In CNC turning-milling, material selection directly impacts machining efficiency, part accuracy, surface quality, and final performance. Its importance lies in three core dimensions: adapting to the machining process characteristics, ensuring product performance, and controlling production costs. The details are as follows:
1. Adapting to the process characteristics of turning-milling to ensure machining feasibility and efficiency
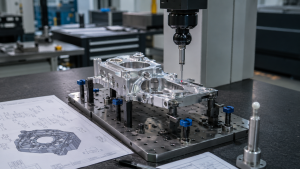
CNC turning-milling combines turning (rotary cutting) with milling (multi-axis machining). This requires specific material cutting and mechanical properties. Improper material selection can lead to machining difficulties, equipment wear, or inefficiency:
- Cutting performance directly impacts machining efficiency and tool life.
In turning-milling, the tool must withstand both the continuous cutting of turning and the intermittent impact of milling. The material’s hardness, toughness, and thermal conductivity determine cutting resistance and tool wear rate:- Low-hardness, high-plasticity materials (such as aluminum alloys and pure copper): Low cutting forces and slow tool wear (suitable for high-speed machining, with speeds of 5,000-10,000 rpm) are also prone to tool sticking (requiring the use of coated tools, such as TiAlN).
- High-hardness, high-strength materials (such as 45 steel and 304 stainless steel): High cutting forces, especially significant impact loads during milling, require wear-resistant tools (such as carbide) and reduced feed rates to prevent tool chipping.
- Highly brittle materials (such as cast iron and ceramics): Chips are easily broken during turning, and the depth of cut must be controlled during milling (≤0.5mm), otherwise the part surface may crack.
- Poor cutting properties (such as high-silicon cast iron): Can shorten tool life by over 50%, and frequent tool changes directly reduce the “process concentration” advantage of turning and milling.
- Material stability affects machining accuracy.
CNC turning and milling require multiple steps to be completed in a single setup. The material’s thermal deformation coefficient and internal stress are key factors:- Materials with high thermal deformation coefficients (such as magnesium alloys and plastics) are prone to deformation during machining due to cutting heat (which is more concentrated during turning and milling), leading to dimensional deviations in subsequent processes (such as bending of long shafts).
- Materials with high internal stress (such as unannealed cold-rolled steel) can cause part deformation (such as flatness deviations) after machining due to the release of internal stress, necessitating prior aging treatment (such as stress relief annealing).
Example: When machining precision gear shafts, if untempered 45 steel (which has high internal stress) is used, dimensional drift of more than 0.01mm may occur within 24 hours after turning and milling, far exceeding the design tolerance.

2. Ensure final part performance and meet application requirements
CNC milling parts are often used in high-precision, high-reliability applications (such as aerospace and automotive core components). The material’s mechanical properties and environmental resistance directly determine whether the product meets these requirements:
- Mechanical properties must match the part’s workload.
- For parts subject to impact loads (such as automotive drive shafts): Choose high-strength alloy steel (such as 40CrNiMo), achieving a hardness of HRC 28-32 after quenching and tempering to ensure impact resistance and fracture resistance.
- For precision parts transmitting torque (such as servo motor shafts): Choose medium-carbon steel (such as 45 steel), achieving a hardness of HRC 55-60 after surface quenching for wear resistance, while maintaining core toughness for torsion resistance.
- For parts requiring lightweighting (such as drone frames): Choose high-strength aluminum alloys (such as 7075-T6), with a strength of over 500 MPa and a density of only 2.8 g/cm³ (3/4 lighter than steel).
- Environmental resistance adapted to the application scenario.
A part’s corrosion resistance, high temperature resistance, and wear resistance must match the application environment:- For humid/corrosive environments (e.g., marine equipment parts): Choose stainless steel (316L, salt spray resistant) or titanium alloy (TC4, seawater resistant).
- For high-temperature environments (e.g., engine parts): Choose high-temperature alloys (e.g., Inconel 718, capable of long-term operation at 650°C).
- For wear and friction environments (e.g., bearing sleeves): Choose bearing steel (GCr15), which achieves a surface hardness of HRC60-62 after quenching and offers excellent wear resistance.
3. Control Production Costs and Balance Performance and Economy
CNC turning and milling equipment is expensive (often 3-5 times the cost of conventional lathes). Material selection must balance performance and cost to avoid overdesign and uncontrolled machining costs.
- Material costs account for a significant portion of the cost, so selection must be tailored to specific needs.
- Prices vary significantly between different materials (for example, titanium alloys are over 10 times more expensive than carbon steel). Selection must be based on the criticality of the part:
- For non-core structural parts (such as brackets and housings): Choose low-cost materials (such as aluminum alloy 6061 and standard carbon steel Q235) that meet basic strength requirements.
- For core functional parts (such as engine turbine shafts): Choose high-performance materials (such as high-temperature alloys) to ensure reliability, even at a higher cost.
- Prices vary significantly between different materials (for example, titanium alloys are over 10 times more expensive than carbon steel). Selection must be based on the criticality of the part:
- Machining costs are linked to material properties.
- Difficult-to-machine materials (such as titanium alloys and ultra-high-strength steel) increase machining time and tool consumption, leading to higher per-piece machining costs.
- Example: When machining the same shaft part, the cutting speed of titanium alloy TC4 is only one-third that of 45 steel, the tool life is only one-fifth, and the per-piece machining cost is two to three times that of 45 steel.
Therefore, while ensuring satisfactory performance, it is preferable to prioritize easy-to-machine materials (such as aluminum alloys and low-carbon steel) to fully utilize the efficiency advantages of turn-milling.