
Заключение первое
Да, ±0.005mm tolerance in aluminum parts is achievable—but only through a controlled engineering process.
Many suppliers can hit tolerance on one sample. Far fewer can maintain it across real production batches.
If your current supplier struggles with bearing fit, концентричность, плоскостность, or repeatability, the problem is usually not the machine alone—it is the process behind it.
В RapidEfficient, we manufacture precision aluminum components with verified tolerances down to ±0,005 мм, supported by fixture engineering, контроль температуры, staged machining, tool compensation, and full CMM verification.
Capability means nothing without repeatability. Before tight-tolerance machining, choosing the right alloy matters. Прочтите наш 5052 против 6061 Aluminum Guide
Why ±0.005mm Is Difficult in Aluminum
Aluminum is lightweight and highly machinable, but difficult at micron-level tolerances.
Ключевые проблемы
| Factor | Real Production Risk |
|---|---|
| Тепловое расширение | Size drift during machining |
| Soft Material | Clamping distortion |
| Residual Stress | Shape movement after roughing |
| Износ инструмента | Gradual bore drift |
| Poor Inspection | Good sample unstable batches |
Aluminum expansion coefficient is approximately 23.1 × 10⁻⁶ /K.
Even small temperature changes can affect 5-micron tolerances.
Material hardness and machinability also influence tolerance stability. See our Aluminum vs Stainless Steel Machining Comparison
Real Customer Problem We Solved
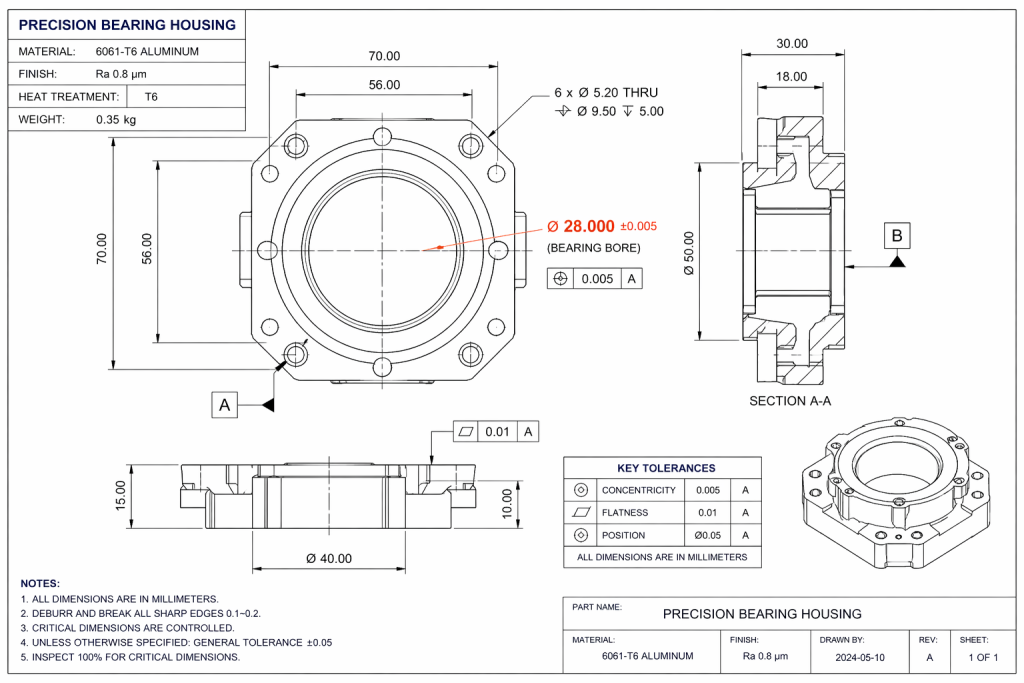
A motion-control customer required a precision aluminum bearing housing with:
| Особенность | Требование |
|---|---|
| Материал | 6061-Т6 |
| Bearing Bore | Ø28.000 ±0.005mm |
| Концентричность | ≤0.005mm |
| Плоскостность | ≤0.01mm |
| Поверхностная обработка | Ра 0.8 мкм |
Their previous supplier delivered acceptable first samples—but failed during batch production.
Assembly downtime cost more than machining price differences.
How We Achieved Stable Production Precision
1. Material Stability First
We selected certified 6061-T6 stress-relieved stock.
Low-quality material often moves after roughing, even when machining appears correct.
