
結論を先に
薄肉モーターハウジングは、一貫して機械加工するのが最も難しいアルミニウム CNC コンポーネントの 1 つです.
課題は単に外形寸法を加工することではありません. 本当の難しさは維持することです:
- 軸受穴の同心度
- アンクランプ後の壁の安定性
- 実稼働環境での再現可能なジオメトリ
- 振動のない回転アライメント
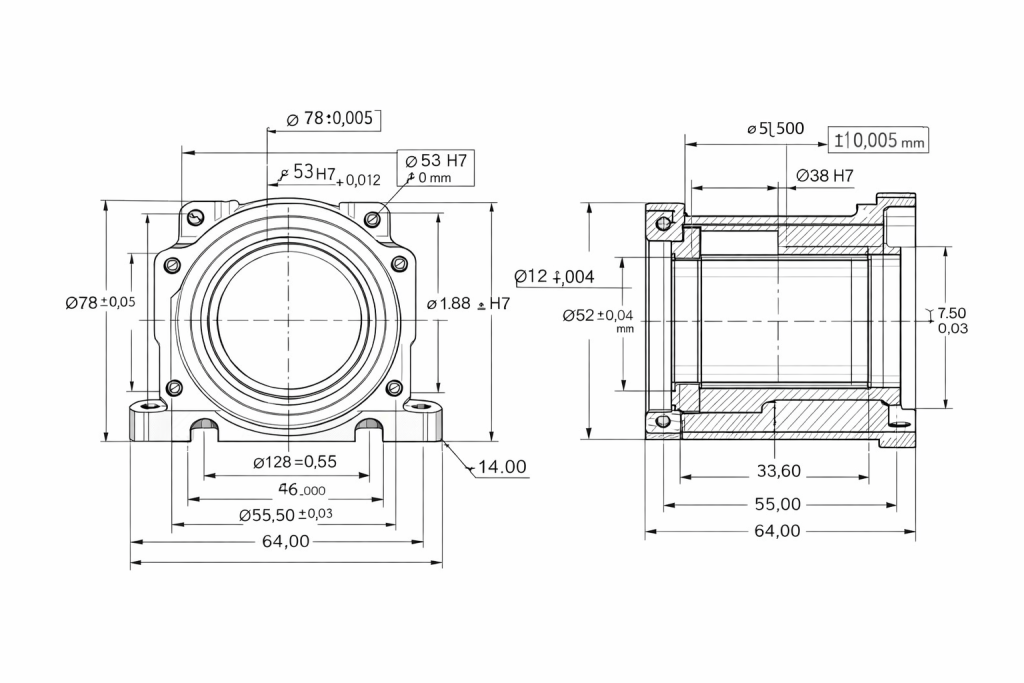
このプロジェクトでは, RapidEfficient はカスタムアルミニウムモーターハウジングを機械加工し、 1.2壁厚 –1.5 mm 達成しながら 同心度±0.005mm 重要な回転フィーチャーについて.
最初に材料オプションを比較するエンジニア向け, 私たちのを読んでください 精密加工用ガイドに最適なアルミニウム
プロジェクトの要件
お客様は精密駆動システム用の軽量ハウジングを必要としていました.
| 特徴 | 要件 |
|---|---|
| 材料 | 6061-T6アルミニウム |
| 肉厚 | 1.2–1.5mm |
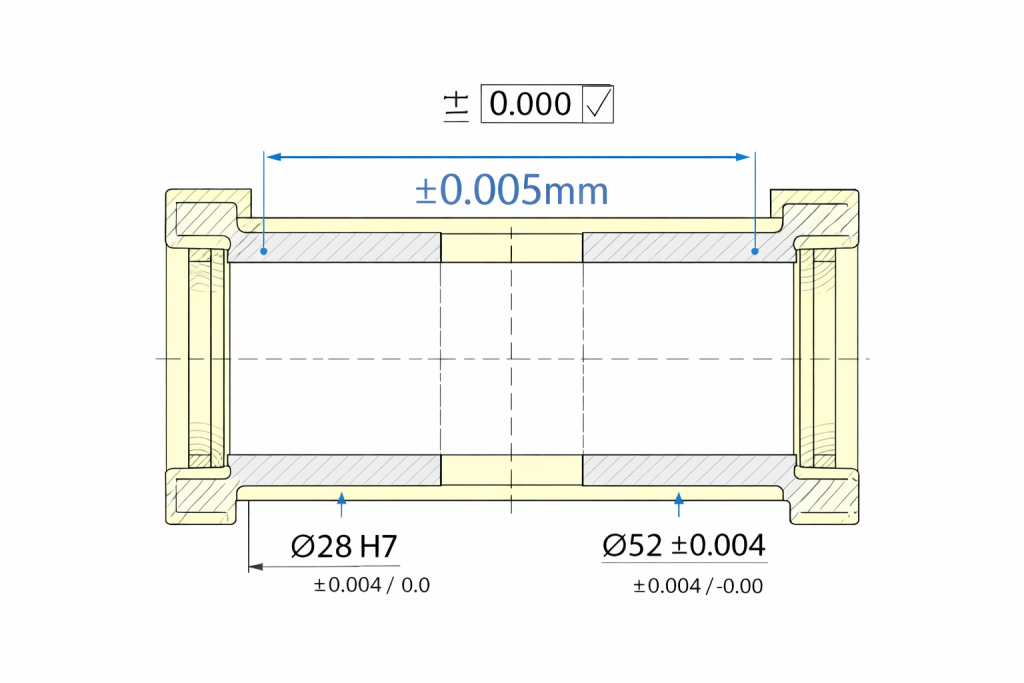
| 軸受穴の許容差 | H7 |
| 同心 | ±0.005mm |
| 表面仕上げ | ラ 0.8 μm |
| バッチの安定性 | 必須 |
以前のサプライヤーはプロトタイプを製造できた, しかし、生産バッチでジオメトリを一貫して維持できませんでした.
