
Заключение
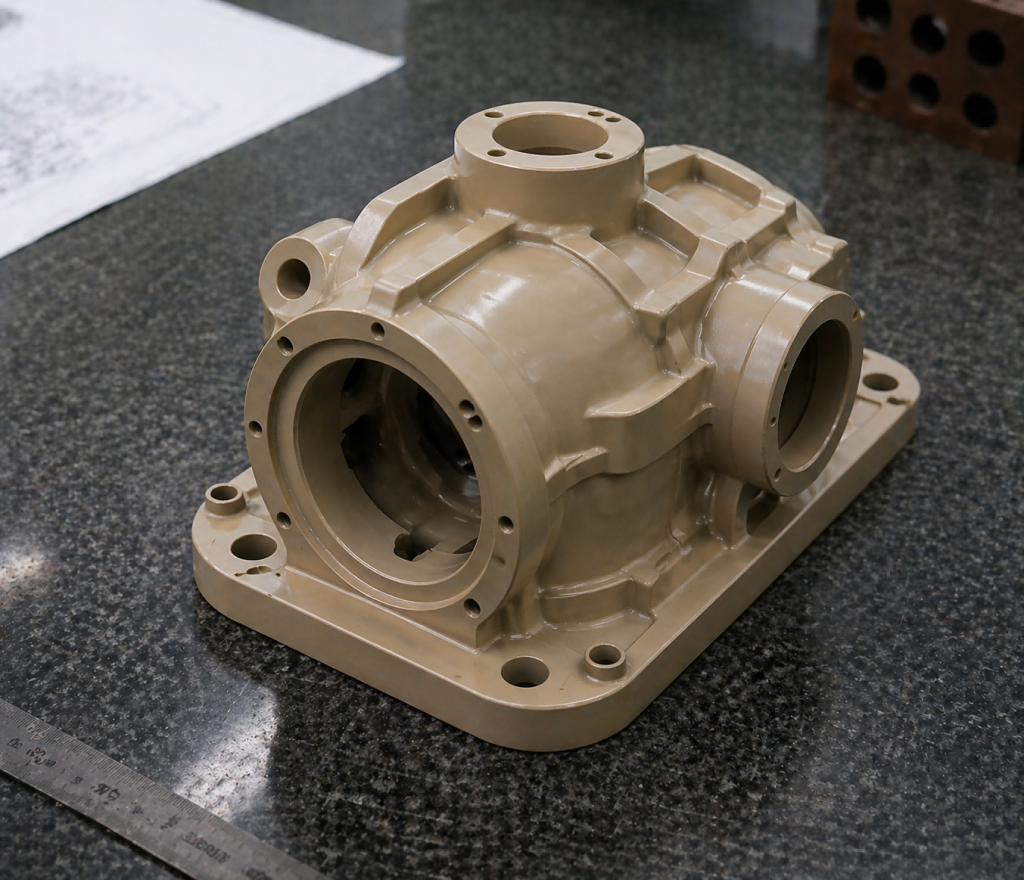
В этом тематическом исследовании с высокими ставками, RapidЭффективный успешно достиг Допуск ±0,005 мм для ПЭК (Полиэфирэфиркетон) компоненты, используемые в датчиках авиационных двигателей и хирургических роботизированных манипуляторах.. Объединив 5-одновременная обработка по осям с усовершенствованная термостабилизация, мы поставляли детали, превосходящие стандартные допуски по пластику, на 10х.
Совет эксперта: Сначала нужно сравнить материалы.? Проверьте наш Руководство по сравнению алюминия и пластика с ЧПУ.
For a broader comparison of metals and engineering plastics, see our CNC material selection guide.
Предыстория проекта:
- Отрасли: Аэрокосмическая промышленность (Корпуса датчиков) & Медицинский (Хирургические вставки).
- Вызов: ПЭК это “Золотой стандарт” для высокопроизводительных пластмасс, но его высокий коэффициент теплового расширения делает субмикронные допуски чрезвычайно сложно поддерживать во время 24-часовой производственный цикл.
