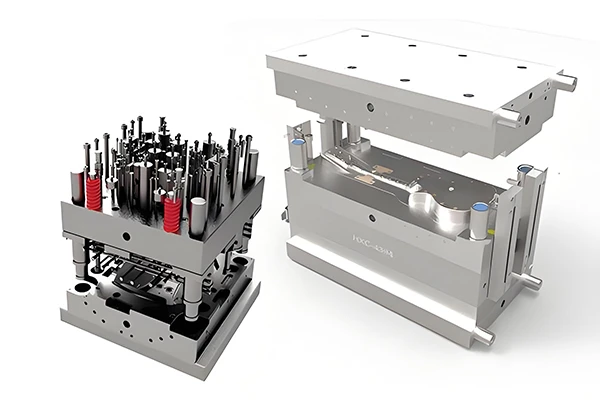
Injection mold tooling refers to the custom mold system used to produce repeatable plastic parts through injection molding. The mold defines the shape, surface details, assembly features, and many of the dimensional characteristics of the finished component.
A reliable injection mold is not simply a cavity cut into metal. Its structure must be planned according to the plastic part design, resin behavior, expected production quantity, 外观要求, 装配需求, and long-term manufacturing goals.
Key elements of an injection mold may include:
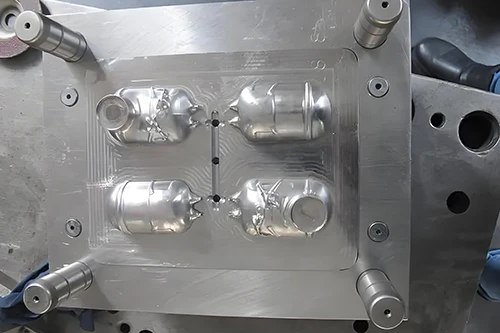
1. Core and Cavity
The core and cavity form the main geometry of the plastic part. Their design affects dimensions, 壁厚, 表面质量, 释放条件, and the repeatability of the molded component.
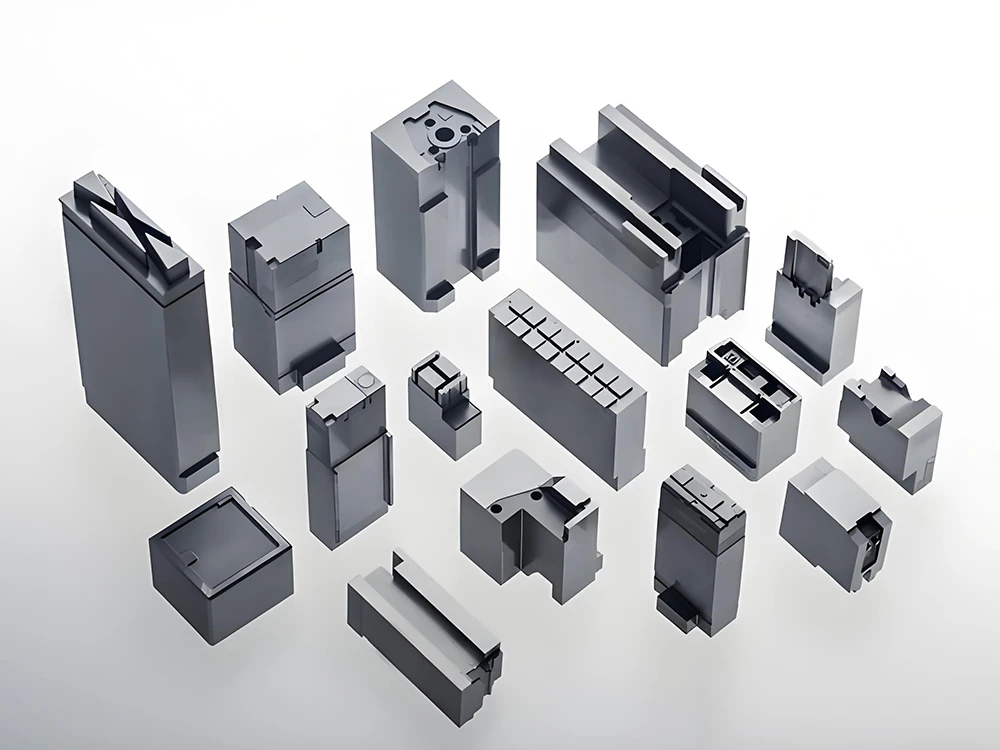
2. Parting Line, Sliders, Lifters, and Inserts
The parting line determines how the mold opens and where visible seams may appear. Side actions, 滑块, lifters, and inserts may be required for undercuts, 孔, clips, 线程, or complex assembly features.
3. Runner and Gate Design
The runner and gate system controls how molten resin flows into the mold cavity. Gate type and location can affect filling behavior, 焊接线, sink marks, visible gate marks, 表面外观, 和尺寸稳定性.
4. Cooling and Ejection Systems
Cooling channels help control cycle time, 收缩, and warpage. The ejection system must release the molded part without damaging cosmetic surfaces, 薄壁, 肋骨, 老板们, or other critical features.
5. Mold Material and Tooling Strategy
The tooling route should match the expected production volume, resin type, mold life, cavity strategy, 表面要求, 和预算. A prototype-oriented mold and a repeat-production mold may require different structures and material choices.
Before mold manufacturing begins, Rapid Efficient reviews the 3D model, 绘画, resin requirements, 预期数量, 壁厚, 草稿角, 底切, 装饰表面, and assembly relationships.
After the mold is completed, T1 samples are reviewed for dimensions, 外貌, 合身, molding stability, and production readiness. Where necessary, the mold can be adjusted before repeat production begins.
Explore our injection molding services
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}