
ステンレス鋼の不動態化は、機械加工後に使用される化学仕上げプロセスです, バリ取り, and cleaning to remove free iron and surface contamination from stainless steel parts. The goal is not to add a visible coating. その代わり, passivation helps the stainless steel surface rebuild a cleaner, chromium-rich passive layer that improves corrosion resistance.
For CNC machined stainless steel components, passivation is often specified when parts must remain clean, corrosion-resistant, and stable during storage, 組み立て, shipping, or use in humid or mildly corrosive environments.
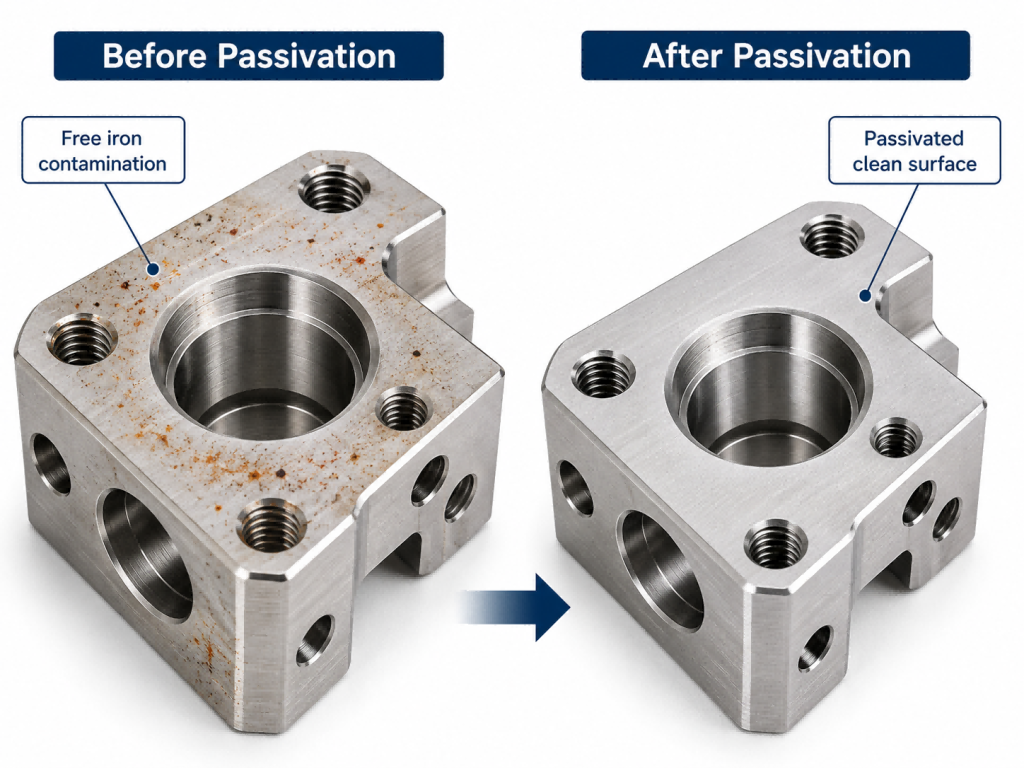
A passivated part may look almost the same as a non-passivated part. That is why passivation is sometimes misunderstood. It is less about appearance and more about reducing the risk of rust staining, free iron contamination, and surface instability after machining.
Why Machined Stainless Steel Can Still Rust
Stainless steel is corrosion-resistant, not corrosion-proof.
CNC加工中, stainless steel parts can pick up free iron from cutting tools, 備品, abrasive media, shop handling, or contaminated work surfaces. These tiny particles may not be visible at first, but they can later create rust spots, especially after moisture exposure, cleaning, packaging, or overseas shipping.
This is a common reason a freshly machined 304 または 316 stainless steel part may look acceptable before shipment but show staining after storage or customer incoming inspection.
Passivation helps remove this contamination and supports the natural protective surface film of stainless steel.