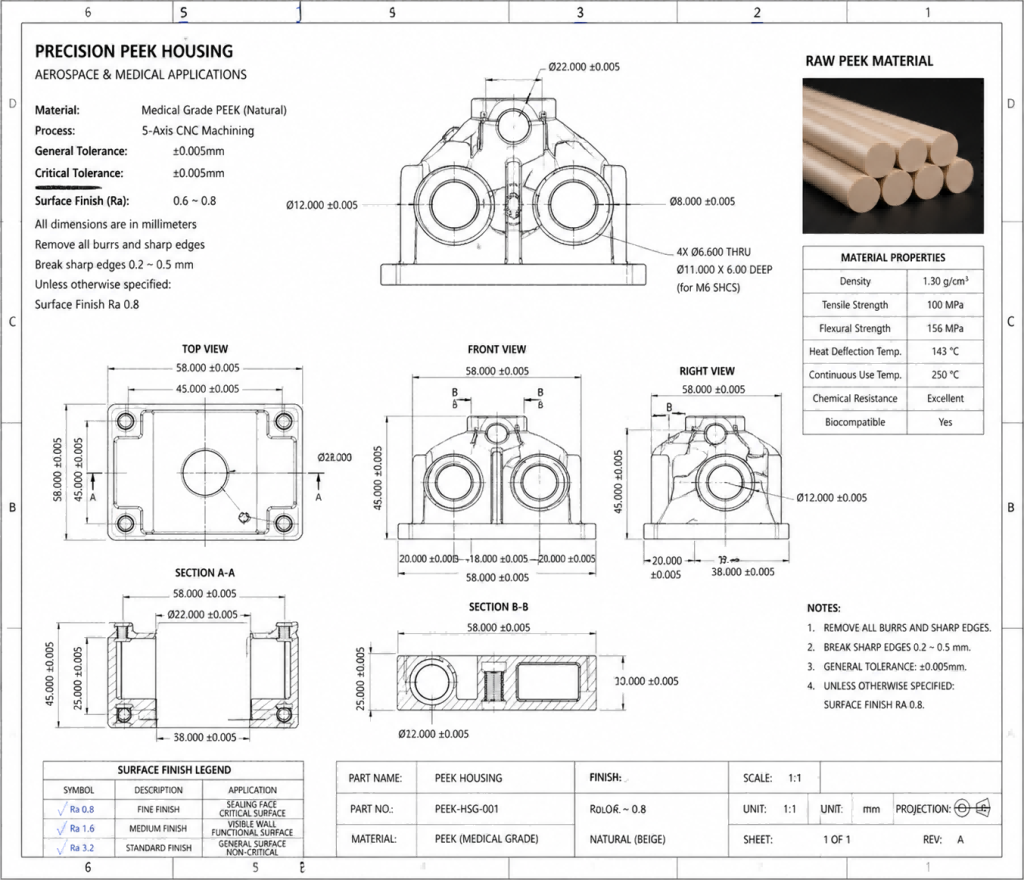
- Материал: PEEK медицинского назначения & Карбоновый PEEK аэрокосмического класса.
Ключевые производственные проблемы:
- Термическая чувствительность: PEEK значительно расширяется даже при небольших изменениях температуры.. Традиционное трение при механической обработке может привести к разрушению детали. “расти” в середине процесса.
- Внутренний стресс: Удаление большого количества материала из PEEK может привести к деформации или деформации детали. “слизняк” после того, как его сняли с крепления.
- Износ инструмента: Высокопроизводительный PEEK удивительно абразивен., приводит к отклонению инструмента, что нарушает жесткие допуски.
PEEK CNC Machining Risk Control Table
| Machining Factor | Risk in PEEK Parts | Engineering Control |
|---|---|---|
| Heat buildup | Dimensional growth or warping | Sharp tools, controlled coolant, light cutting |
| Internal stress | Post-machining deformation | Balanced roughing and stress relief |
| Clamping force | Surface marks or distortion | Soft jaws and low-pressure fixturing |
| Износ инструмента | Poor finish and tolerance drift | PCD tools or sharp carbide tools |
| Сроки проверки | Size variation after cooling | Measure after temperature stabilization |
Для печатных деталей из нейлона или SLS-пластика., Качество поверхности часто зависит от правильного Методы постобработки SLS например, удаление порошка, медиа-взрыв, крашение, уплотнение, и покрытие.
For more strategies on controlling warping, снятие стресса, and dimensional movement, see our guide on how to reduce deformation during CNC machining.
Быстрое эффективное решение: Как мы достигли ±0,005 мм
Чтобы решить эти проблемы, мы лечили это “пластик” часть с той же строгостью, что и высокоточная стальная деталь:
- 5-Одновременная стратегия оси: Мы использовали 5-механическая обработка оси для выполнения сложной внутренней геометрии за одну установку, устранение ошибок соосности, возникающих при повторном зажиме.
- Контроль охлаждающей жидкости криогенного класса: Мы использовали специализированный система охлаждения с регулируемой температурой поддерживать постоянную температуру материала PEEK 20°C на протяжении всего цикла резки..
- Инструмент с алмазным покрытием: Обычай ПКД (Поликристаллический алмаз) инструменты использовались для поддержания бритвенно-острой кромки, обеспечение нулевого отклонения инструмента и Ра 0.8 обработка поверхности.
- Поэтапное снятие стресса:
- Черновая обработка: Удалять 90% материал чтобы позволить объемным напряжениям уйти.
- Отдых: 24-часовая стабилизация в замачивании с контролируемой температурой.
- Отделка: Микроразрезы с алмазными инструментами, чтобы зафиксировать финал ±0,005 мм.
Because PEEK material cost, износ инструмента, and inspection time can significantly affect the final quote, it is important to evaluate tolerance requirements together with total machining cost. See our guide on CNC machining cost in China.
Сопутствующая услуга: Узнайте больше о наших высокоточных 5-Возможности обработки с ЧПУ оси.
