
The Reality of Spindle Time
精密製造において, 時間は唯一の通貨です. $pm の見積もりの場合 0.005$ mm part feels excessive, the cost isn’t usually driven by the material—it’s driven by the clock. “Over-engineering” is a silent budget killer. If a tool must crawl at a snail’s pace to reach a sharp internal corner or maintain a non-functional tolerance, you are paying for spindle time that adds zero value to your component.
❓ The “Expensive Quote” Breakdown: Technical FAQs
Q: Why is my CNC machining quote so high?
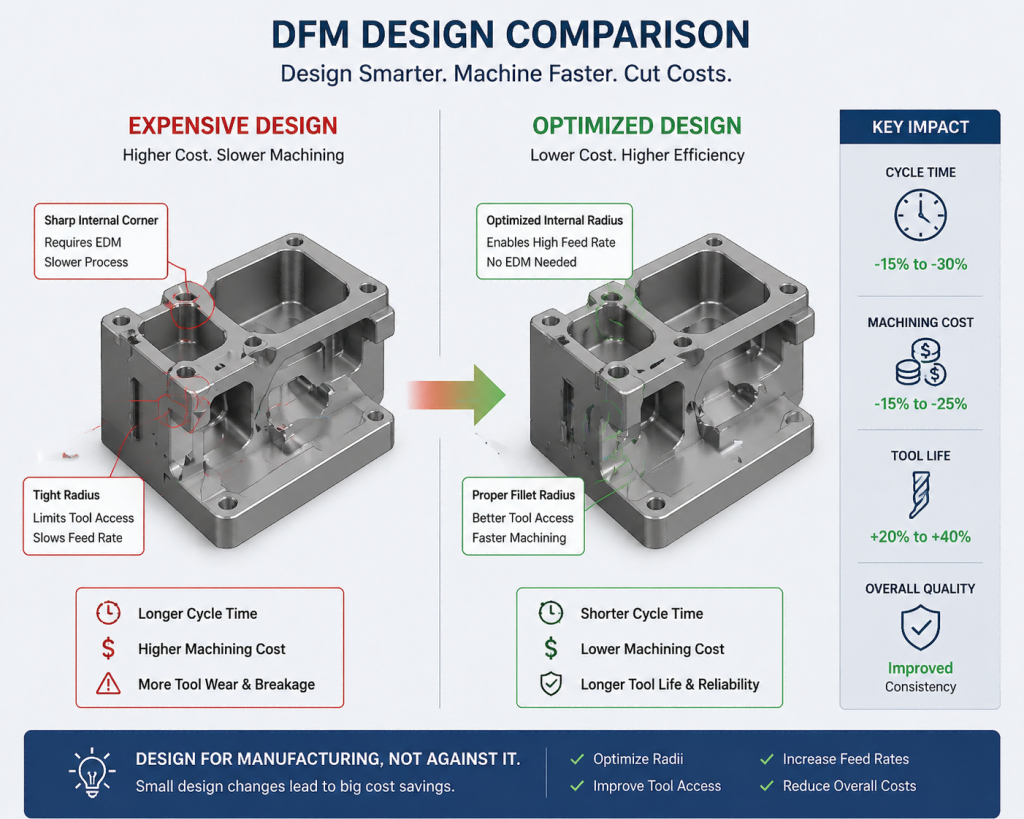
あ: It often comes down to features that fight the laws of physics. Sharp internal 90-degree corners, 例えば, cannot be milled. They require secondary EDM (放電加工), which can double the cost of a feature instantly.
Q: Can I lower the price without switching to a cheaper alloy?
あ: はい. By maximizing the Material Removal Rate (MRR). If your design allows for larger cutters and higher feed rates, the machine time drops, and so does your invoice.
Expert Note: In many cases, switching to a high-machinability alloy like アルミニウム 6061-T6 can reduce costs by 30% compared to stainless steel due to sheer cutting speed.
📊 The Cost-Exponential Curve: DFM Impact Table
We use these benchmarks to help clients understand where their money goes. Notice how tightening a tolerance by half can double the production time:
| 特徴 | The “Over-Engineered” Way | The RapidEfficient Way | Cost Impact |
| Internal Corners | Sharp 90° (Requires EDM) | R > Tool Radius (Milled) | -15% |
| Thread Depth | 5x Diameter | 2.5x Diameter | -5% |
| Hole Geometry | Flat Bottoms (Extra tool change) | 118° Drill Point | -10% |
| 許容範囲 | Global ±0.01mm | Selective ±0.05 mm | -25% |
| 表面仕上げ | ラ 0.4 (Global) | ラ 3.2 (標準) | -15% |
📝 5 Practical Design Adjustments
- Design for Round Tools: CNC cutters are round. A sharp internal corner is a physical impossibility for a mill. Adding a fillet slightly larger than the tool radius allows the cutter to “glide” through corners without stopping. See how we applied this to high-precision 5-Axis Aluminum Housings.
