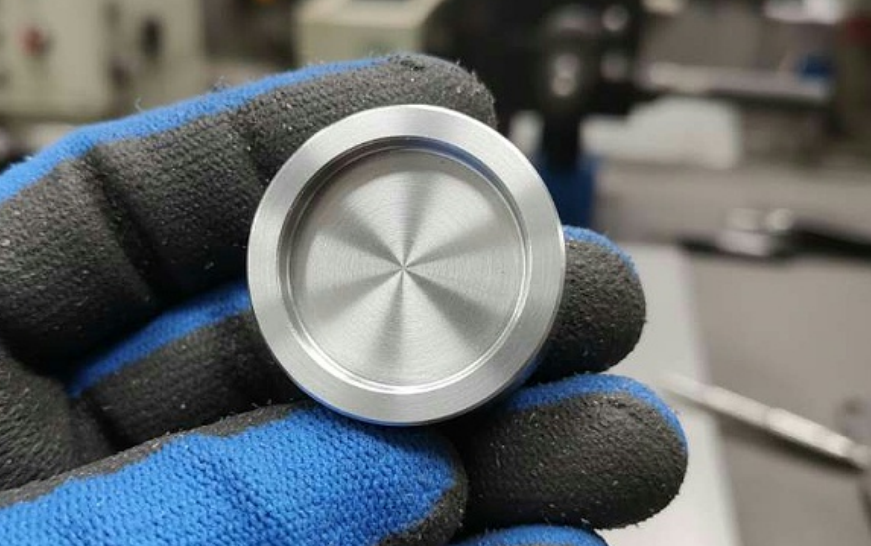
ハイエンドオーディオ機器では, のような小さなコンポーネント オーディオ装飾リング 多くの場合、製品全体の品質が決まります. これらの部分は単純に見えるかもしれません, しかし、CNC 加工では特に大きな課題が生じます。 薄い壁, 高い表面仕上げ要件, 厳しい寸法公差.
で 急速な, このような部品で一貫した品質を達成するには、機械加工以上のものが必要であることを私たちは理解しています。 あらゆる段階でのプロセス管理.
1. 材料の選択: 表面品質の基礎
オーディオ装飾リングは通常、次のような素材で作られています。 6061 または 7075 アルミニウム合金, 軽量特性と優れた陽極酸化性能により選ばれました。.
しかし, 材料の品質が一貫していない場合、次のような問題が発生する可能性があります。:
- アルマイト後の色の変化
- 凹凸のある表面仕上げ
- 変形の危険性の増加
迅速かつ効率的:
- 当社は認定されたサプライヤーからのみアルミニウムを調達しています
- 各バッチは生産前に検証されます
- 量産前に試行アルマイト処理を行い、表面の均一性を確認します。
これにより、どちらの場合でも安定した結果が保証されます。 見た目も性能も.
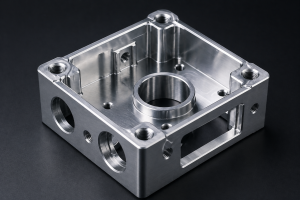
2. 薄肉加工と変形制御
これらの装飾的なリングには、多くの場合、 壁の厚さはわずか10分の数ミリメートル, 切削力に対して非常に敏感です.
変形を制御するには, 私たちはを使用します 多段階加工戦略:
- 取り代あり荒加工
- ストレス解消 (自然な老化または管理された治療)
- 低い切込みで精密仕上げ
このプロセスにより内部応力が最小限に抑えられ、最終形状が公差内に留まることが保証されます。.
3. 薄肉部品のワークホールディング戦略
クランピングは歩留まりに影響を与える最も重要な要素の 1 つです.
従来のクランプ方法では、薄いリングが簡単に変形してしまう可能性があります. 迅速かつ効率的, 私たちは使用します:
- 内部拡張治具 均一な外向きの力に対して
- 真空チャック 集中的なクランプ圧力を避けるため
これらの方法により寸法安定性が確保され、加工中の変形が防止されます。.
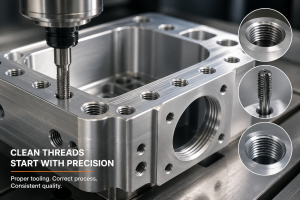
4. ツーリングおよび切削パラメータの最適化
表面仕上げは装飾リングなどの目に見える部品にとって重要です.
申請します:
- ハイポリッシュアルミニウム切削工具
- より良い切りくず排出を実現するシャープエッジまたはシングルフルートのツール
- 最適化された送り速度による高い主軸速度
- 冷却と潤滑のための適切な切削液
この組み合わせは、次のことを実現するのに役立ちます ラ 0.8 μm以上, 工具跡や構成刃先を防止しながら.
5. 表面保護と取り扱い管理
化粧品部品用, 加工が完了した後でも損傷が発生する可能性があります.
一般的なリスクには次のものがあります。:
- 傷
- 影響
- バリによる損傷
これらを防ぐには:
- 加工直後に微細なバリ取りを行う
- 部品は非研磨工具を使用して慎重に扱われます
- 各パーツが配置されているのは、 カスタム保護パッケージ (ブリスタートレイ)
- プロセス全体を通じて金属間の接触は許可されません
6. 全工程品質管理システム
品質管理は最終検査に限定されず、生産プロセス全体で行われます。.
迅速かつ効率的:
- DFM解析は生産前に実施されます
- 主要なリスク領域 (変形, 鋭いエッジ, 公差) 早期に特定される
- IPQC検査は生産中に定期的に実施されます
- などの精密検査ツール CMM クリティカルディメンションに使用されます
私たちも責任を負います アルマイト後の寸法変化 (通常、片側あたり 0.008 ~ 0.012 mm), 最終部品が仕様を満たしていることを確認する.

結論
オーディオ装飾リングの CNC 加工は複雑さではなく、複雑さが重要です。 制御と一貫性.
組み合わせることで:
- 安定した原料調達
- 最適化された加工戦略
- 専用治具
- 厳格な品質管理
RapidEfficient は、最高基準を満たす装飾リングを提供します。 外観, 精度, そして信頼性.