
CNC Machining Design Guide
This guide will help you prepare for CNC machined part manufacturing.
Design for Manufacturing (DFM) ensures that the components you design can be manufactured, This is crucial for outsourcing. It helps reduce revisions and turnaround.
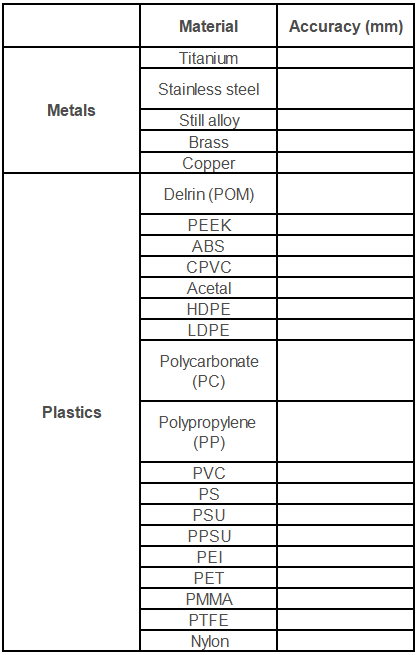
Material selection: Rapidefficient offers a large selection of materials for CNC machining:
– Assemble
– riveting
– powder coating
– polishing
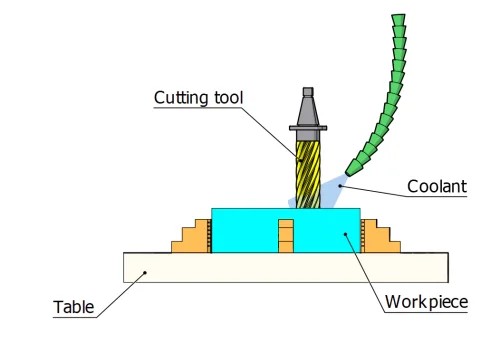
CNC milling (computer numerical control milling) is the process of removing material from a workpiece using rotating tools.
How do I choose a process that is more convenient for my product?
When the desired shape is cylindrical or conical, Turning using CNC, And when the desired shape is a plane, Milling using CNC.
Select material: Material selection is critical to product functionality and appearance. Hard materials such as titanium are harder, But manufacturing takes longer than soft materials, But the processing cost will be higher.
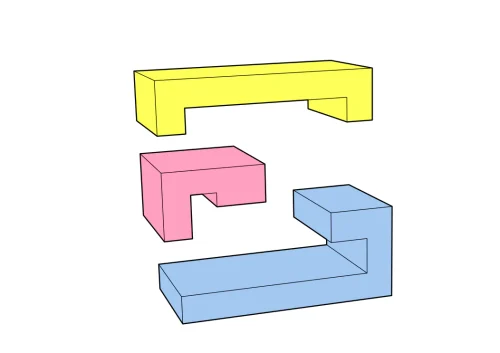
shape: except material, The shape of the part also affects project cost. Complex shapes are more difficult to produce than primitive shapes.
A good solution is to separate parts with complex shapes into several parts. If complex cavities must be used, Wire EDM may be best for all cavities, And EDM can form all cavities, Just like in the molding cavity.
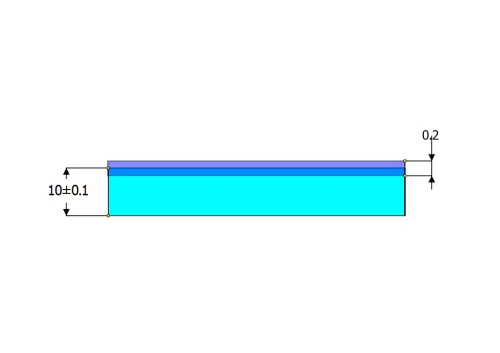
Accuracy: Manufacturing and design deviations. The manufactured part cannot be identical to the 3D model. Designer must add tolerance for acceptance, tolerance interval.
For example, The thickness of a plate is 10 mm, called nominal size. Adding a tolerance interval of ±0.1 mm to the nominal dimensions means that thicknesses range from 9.9 arrive 10.1 Any part in mm is considered acceptable.
Tight tolerances impact part cost, And larger tolerances may affect its functionality.
A good practice is to analyze the part for clearance and interference to determine the necessary tolerances, For non-functional features, Applying larger tolerances can reduce costs.
For example, In the tolerance system “ISO2768mk”, 5Tolerance of linear dimensions in mm is ±0.1mm, Belongs to medium level. The coarser tolerance is ±0.05mm, The maximum tolerance is ±0.3mm.
Our engineers can analyze your product and recommend the most cost-effective geometric and dimensional tolerances according to ISO and ASME standards (GD&T).
Maximum size: We can manufacture parts in the largest sizes:
To ensure that the parts you design can be manufactured, You must follow best practices to improve manufacturability and achieve high-quality products.