- Thread Depth: The 3x Rule: Most structural strength is achieved within the first 2.5 に 3 スレッド. Anything deeper doesn’t add strength; it only increases the risk of tap breakage and scrap. Refer to our Aluminum Threading Guide for shop-floor standards.
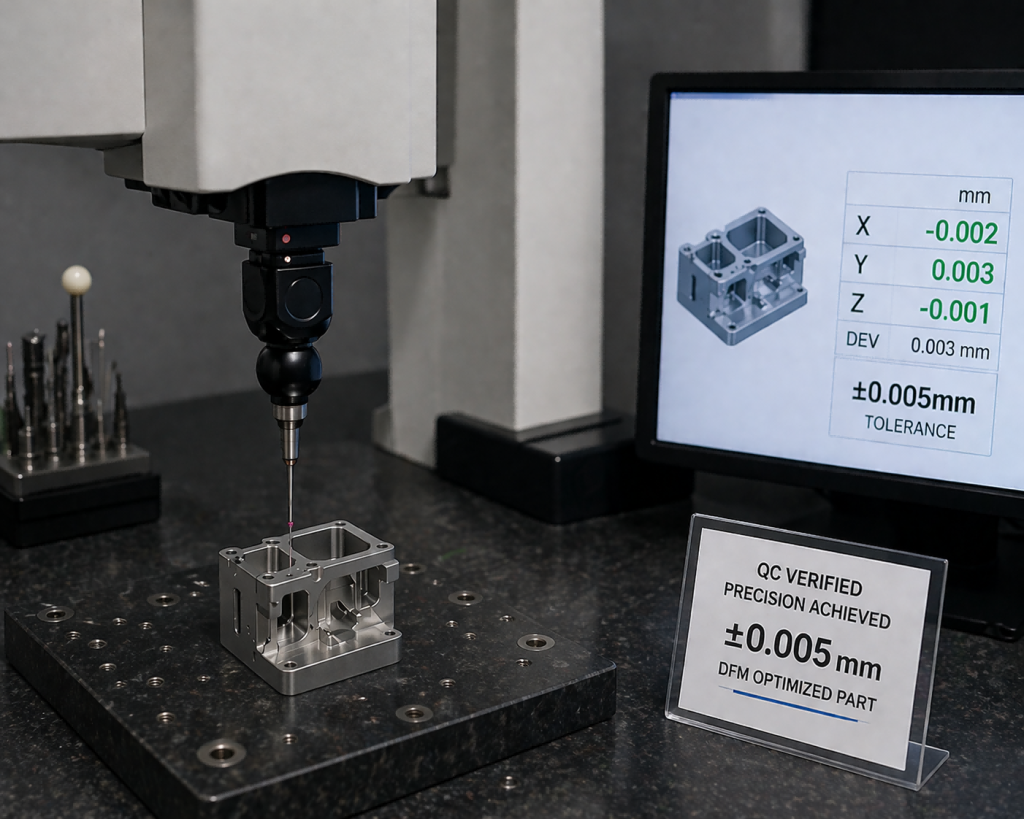
- Tolerancing where it Matters: Don’t pay for micron-level precision on a surface that “touches air.” Save your tightest ±0.005 mm tolerances for mating faces and bearing bores.
- Simplify Hole Bottoms: Whenever possible, use standard drill points. Flat-bottom holes require a secondary end-mill operation, which adds time and cost.
- Rationalize Surface Finishes: An ラ 0.8 finish is essential for seals, but overkill for a bracket. Over-specifying surface finish is a major contributor to high costs. Review our 表面仕上げガイド to match your needs.
🏆 Case Study: From Over-Budget to Optimized
An aerospace client recently provided a housing design with global ±0.01 mm tolerances. By working with their team to relax non-critical dimensions and optimizing radii for our High-Speed Cutting Strategy, we reduced the unit cost from $55 に $43.
- 結果: 22% cost reduction with zero impact on assembly performance.
- リードタイム: Shortened by 3 日.
Engineer’s Final Word
“The most expensive part of a CNC job isn’t the metal; it’s the idle spindle. Every second the machine moves slowly to accommodate an unnecessary design feature is money wasted. We don’t just cut parts; we optimize the path to your final product.”
Ready to Optimize Your Design?
Don’t guess on your production costs. Our engineering team provides a detailed Technical DFM Review for every project. We will identify exactly where your design is driving up the price and how to fix it without sacrificing precision.
[DFM レビューについては、当社のエンジニアリング チームにお問い合わせください。]