📊 Результаты производства (Данные)
| Метрика | Требование клиента | БыстрыйЭффективный Результат | Разрыв в производительности |
|---|---|---|---|
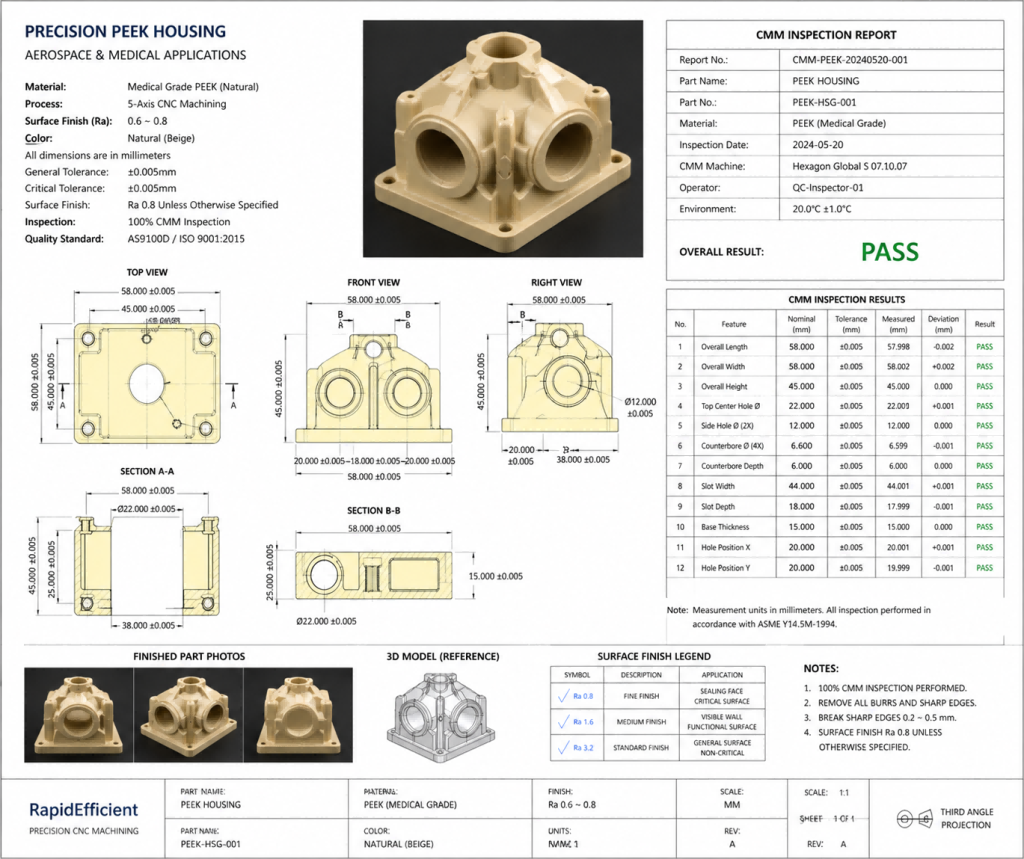
| Критический допуск на отверстие | ±0,008 мм | ±0,004 мм | 200% Лучше |
| Позиционная точность | ±0,015 мм | ±0,005 мм | 300% Лучше |
| Шероховатость поверхности (Ра) | 1.6 Ра | 0.6 Ра | Прозрачное зеркало |
| Время выполнения | 15 Дни | 9 Дни | ПРЕВЫШЕНО |
Примечание инженера: Секрет точности PEEK
“Самая большая ошибка, которую магазины допускают при использовании PEEK, — это обращение с ним как с нейлоном или POM.. На уровне ±0,005 мм, PEEK ведет себя больше как цветной металл.. Вы должны контролировать окружающую среду. Если температура в вашем магазине колеблется на 5 степени, к обеду твои детали выйдут из строя. Мы стабилизируем все — воздух, жидкость, и машина.”
Часто задаваемые вопросы
- вопрос: Почему PEEK “Золотой стандарт” для аэрокосмического и медицинского применения?
А: ПЭК сочетает в себе особую силу титан с химической инертностью благородные металлы. В аэрокосмической отрасли, он выдерживает температуру до 250°С сохраняя 70% масса против. нержавеющая сталь. В медицинской сфере, он полностью биосовместим и выдерживает тысячи Стерилизация в автоклаве циклов, не теряя своей ±0,005 мм точность. - вопрос: Сможешь ли ты достичь Ра? 0.4 на PEEK?
А: Да, со специализированными алмазная полировка, но Ра 0.8 наш стандарт для высокоточного CNC PEEK. - вопрос: Как PEEK справляется с медицинской стерилизацией?
А: Он совместим с Автоклав, Гамма, и Стерилизация EtO, что делает его идеальным для многоразовых медицинских инструментов.
Нужны высокоточные детали из PEEK?
RapidЭффективный является лидером в области высокопроизводительной обработки полимеров. Нужен ли вам один аэрокосмический прототип или крупная партия медицинских компонентов, наш 5-осевой объект готов.
Свяжитесь с нашей командой инженеров для проверки DFM