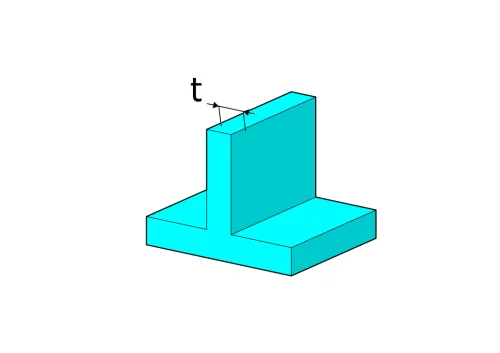
Wall thickness: The wall thickness of metal parts should be less than 0.5 mm, The wall thickness of plastic parts should be less than 1 mm. If thin walls must be used, Sheet metal may be a better choice.
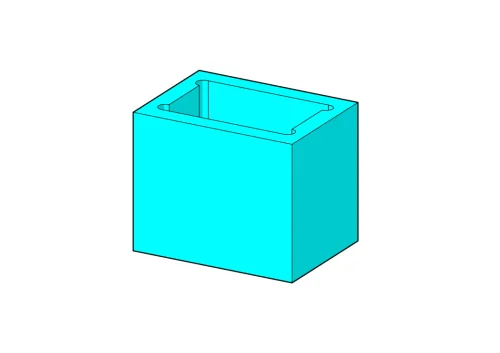
Cavity: The cavity is created by removing material from the original part. Due to the length of the tool, The depth of the cavity is limited to four times its width. Deep cavities impact part cost, Because they take more time to manufacture and require special tools.
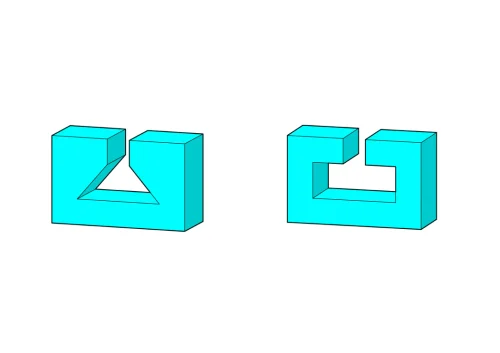
direction: A square corner is the intersection of three edges in the cavity. CNC machining cannot produce square corners. The solution is to add fillets to the edges, As shown below. The recommended radius should be the cavity depth 1/3 or larger.
If you can’t add rounded corners, You can use EDM processing.
Another recommended solution is to add dog bone corners, As shown below:
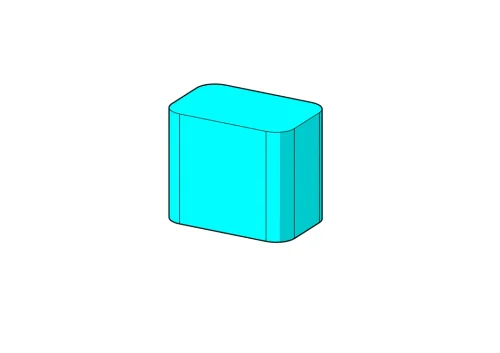
Corner: Adding fillets to exterior vertical edges reduces stress build-up, Assembling is safer, more beautiful.
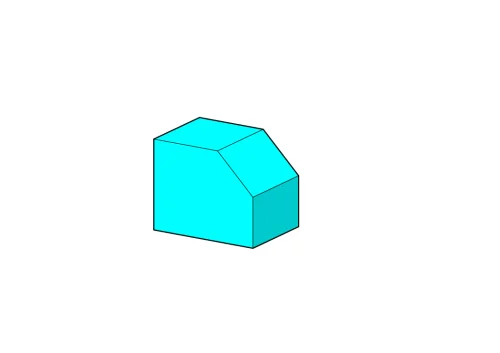
Chamfer: Add chamfers to help assemble parts and break up sharp edges. Avoid adding chamfers to all sharp edges. In Rapidefficient, unless otherwise stated, Otherwise we will break all the sharp edges.
Undercut: An undercut is a cavity that is generally inaccessible, special tools required, higher cost. We recommend dividing the part into several parts for easier processing.
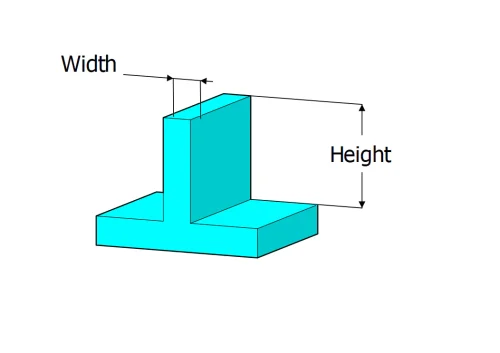
Feature height: It is recommended that the height of a feature be four times its width.
3D profile: 3D contours are machined according to the 3D model definition. it is a complex shape, Requires time to program and process, thus increasing the cost of parts. if possible, We recommend using simple shapes.
hole: different from cavity, The hole depth can be up to its nominal diameter 30 times.
The standard diameter range of the hole is 1 mm to 38 mm. 0.05 to 1 mm holes are feasible, But the cost of parts will increase.
Thread: We offer tapping from #0-80 (ANSI) and M2 (ISO). Recommended thread depth is three times the nominal diameter.