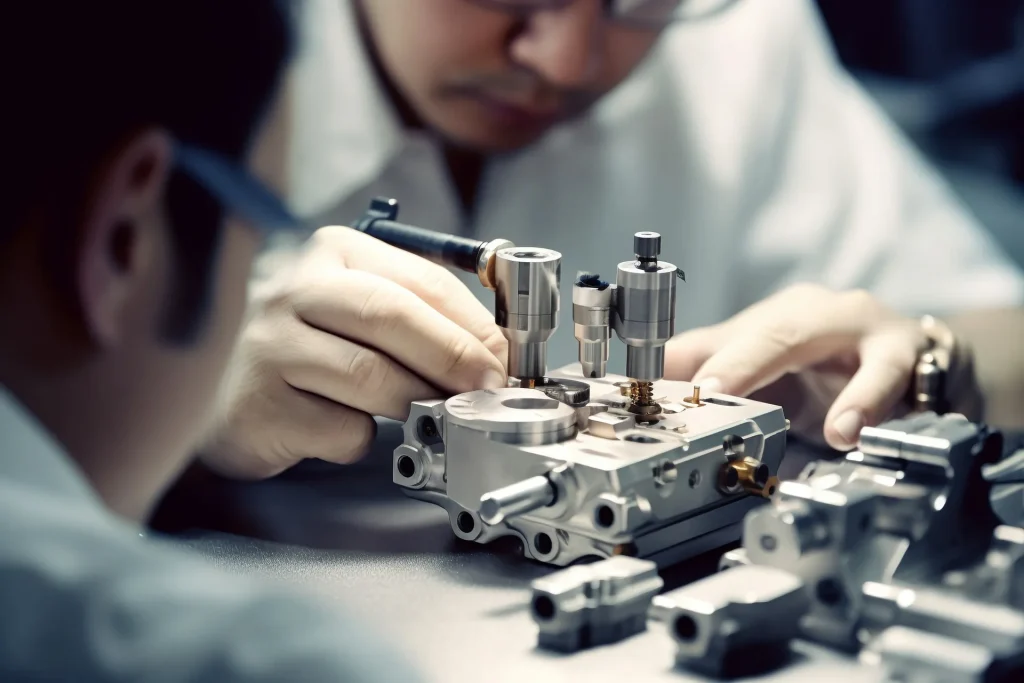
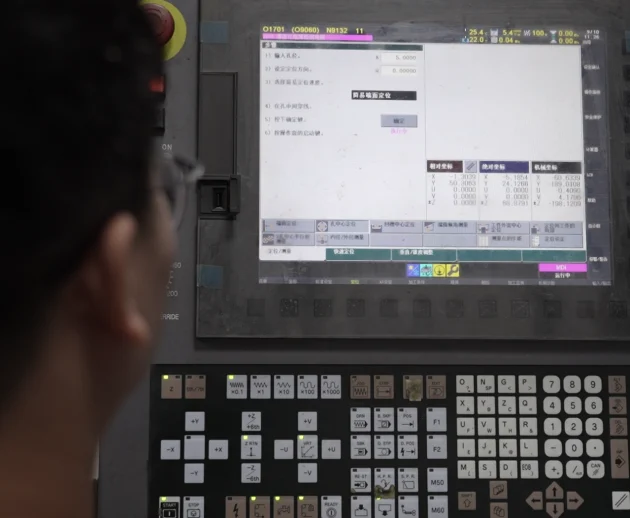
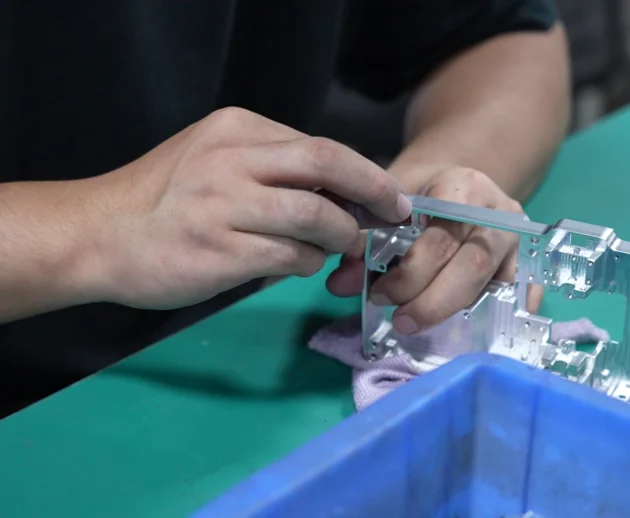
寻找快速原型制作和定制零件的理想供应商? 我们保证, 无论是内部生产还是通过我们选定的制造合作伙伴生产, 您的原型和最终使用零件将享有一致的质量. 超过 100 金属和塑料材料, 50多种表面处理选项 获取零件的即时报价 1 到 1,000 交货时间短至 3 工作日. 我们提供CNC铝件加工服务 确保您的零件准确 满足您的高标准 我们的订购流程 了解我们的订购流程 01 获取即时报价 转换PDF, 计算机辅助设计(DWG, DXF) 文件格式 2D 或 STP, IGS, 3XT 文件格式的 D 设计附在我们的报价页面上, 你将会以最快的速度 6 数小时内获得报价反馈. 02 确认规格 我们将分析您的设计并与您确认公差, 材料, 零件表面光洁度, 价格, 交货期及其他规格. 03 零件生产 我们自己的制造设施将使您的设计变为现实, 您的设计在交付前将经过严格的质量检查. 04 收件地址 只需等待您的送货. 如果你愿意的话, 我们会定期向您发送包装和发货流程, 我们随时欢迎您提出问题. 获取报价 为什么选择Rapidefficient 我们严格执行ISO质量标准, 并已获得ISO 9001: 2015 认证。这意味着我们的生产线采用先进技术, 确保制造精度和准确度. 拥有内部先进的测量和检测设备, 我们可以验证所有材料和零件是否符合您的规格. 强R&D 能力 除了Rapidefficient自己的R&D 能力, Rapidefficient可以联合数百名顶级电子研发人员&D公司, 软件开发, 材料科学, 中国各地工业设计供应商, 日本和亚洲其他地区. 打造供应链弹性 与 Rapidefficient 有效合作,降低供应风险连锁反应, 不可预见的障碍, 价格波动和质量隐患, 从而增强公司对其外包和供应链系统的适应性. 工作中的创造力 除了做一家科技赋能的数字化创新企业, 我们还开发了创新的R&D 工具, 测试装置, 当然还有软件产品, 例如智能设计, 高度便捷且创新的移动 CAD 应用程序. 工程和设计服务 Rapidefficient 可以将您的想法转化为可实现的最佳模型 “现实”. 立即获取您的下一个工程服务需求. 