When CNC Stainless Steel Parts Usually Need Passivation
Passivation is not automatically required for every stainless steel part. A simple indoor bracket may only need normal cleaning. But when the part has corrosion, cleanliness, or customer inspection requirements, passivation becomes much more important.
Overseas shipping and storage risk
For export CNC parts, humidity during packaging, warehousing, or transit can expose weak surface areas. If free iron contamination remains on the part, rust staining may appear before the customer even installs the component.
This is especially relevant for stainless steel parts shipped by sea or stored in non-controlled environments.
医学, food, laboratory, and fluid-contact parts
Parts used in clean or wet applications often require a more controlled surface condition. Passivation helps reduce contamination risk and supports corrosion resistance for stainless steel components used in medical devices, food equipment, laboratory tools, バルブ, fittings, and fluid-contact assemblies.
Drawing-controlled surface requirements
If the engineering drawing specifies passivation, the supplier should treat it as a production requirement, not an optional surface finish. Drawings may reference passivation after machining, passivation per a specific standard, or a requirement that the surface must be free of free iron contamination.
Cosmetic-sensitive stainless parts
Passivation does not create a polished cosmetic finish, but it can reduce the risk of rust staining that causes customer complaints. When appearance matters, passivation may be combined with polishing, brushing, bead blasting, or electropolishing.
The 303 Stainless Steel Trap
303 stainless steel is popular because it machines more easily than 304 または 316. The reason is its sulfur content, which improves machinability and helps chips break more easily.
But that same sulfur creates a finishing risk.
のために 303 ステンレス鋼, standard nitric acid passivation can aggressively attack sulfur inclusions. In bad cases, the surface may develop visible dark spots, pitting, or etched areas. This is one reason 303 should not be treated exactly like 304 または 316 without process review.
のために 303 components, switching to citric acid formulations, such as an ASTM A967/A967M-compatible process, or using a carefully controlled nitric bath with suitable inhibitors such as sodium dichromate, may be considered as an industry countermeasure to reduce localized etching. The final process should always be confirmed with the material grade, drawing requirement, corrosion expectation, and supplier capability.
This is the kind of detail that should be discussed during RFQ review, not after the parts are finished.
Blind Holes, スレッド, and Acid Burn
For precision CNC parts, the passivation problem is often not the open external surface. The real risk is trapped chemical residue.
