In CNC machining, surface roughness is one of the key indicators of product quality. It not only affects the appearance of the part, but also directly impacts performance, wear resistance, and service life. Understanding the factors that influence surface roughness, and adopting the right techniques to improve it, is essential for manufacturers aiming for high-quality and high-precision production.
Factors Affecting Workpiece Surface Roughness
- Residual Area
The area left behind by the two cutting edges on the machined surface is called the residual area. The larger the residual area, the higher the height and the higher the surface roughness value. - Vibration
The periodic vibration of the tool, workpiece, and lathe components causes periodic undulations on the machined surface, significantly increasing the roughness value. - Built-up Edge
When built-up edge is produced during constant-speed cutting of plastic metals, because it is both regular and unstable, its irregular portions replace the cutting edges, leaving behind irregular cuts of varying depths. Furthermore, some of the broken-off built-up edge migrates into the machined surface, forming hard spots and burrs, increasing the surface roughness value.

Methods to Reduce Workpiece Surface Roughness
If the workpiece surface roughness fails to meet technical requirements during production, the first step is to observe the increase in surface roughness, analyze the causes, identify the primary factors affecting surface roughness, and then propose corresponding solutions. Common phenomena and solutions for increased surface roughness include:
- Increased surface roughness caused by residual area height
Reducing the tool’s primary and secondary rake angles can significantly reduce surface roughness. Alternatively, increasing the tool’s nose radius and reducing the feed rate can significantly reduce surface roughness. - Chip scratching
Chip scratching typically results in irregular, shallow scratches on the workpiece surface. In this case, a turning tool with a negative rake angle should be selected to allow the chips to flow toward the workpiece surface to be machined, and chip breaking or curling should be employed. - Increased surface roughness caused by surface retention (BUE)
Burrs on the workpiece surface are generally caused by built-up edge (BUE). Changing the cutting speed can be used to suppress its formation and growth.- For high-speed steel turning tools, using relatively lower cutting speeds and adding cutting fluid helps suppress BUE.
- For carbide turning tools, increasing cutting speed to avoid the medium speed range (15–30 m/min, prone to BUE) is recommended.
Therefore, minimize the surface roughness of the rake and flank faces, resharpen or replace the tool promptly, and maintain a sharp edge.
- Improving Workpiece Material Properties
Improving workpiece material properties through heat treatment is an effective measure to reduce surface roughness. For example, the more uniform and finer the grain size of the workpiece metal structure, the lower the surface roughness achieved during machining. Therefore, normalizing or tempering the workpiece before machining can effectively reduce surface roughness. - Vibration Increased workpiece surface roughness
The following strategies are needed to address increased workpiece surface roughness caused by vibration:
a. Adjust spindle clearance, improve bearing accuracy, and adjust the large, medium, and small slide stoppers to maintain a clearance of at least 0.04mm.
b. Select appropriate tool geometry, maintain a smooth and sharp cutting edge, and increase tool mounting rigidity.
c. Increase workpiece mounting rigidity. Avoid excessive overhang when clamping the workpiece, and use a center rest when clamping slender shafts.
d. Select a smaller back-cut and feed rate, or reduce the cutting speed. - Select the appropriate tool for the material.
Due to their varying chemical compositions, tools made of different materials exhibit varying blade hardness, roughness retention, molecular affinity between the tool material and the metal being machined, and friction coefficients between the front and rear cutting edges of the tool and the chips and the machined surface. - Choose a more appropriate cutting fluid.
The cooling, lubricating, and cleaning effects of cutting fluid are very beneficial for reducing machined surface roughness. Lubrication is the most direct effect. When the cutting lubricant contains surfactants, such as sulfur and chlorine compounds, the lubrication properties are enhanced, which can reduce the degree of plastic deformation of the metal material in the cutting area, thereby reducing the roughness of the machined surface. - Prevent or reduce process system vibration.
Low-frequency vibration of the process system generally causes surface waviness on the machined surface of the workpiece, but high-frequency vibration of the process system will directly affect the surface roughness of the machined part. To reduce the surface roughness of the machined part, appropriate measures must be taken to prevent high-frequency vibration during the machining process.
The above are the factors that affect the surface roughness of CNC-machined parts and some methods to reduce the surface roughness of CNC-machined parts. I hope you will find it helpful.
About RapidEfficient
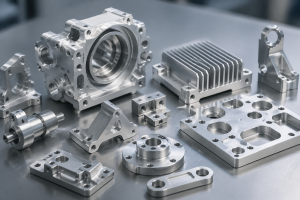
RapidEfficient specializes in high-precision CNC machining with 18 years of experience. Its products cover medical, communications, optics, drones, intelligent robots, automotive, and office automation parts.
The company’s CNC machining centers include four-axis, five-axis, and linkage machine tools, and are equipped with precision projectors, three-coordinate measuring machines, spectrometers, and other precision testing equipment.
- Machining accuracy: up to 0.01 mm
- Testing accuracy: up to 0.001 mm