In the design of handheld 3D instruments, the housing is far more than a simple enclosure—it functions as a critical thermal management component. As device integration increases, internal heat generation from PCBs and sensors becomes a key challenge. Poor machining quality of heat dissipation housings can lead to rapid thermal buildup, performance throttling, and even sensor failure.
At Rapidefficient, with over 20 years of CNC machining experience, we approach heat sink housings from both a manufacturing and engineering perspective. This article shares practical insights from DFM (Design for Manufacturability) to final delivery, helping avoid common pitfalls in precision aluminum housing production.
1. DFM First: Designing Within CNC Machining Limits
A common issue we encounter is designs that prioritize appearance or thermal density without considering machining feasibility.
For example, excessively thin or deep heat sink fins often lead to:
- Tool deflection
- Uneven fin thickness
- Chatter marks
Before production, we always conduct a detailed DFM analysis. One simple but effective recommendation is adding small fillets at the base of fins. This improves structural strength and reduces stress concentration during machining.
For critical features such as sensor mounting holes, tolerances typically reach ±0.005 mm. Achieving this level of precision requires a controlled process rather than relying on post-adjustments.
Using 3+2 axis machining, we complete multi-surface operations in a single setup, reducing cumulative errors and improving consistency.
2. Material Selection: Balancing Thermal and Machining Performance
Material choice is fundamental for heat dissipation housings.
Common options include:
- AL6061-T6
- Stable machining performance
- Good thermal conductivity
- Suitable for most applications
- AL7075-T6
- Higher strength and wear resistance
- Ideal for lightweight, high-end devices
- Better thread durability
However, AL7075 presents challenges in anodizing, such as:
- Color inconsistency
- Material spotting
At Rapidefficient, we address this through:
- Controlled sourcing from verified suppliers
- Pre-production anodizing trials
- Process parameter optimization
For specialized structures, materials such as titanium or nickel alloys may also be used, particularly when thermal isolation or structural strength is required.

3. Thin-Wall Machining: Controlling Deformation
Heat sink housings typically include thin-wall features, often down to 0.5 mm or less.
The main challenge is elastic deformation during cutting:
- Material deflects under cutting force
- Recovers after tool passes
- Leads to dimensional inaccuracies
Our approach includes:
- Separating roughing and finishing processes
- Leaving controlled machining allowance
- Applying stress relief (natural or artificial aging)
During finishing:
- High spindle speed
- Low cutting depth
For complex geometries, 5-axis machining ensures optimal tool angles and minimizes deformation while maintaining surface roughness at Ra 0.8 or better.
4. Vibration Control in Heat Sink Fin Machining
Long, thin fins are prone to vibration during machining, which can cause:
- Surface defects
- Dimensional inconsistency
To address this, we develop custom fixture solutions with temporary support structures that stabilize fins during machining.
Additionally:
- Toolpaths are optimized with smooth spiral entry
- Cutting forces are distributed evenly
- Process parameters are tuned based on simulation and experience
This allows us to maintain fin thickness consistency within 0.01 mm, improving both thermal performance and visual quality.
5. Surface Treatment: More Than Appearance
For heat dissipation housings, surface treatment directly affects thermal radiation.
In anodizing:
- Recommended thickness: 10–15 μm
- Too thick → increased thermal resistance
- Too thin → reduced wear resistance
We incorporate anodizing allowance into machining from the beginning, ensuring dimensional accuracy after finishing.
To protect surface quality:
- Parts are individually packed after machining
- In-process inspections are conducted regularly
- Handling damage is minimized
6. Process Optimization for Cost Efficiency
Cost-performance is not about the lowest price, but about reducing waste and improving efficiency.
Through DFM optimization, we often help clients:
- Replace sharp internal corners with radii
- Eliminate unnecessary manual finishing
- Achieve “machined-to-finish” parts
This reduces:
- Manual labor cost
- Rework rate
- Lead time
Under the same precision requirements, our optimized processes typically improve machining efficiency by around 15%.
7. Lead Time and Production Capability
For overseas clients, stable and realistic delivery timelines are critical.
At Rapidefficient:
- Prototype lead time: typically 3–7 days depending on complexity
- Small batch production: flexible scheduling
- Mass production: stable yield and repeatability
Our focus is on reliable delivery, not unrealistic speed claims.
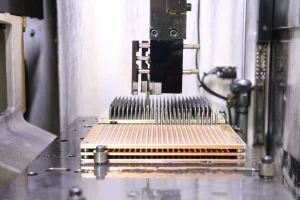
8. Case Study: 7075 Heat Sink Housing for 3D Scanner
A recent project involved a handheld 3D scanner housing with:
- Over 30 deep, narrow fins
- Wall thickness of 0.6 mm
- Black anodized finish requirement
Challenges included:
- Fin cracking during machining
- White spots after anodizing
Our solution:
- Upgraded raw material quality
- Optimized toolpath with 3D spiral strategy
- Adjusted anodizing parameters specifically for 7075
Result:
- Functional prototypes delivered within 3 days
- Stable mass production with high yield
- Consistent surface quality

FAQ
How to prevent deformation in ultra-thin fins?
Use roughing + finishing separation, combined with optimized toolpaths and vibration-reducing fixtures.
How to avoid anodizing defects in 7075 aluminum?
Control material sourcing, validate with trial anodizing, and optimize bath parameters.
Why choose Rapidefficient for CNC heat sink housings?
We combine DFM-driven engineering, stable machining processes, and consistent quality control to reduce overall project risk and cost.