Deep blind holes, small internal threads, cross-drilled holes, narrow grooves, and sharp internal corners can retain passivation solution if rinsing is not controlled properly. During drying, water evaporates and the remaining acid concentration can increase locally. This may cause dark staining, localized corrosion, or what many shops describe as acid burn.
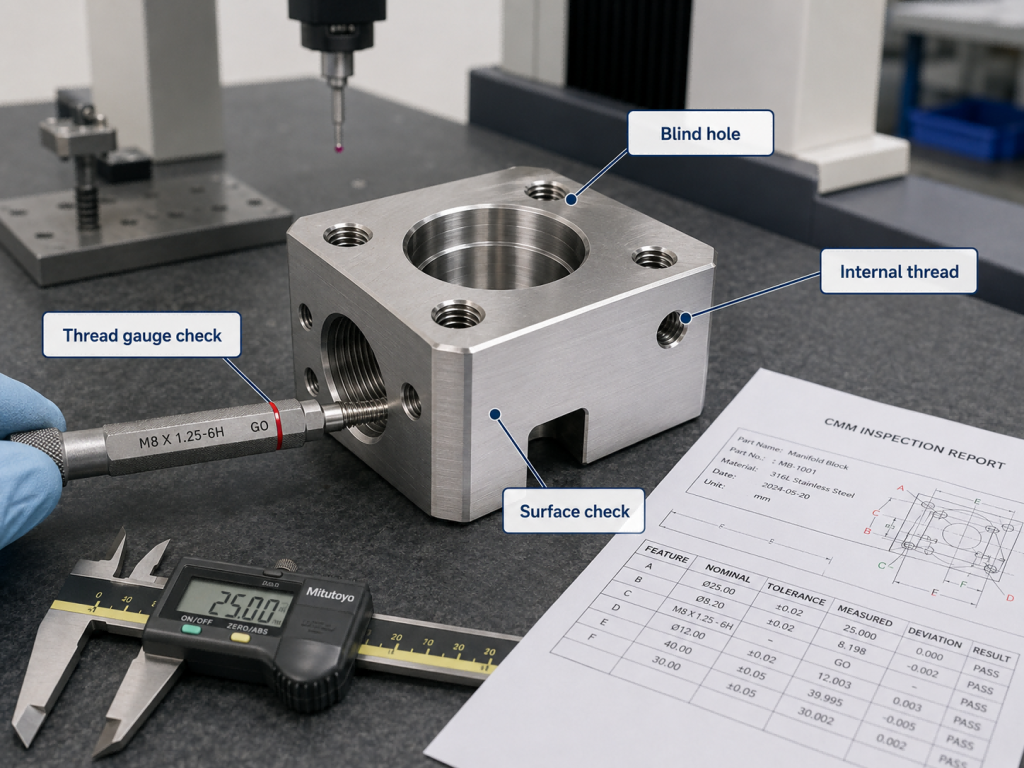
Internal threads are especially sensitive. If acid residue stays inside a tapped hole, the thread surface can be damaged or discolored. In severe cases, the part may fail a thread gauge check after finishing.
For stainless steel parts with blind holes or precision threads, passivation should be paired with proper rinsing, drying, and inspection. The finishing process is only safe when the cleaning process is also controlled.
Floor-Level Verification Checklist Before Shipment
A passivation process should not end with “parts were treated.” For CNC components, the final verification step matters.
Before shipment, a practical inspection checklist may include:
- Confirm the material grade before passivation, especially for 303, 304, 316, 316L, and 17-4PH.
- Check whether blind holes, internal threads, slots, and grooves have been fully rinsed and dried.
- Inspect visible surfaces for rust stains, dark spots, water marks, pitting, or residue.
- Confirm whether the drawing requires a specific passivation standard or test method.
- Use thread gauges on critical tapped holes after finishing, not only before passivation.
- Check sealing surfaces, bearing seats, and precision bores if the part has tight assembly requirements.
- Protect finished parts with clean packaging to avoid recontamination.
For some parts, suppliers may also use checks such as a water-break test per ASTM F22 or a copper sulfate test per ASTM A380 to help verify surface cleanliness and reduce the risk of remaining free iron contamination.
These are not cosmetic checks. They are practical verification methods used to reduce surface failure risk before parts leave the shop.
Does Passivation Change Dimensions?
Passivation usually has much less dimensional impact than plating, 陽極酸化, or thick coating processes because it removes contaminants rather than building a heavy layer.
Still, precision features should not be ignored.
Bearing seats, sealing grooves, internal threads, small bores, thin edges, and high-precision mating surfaces should be reviewed before finishing. For tight-tolerance stainless steel CNC parts, the passivation process should be considered together with final inspection, not treated as a separate afterthought.
If a drawing includes close-fit holes, bearing locations, or precision mating areas, it is better to review the tolerance chain before machining and finishing. Our guide to CNC加工公差 explains why finishing, inspection method, and assembly reference surfaces should be planned together for precision parts.
A practical rule: passivation rarely creates a measurable coating thickness problem, but poor rinsing, surface residue, or localized acid attack can still create rejection risk.
