
結論を先に
For most CNC aluminum machining, 最高のエンドミルは:
- 2 flute carbide for maximum chip evacuation
- 3 flute carbide for balanced speed and finish
- polished flute geometry for anti-sticking performance
- sharp cutting edge for low burr cutting
高速生産に向けて, 3 flute tools are often the best overall choice.
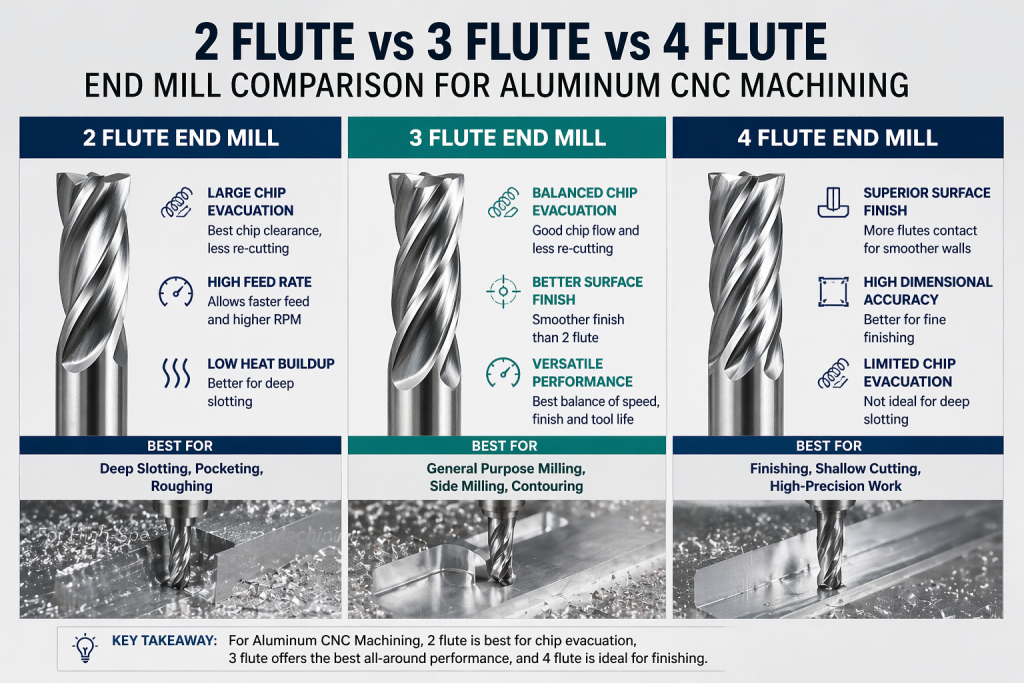
Quick Comparison Table
| Tool Type | 最適な用途 | Advantage |
|---|---|---|
| 2 Flute | Deep slotting | Best chip evacuation |
| 3 Flute | General CNC work | Speed + finish balance |
| 4 Flute | Light finishing | Better wall finish |
| Rougher | Heavy stock removal | Fast material removal |
Why Flute Count Matters
Aluminum creates larger chips than steel.
Too many flutes can trap chips and cause:
- built-up edge
- poor finish
- tool breakage
- バリ
That is why 2 flute または 3 flute tools are usually preferred.
Best Tool Material
Solid carbide is the top choice because it offers:
- 剛性
- long tool life
- stable high RPM cutting
- accurate geometry
For hobby or light work, HSS can still be used.

Coating or No Coating?
For aluminum, polished uncoated tools often perform very well.
Popular options:
- uncoated polished carbide
- ZrN coated tools
- DLC coated tools
Avoid coatings that increase chip sticking.
Cost Per Part Matters More Than Tool Price
A cheap tool may cost less upfront, but poor finish, slower cycle time, and short tool life often increase total cost.
A high-performance polished carbide end mill can:
- run faster
- last longer
- reduce burr rework
- improve consistency
- lower cost per finished part
This is why professional shops often choose better tooling.
Speed and Feed Still Matter
Even the best tool fails with bad parameters.
Use proper:
- 主軸速度
- chip load
- coolant or air blast
- tool stickout control
私たちの記事を読んでください 高速CNCアルミ切断ガイド
Common Mistakes
使用する 4 Flute Tools for Deep Slotting
Can trap chips quickly.
Using Dull Tools
Creates burrs and heat.
Too Much Stickout
Causes chatter and poor finish.
Still having trouble with aluminum tool selection?
RapidEfficient helps optimize tooling, cutting strategy, and machining quality for custom aluminum parts.
エンジニアのメモ
Many shops blame machines for poor aluminum finish.
In reality, wrong tool geometry is often the real cause.
よくある質問
What flute count is best for aluminum?
Usually 2 flute または 3 flute.
Is carbide better than HSS?
Yes for most CNC work.
Do I need coating for aluminum?
Not always. Polished flute geometry often matters more.
Why do aluminum tools need polished flutes?
To reduce chip sticking and improve evacuation.
Can I use a 4 flute end mill for aluminum?
Yes for light finishing, but not ideal for deep slotting.
Why do end mills stick when cutting aluminum?
Chip welding and poor evacuation are common causes.
Need Better Aluminum CNC Results?
RapidEfficient helps customers improve aluminum machining quality, スピード, and tooling strategy.
Send us your drawing for expert machining advice.