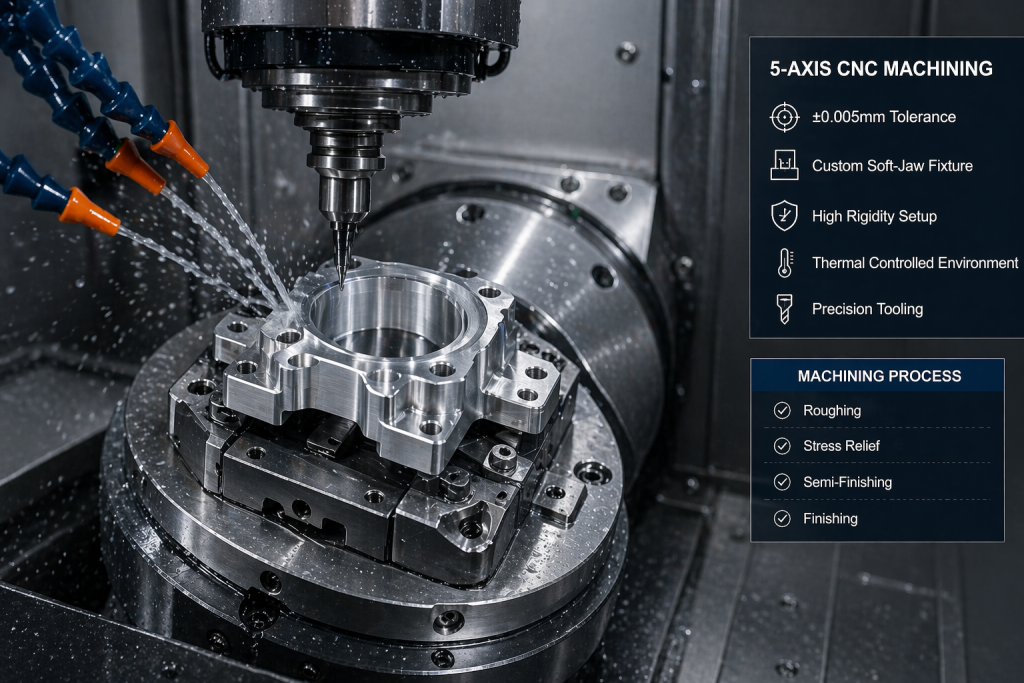
2. Грубый + Rest + Finish Strategy
Шаг 1: Черновая обработка
Шаг 2: Controlled rest period
Шаг 3: Semi-finish machining
Шаг 4: Final finish pass
This releases stress before final sizing.
3. Custom Soft-Jaw Fixturing
Soft jaws were machined to match the part profile and spread load evenly.
This reduced:
- Bore ovality
- Сдвиг исходной точки
- Wall distortion
- Inconsistent repeatability
4. Temperature-Controlled Production
Critical parts were machined and measured in a controlled environment.
For ±0.005mm projects, we recommend ±1°C workshop stability whenever possible.
Thermal behavior can affect dimensional drift. Learn more in our Best Aluminum for Heat Dissipation Guide
5. Tool Life Compensation
Finish tools were tracked by cycle count and replaced before drift affected final size.
6. Full CMM Verification
All critical features were inspected before shipment using professional CMM systems.
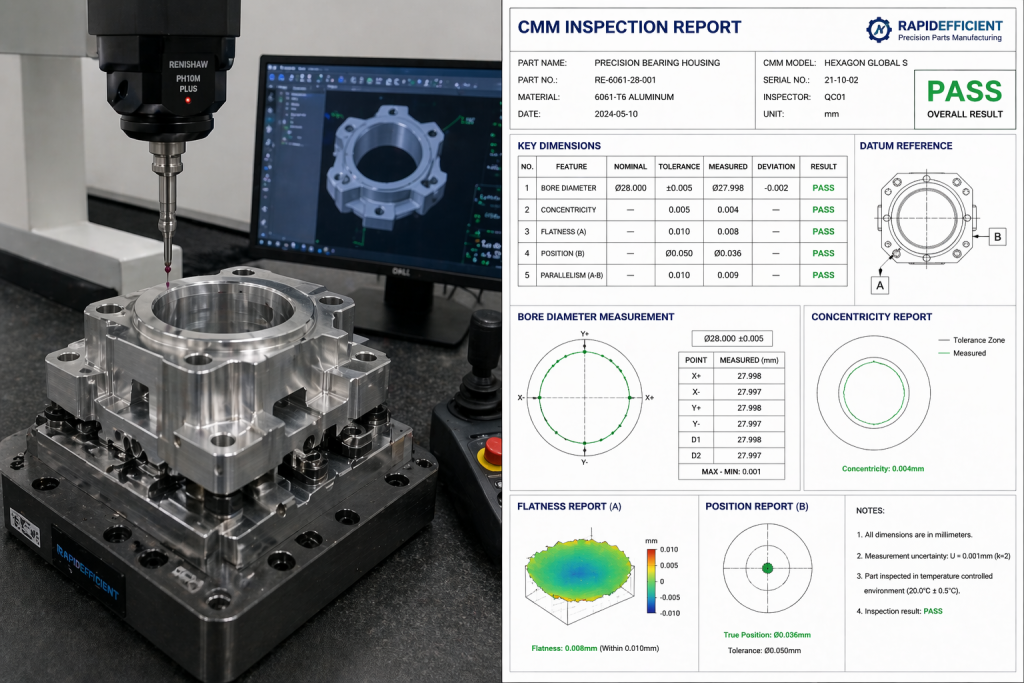
Final Verified Results
| Особенность | Необходимый | Achieved |
|---|---|---|
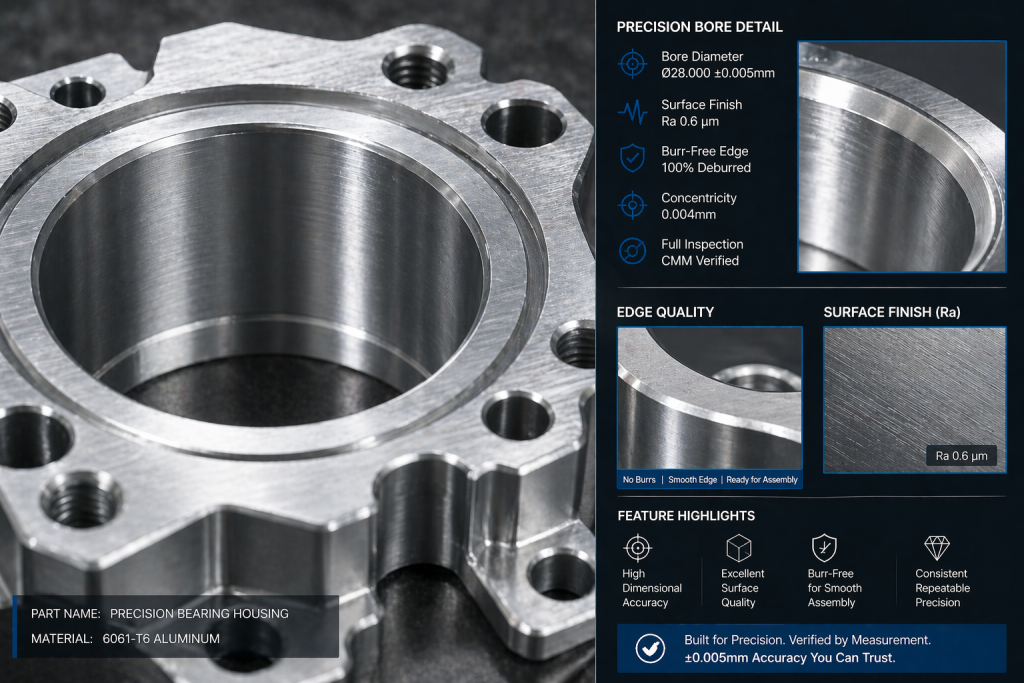
| Bore Size | ±0,005 мм | ±0.003mm |
| Концентричность | ≤0.005mm | 0.004мм |
| Плоскостность | ≤0.01mm | 0.008мм |
| Поверхностная обработка | Ра 0.8 | Ра 0.6 |
Results remained stable across repeated batches.
Need similar micron-level components? Send us your drawing for an engineering review within 12 часы
Why Buyers Change Suppliers
Many precision projects fail because suppliers:
- Quote tight tolerances without process planning
- Rely on machine brand instead of process discipline
- Inspect first article only