Passivation vs Polishing vs Electropolishing
Passivation is often confused with other stainless steel finishing methods. The processes may be used together, but they do different jobs.
| プロセス | Main Purpose | Surface Result | Typical Use |
|---|---|---|---|
| 不動態化 | Remove free iron and improve corrosion resistance | Similar appearance to the machined or prepared surface | 医学, food, lab, marine, and corrosion-sensitive parts |
| Mechanical polishing | Reduce roughness and improve appearance | Smoother or brighter surface | Visible parts, sliding surfaces, lower roughness needs |
| Electropolishing | Electrochemically smooth and brighten the surface | Cleaner, brighter, micro-smoother surface | 医学, fluid, cleanability-focused components |
| Bead blasting | Create a uniform matte texture | Matte surface | Appearance blending and light surface uniformity |
| Plating | Add a functional coating | Depends on coating | 耐摩耗性, conductivity, corrosion protection, 外観 |
表面粗さ, machining marks, and finishing sequence all affect the final result. Although this article focuses on stainless steel, the same planning logic also applies to other CNC materials: mechanical finishing and chemical treatment must be reviewed together. For a broader explanation of roughness values and finishing decisions, 私たちのを参照してください surface finish guide.
Drawing Notes That Should Trigger a Process Review
When a drawing says “passivate after machining,” the supplier should not simply quote the part like a standard machined component. Several questions need to be confirmed:
- Which stainless steel grade is used?
- Is the part 303, 304, 316, 316L, 17-4PH, or another grade?
- Does the drawing specify a passivation standard?
- Are there blind holes, internal threads, or narrow grooves?
- Is the surface cosmetic, functional, or both?
- Does the customer require a passivation certificate or inspection report?
- Will the part be exposed to moisture, cleaning chemicals, salt spray, or fluid contact?
- Are any areas masked, polished, bead blasted, or electropolished before passivation?
These questions can change the production route.
A stainless steel part with a simple external shape is very different from a small medical component with internal threads and tight inspection requirements. The same word “passivation” may create very different manufacturing risks.
Material Grade Matters More Than Many Buyers Expect
304 そして 316 stainless steels are commonly passivated for corrosion resistance and clean surface requirements. 316 and 316L are often selected when corrosion resistance is more important, but they still require proper machining, cleaning, and finishing control.
17-4PH stainless steel adds another layer of consideration because heat treatment condition, strength requirements, and final application can affect processing decisions.
303 stainless steel needs special caution because sulfur improves machinability but can reduce corrosion resistance and create passivation risk if the process is not chosen carefully.
Passivation can improve surface condition, but it cannot turn the wrong stainless grade into the right one. 材料の選択, machining method, 仕上げ工程, and final inspection must work together.
Questions Buyers Should Ask Before Requesting Passivated Parts
Before sending an RFQ for passivated stainless steel parts, buyers should clarify:
Is passivation required by the drawing or by the application?
If the drawing specifies passivation, it should be included in the quote. If the drawing does not specify it, the application environment should decide.
Are there blind holes or internal threads?
These features increase the importance of rinsing, drying, and post-finish inspection.
Is the expected surface cosmetic or functional?
Passivation improves corrosion resistance. It does not automatically produce a polished or decorative appearance.
Is an inspection report or process confirmation required?
For critical parts, passivation confirmation, material certificates, dimensional inspection, or surface checks may be required before shipment.
Will the parts be stored or shipped internationally?
Packaging and moisture control matter. A passivated part can still be recontaminated by poor handling or dirty packaging.
Final Takeaway
Stainless steel passivation is not just a chemical dip after machining. For CNC machined parts, it is a surface reliability step that must be connected with material selection, バリ取り, cleaning, rinsing, inspection, and packaging.
For simple stainless parts, passivation may be optional. For corrosion-sensitive, 医学, food-contact, fluid-contact, or export parts, it can prevent rust staining, contamination issues, and incoming inspection failures.
At Rapid Efficient, 私たちの quality assurance process can include drawing review, material verification, dimensional inspection, surface finishing confirmation, and packaging checks before shipment. If your stainless steel parts require passivation, 厳しい公差, 三次元測定機検査, or specific surface requirements, you can upload your STEP, PDF, or 2D drawings through our contact portal for engineering review before quotation.