关于Rapidefficient 你的创造力非常有价值, 我们也重视我们产品的卓越品质. 将您的想法转化为实际产品是一项挑战. 您必须选择一家能够快速、专业地执行制造任务的原型制作公司. 这就是rapidefficient展现其实力的时候. 我们是一家总部位于中国的公司, 有西方背景, 我们的产品严格遵守西方关键公差标准, 确立我们在快速原型制作和小批量生产方面的领导地位. 我们的客户群包括比亚迪, 富士康, 华为, 特斯拉, 宝马, 理想的, 欧洲和北美顶尖公司. 应用领域 更多案例 航空航天领域 航空航天领域 更多 自动化和机器人 自动化和机器人 更多 医疗设备 医疗器械 更多 消费品 消费品 更多 立即将您的产品投入加工 所有信息和上传的文件都是安全且私密的. 获取报价 快速从计划转向生产 无论您需要数十个零件还是数万个零件作为最终用途生产零件, CNC加工服务是一种理想的制造工艺. 以下是RapidEfficient提供的定制CNC服务. 高效制造 通过Rapidefficient, 您可以在短时间内完成产品制造, 以便能够快速进入市场. 高效制造 即时流程反馈 优质 交货快捷 量产 高效的模具制造是一种经济有效的方法, 能够弥合样品生产和批量生产之间的差距. 快速让您的产品占领市场. 控制成本 高品质标准 交货快捷 投资前测试市场 定制生产 对于定制项目, 我们的专业团队将帮助您在质量和效率方面实现最好的产品. 高级工艺优化工程师 专职项目经理与您的日程同步工作 第一批测试 始终确保始终如一的质量 将我们视为您在中国的工作室. Rapidefficiet 在中国开展业务, 快速交付, 高质量, 按需制造解决方案. 我们是唯一一家将内部工厂与经过严格审查的全球网络相结合的供应商,为客户提供真正的全方位制造——带来精准, 速度, 和可扩展性集中在一个屋檐下. 作为领先的制造中心, 我们提供全球运输服务,最快 5 至 10 天内送达北美和欧洲. 以经验丰富的项目工程师和快速响应能力为后盾, 我们确保每个时区的无缝协作和顺利生产. 获取报价 常见问题及解决方案 加工尺寸偏差问题 问题表现:实际加工尺寸与设计尺寸存在差异, 可能太大或太小.原因:刀具磨损: 工具长时间使用后会磨损, 引起加工尺寸变化.编程错误: 程序中的值, 刀具补偿等设置不正确.机床精度降低: 机床导轨, 螺丝等零件磨损或松动, 影响加工精度.