薄肉モーターハウジングが故障しやすい理由
多くのショップでは固体ビレットの寸法を保持できます.
薄肉ハウジングは大きく異なります.
一般的な障害ポイントには次のようなものがあります。:
- クランプ中の壁の動き
- 荒加工後の残留応力解放
- アンクランプ後のボアシフト
- 弱い壁部分でのびびり
- フロントとリアのベアリングシート間のアライメントが悪い
これは次のような現実世界の問題につながります。:
- ベアリングノイズ
- ローターの振動
- 組み立て拒否
- 寿命の短縮
- 不安定なモーター性能
許容範囲のガイダンスが必要? 私たちの記事を読んでください CNC アルミニウム トレランス ガイド
通常のプロセスと当社のプロセス
典型的な低管理プロセス
- 重荒加工と仕上げ加工を 1 サイクルで行う
- 標準バイスクランプ
- ストレス安定化時間なし
- クリティカルボアの個別セットアップ
- 加工後の限定検査
結果:
- 楕円形の穴
- 同心度ドリフト
- 壁の歪み
- バッチの一貫性が不安定
迅速かつ効率的な制御プロセス
- まずは荒加工
- ストレス解放の安定化
- カスタムソフトジョープロファイル治具
- ワンセットアップのクリティカルボア仕上げ
- フル次元および CMM 検証
結果:
- 安定したボア形状
- 制御された壁の動き
- 再現可能な同心度
- 実稼働可能な一貫性
当社の機械加工戦略
1. 安定した材料の選択
認定されたものを選択しました 6061-T6アルミニウム 優れた機械加工性と予測可能な寸法挙動を備えています.
6061 コストが高くなることなく、精密ハウジングの最良の選択肢の 1 つとなります。 7075.
2. 粗い + 休む + フィニッシュシーケンス
最初にハウジングを荒加工しました, 最終仕上げの前に安定させます。.
これにより、内部応力によって引き起こされる寸法の移動が減少しました。.
3. カスタムソフトジョー固定具
ハウジングのプロファイルに合わせてカスタムジョーを加工しました.
この圧力が均等に分散され、クランプ中に薄肉領域が保護されます。.
4. ワンセットアップ穴仕上げ加工
軸のアライメントを維持するために、重要なベアリング穴は 1 つの制御されたセットアップで仕上げられました。.
このプロジェクトでは、データム制御と 公差スタックアップ解析 薄肉のモーターハウジングにとって重要です, 特にベアリングボアの場合, シール面, と取り付け穴が連動する必要があります.
5. 仕上げ時の熱に対する意識
アルミニウムは比較的高い熱膨張係数を持っています:
α≈23.1×10−6/K
加工中のわずかな温度変化でも薄肉セクションに影響を与える可能性があります, そのため、仕上げパラメータは慎重に制御されました.
6. CMMの最終検証
すべての主要な寸法と同心度の値は出荷前に検査されています.
ミクロンレベルの加工方法に対応, 私たちのを読んでください アルミ部品の±0.005mmを実現するには ケーススタディ
薄肉モーターハウジング用, 三次元測定機検査 穴の同心性を確認するために不可欠です, 日付の調整, 最終的な組み立て精度.
