство по износу инструмента.
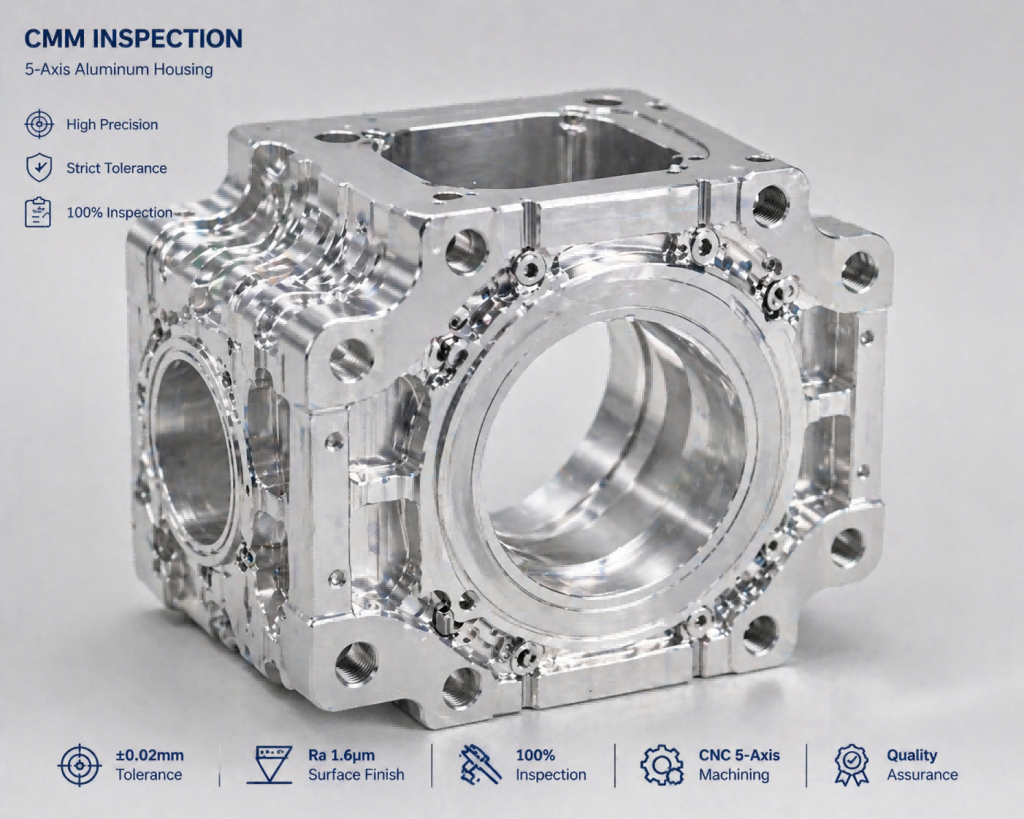
Сложная 5-осевая геометрия должна быть проверена., не только обработанный. Инспекция ШМ помогает подтвердить истинное положение, плоскостность, и выравнивание исходных данных перед окончательной поставкой.
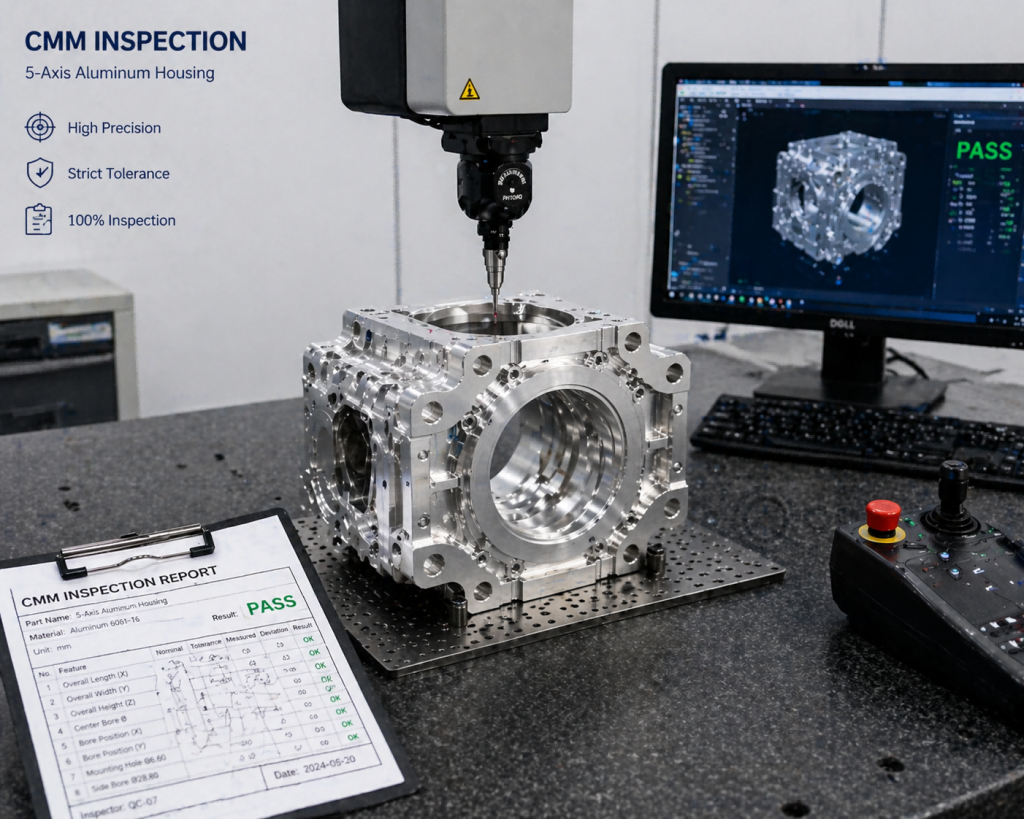
Проверка качества
Каждое жилье прошло полную проверку с Координатно-измерительная машина (ШМ):
- Плоскостность: Проверено на 0.02 мм поперек 120 длина мм.
- Истинная позиция: Критически расположенные порты удерживаются в пределах ±0,015 мм от истинного положения относительно основных исходных точек..
- Контроль искажений: Поскольку удаление тяжелого материала может вызвать стресс, мы провели поэтапную снятие стресса (циклы отдыха между черновыми и чистовыми проходами) так, чтобы деталь сохраняла плоскостность без деформации после механической обработки.. Подробнее о контроль искажений и набор допусков, проверьте наш Руководство по обработке поверхности.
Результаты производства (Сравнение)
| Метрика | Традиционный 3-осевой (Предыдущий) | RapidЭффективный 5-осевой | Улучшение |
|---|---|---|---|
| Требуются настройки | 5 отдельные операции | 1 одиночная установка | -80% |
| Риск Отклонения | 15.2% (Сдвиг исходной точки) | < 0.5% | Около нуля |
| Позиционная точность | ± 0.05 мм | ± 0.01 мм | 5× Лучше |
| Время выполнения | 12 Дни | 8 Дни | 33% Быстрее |
Примечание инженера
Если для вашей детали требуется более 2–3 установов на традиционном стане, вы, вероятно, платите за ошибка суммирования допусков и ненужные затраты на монтаж. Настоящий 5-осевой процесс не только сокращает количество наладок, но и значительно повышает точность и стабильность, особенно для корпусов со сложными углами и жесткими требованиями к позиционированию..
Нужна сложная 5-осевая смета?
RapidEfficient специализируется на производстве алюминиевых корпусов с высокими допусками и прецизионной обработке..
Загрузите свой рисунок на 24‑час DFM (Технологичность) обзор.