材料变形: 加工过程中, 材料可能会受到压力, 热胀冷缩引起的变形, 等.解决方案:定期检查刀具磨损情况, 及时更换磨损的工具.仔细检查编程代码, 确定坐标值, 刀具补偿等设置正确.对机床进行定期维护和保养, 检查和调整机床精度.对于易变形材料, 可以使用适当的夹具和加工技术, 减少材料变形. 表面粗糙度问题 问题表现:加工表面粗糙, 生涩, 表面质量不令人满意.原因:工具选择不当: 刀刃不锋利, 刀尖半径太大, 等.切削参数不合理: 切割速度, 进给速度, 切削深度等参数设置不当.机床振动: 机床主轴, 导轨等部件有振动, 影响加工表面质量.冷却液问题: 冷却液不足或质量差, 无法有效冷却和润滑切削刀具.解决方案:选择正确的工具, 确保刀的刀刃锋利, 刀尖半径合适.根据加工材料及工艺要求, 正确设置切削参数.检查机床振动源, 采取适当措施消除振动, 如调整机床水平, 紧固零件, 等.确保有足够的冷却液, 并选择质量好的冷却液, 改善冷却和润滑效果. 刀具破损问题 问题表现:加工过程中刀具突然折断, 影响加工进度和质量.原因:切削力太大: 切削参数设置不当, 由于刀具选择不合理等原因导致切削力过大, 超过工具的承载能力.工具安装不当: 工具安装不牢固, 刀具伸出长度太长, 等.材料硬度太高: 被加工材料的硬度超过刀具的硬度, 导致刀具磨损过快甚至断裂.机床故障: 机床主轴, 供料系统, 等. 故障, 因受力不均匀导致工具断裂.解决方案:正确设置切削参数, 选择正确的工具, 减少切削力.正确安装工具, 确保工具安装牢固, 刀具伸出长度合适.加工前了解材料的硬度, 选择硬度较高的刀具或采用合适的加工工艺.定期检查机床运行状态, 及时排除机床问题. 处理效率低的问题 问题表现: 处理时间太长, 生产效率低, 无法满足生产需要. 原因: 切削参数不合理: 切割速度, 进给速度太低, 切削深度太小, 等.工具选择不当: 刀具切削性能不好, 无法快速有效地去除材料.编程不合理: 程序中路径规划不合理, 导致加工过程中出现空刀道, 重复刀通过, 等.机器性能不足: 机床主轴转速, 进给速度等性能参数不能满足加工要求. 解决方案: 根据加工材料及工艺要求, 正确设置切削参数, 提高切削速度和进给率, 增加切削深度.选择切削性能好的刀具, 提高加工效率.优化编程代码, 合理规划加工路径, 减少空传和重复传球.如果机床性能不足, 可以考虑升级机床或者使用多台机床协同加工,提高生产效率.