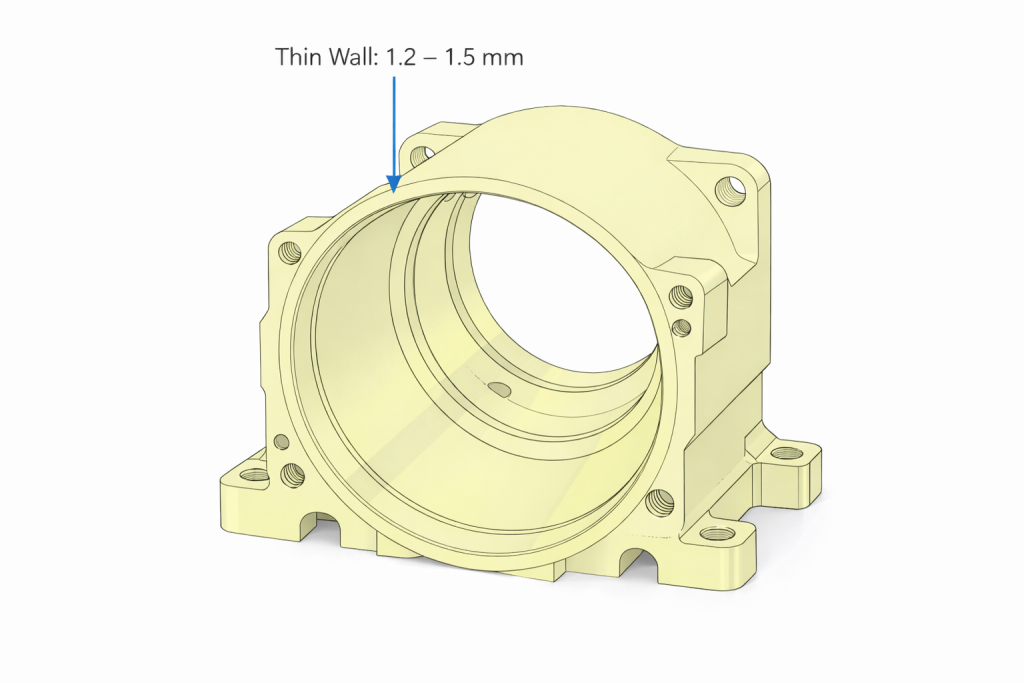
薄壁制御: なぜそれが重要なのか
で 1.2壁厚 –1.5 mm, たとえ小さな切削抵抗や治具の不均衡でもハウジングが歪む可能性があります。.
アンクランプ後はその歪みが部分的に消える場合があります, 検査結果に一貫性がなくなる.
私たちのプロセスは次の点に焦点を当てました:
- バランスの取れたツールパス
- 軽いフィニッシュパス
- 弱いゾーン付近をサポート
- 制御された切断熱
- 対称的な材料除去
これらの手順により再現性が大幅に向上しました.
最終結果
| 特徴 | ターゲット | 達成 |
|---|---|---|
| 肉厚 | 1.2–1.5mm | 合格した |
| ベアリングボア | H7 | 合格した |
| 同心 | ±0.005mm | ±0.004mm |
| 表面仕上げ | ラ 0.8 μm | ラ 0.6 μm |
| バッチの安定性 | 必須 | 合格した |
隠れたコストを購入者が無視することが多い
多くの購入者は単価だけを比較します.
しかし、同心度が低いと、はるかに大きなコストが発生します:
- モーター騒音に関する苦情
- ベアリングの交換
- 最終組み立てに失敗した
- 振動のトラブルシューティング
- 保証請求
- 製品発売の遅れ
最も安い見積もりが最も高価な生産作業になることがよくあります.
価格設定のガイダンスが必要? 私たちの記事を読んでください アルミ加工費の目安
最適なアプリケーション
このタイプの住宅は次のような場合に最適です:
- BLDCモーターハウジング
- サーボモーターハウジング
- ロボット駆動システム
- 精密スピンドルハウジング
- 自動モーションコントロールアセンブリ
エンジニアのメモ
モーターハウジング用, 見た目よりも形状が重要.
きれいな外部仕上げでは、回転システムの位置ずれを補うことはできません。.
ベアリングの穴がずれた場合, モーターはすぐに真実を明らかにします.
よくある質問
モーターハウジングの同心度が重要な理由?
同心度が悪いと振動が発生する, ノイズ, ベアリングの早期摩耗.
薄肉アルミニウムハウジングは確実に機械加工できますか?
はい - 治具設計の場合, 加工シーケンス, 検査管理が適切に管理されていること.
薄肉部品が変形するのはなぜですか?
クランプ力があるので、, 熱を切る, 内部応力により弱い壁部分が移動する可能性があります.
は 6061 モーターハウジングに適しています?
はい. 優れた被削性バランスを実現します。, 強さ, 耐食性, そしてコスト.
モーターハウジングの振動の原因?
一般的な原因には同心度の不良が含まれます, ベアリングのミスアライメント, 不均衡, アセンブリ制御が弱い.
アルミニウム製モーターハウジングはどのくらい薄く加工できますか?
形状と公差の要件によって異なります, しかし 1.2 mmの壁は適切なプロセス制御により達成可能です.
精密なCNCモーターハウジングが必要?
RapidEfficient は、次のようなカスタム ハウジングを供給しています。:
- ロボット工学
- EVシステム
- 自動化装置
- 駆動システム
今すぐあなたの絵を送ってください.
当社のエンジニアが製造可能性をレビューします, 公差の実現可能性, 生産前のコスト削減の機会.