- Ignore heat drift and tool wear
- Cannot scale precision into production
The cheapest quote often becomes the most expensive project.
Примечание инженера
For precision assemblies, repeatability matters more than one perfect sample.
A supplier who can hold tolerance on 100 parts is more valuable than one who can hold it on 1 part.
Is ±0.005mm Right for Your Project?
| Приложение | Recommended Tolerance |
|---|---|
| Cosmetic housings | ±0,05 мм |
| General brackets | ±0.02mm |
| Mechanical fits | ±0.01mm |
| Подшипники / Optics / Servo Motion | ±0,005 мм |
Not every part needs micron tolerance.
But when it does, failure costs rise fast.
Related Precision Guides
- 5052 против 6061 Aluminum for CNC Parts
- Лучший алюминий для рассеивания тепла
- Aluminum Cost Guide
- Руководство по допускам алюминия с ЧПУ
Часто задаваемые вопросы
Can aluminum really hold ±0.005mm?
Yes—with proper fixturing, thermal control, tooling strategy, и осмотр.
Which alloy is best?
Usually 6061-Т6 for balance of machinability and stability.
Is this expensive?
Higher than standard machining, but usually cheaper than assembly failures, downtime, or rejected batches.
Can this be repeated in production?
Да. That is where real engineering systems matter.
Need a Supplier That Can Actually Hold ±0.005mm?
If your project requires real batch repeatability, not just a lucky first sample, we can help.
RapidEfficient supplies precision CNC aluminum parts for motion systems, robotics, оптика, semiconductor equipment, and demanding industrial assemblies.
Send us your drawing today for quotation, обзор толерантности, and manufacturability feedback.





