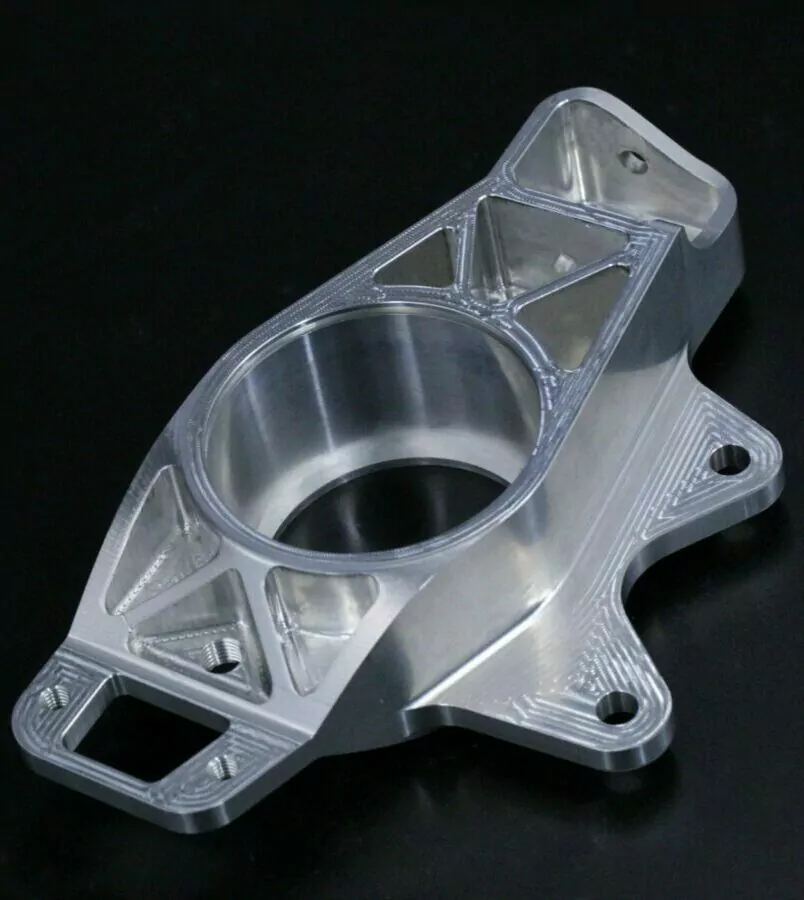
(1) 残余应力和尺寸稳定性
当材料被去除时,铝坯料可以释放残余应力. 大口袋, 薄壁外壳, 盘子, 框架, 对平整度敏感的零件在加工过程中或松开后可能会变形.
更稳定的途径可能包括物质条件审查, 分级粗加工, 平衡材料去除, 控制夹紧压力, 半精加工, 最终精加工遍数, 以及松开后的检查.
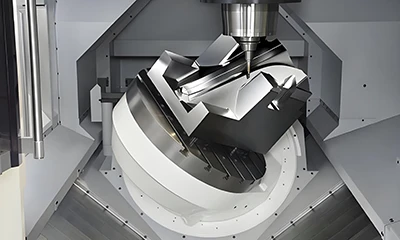
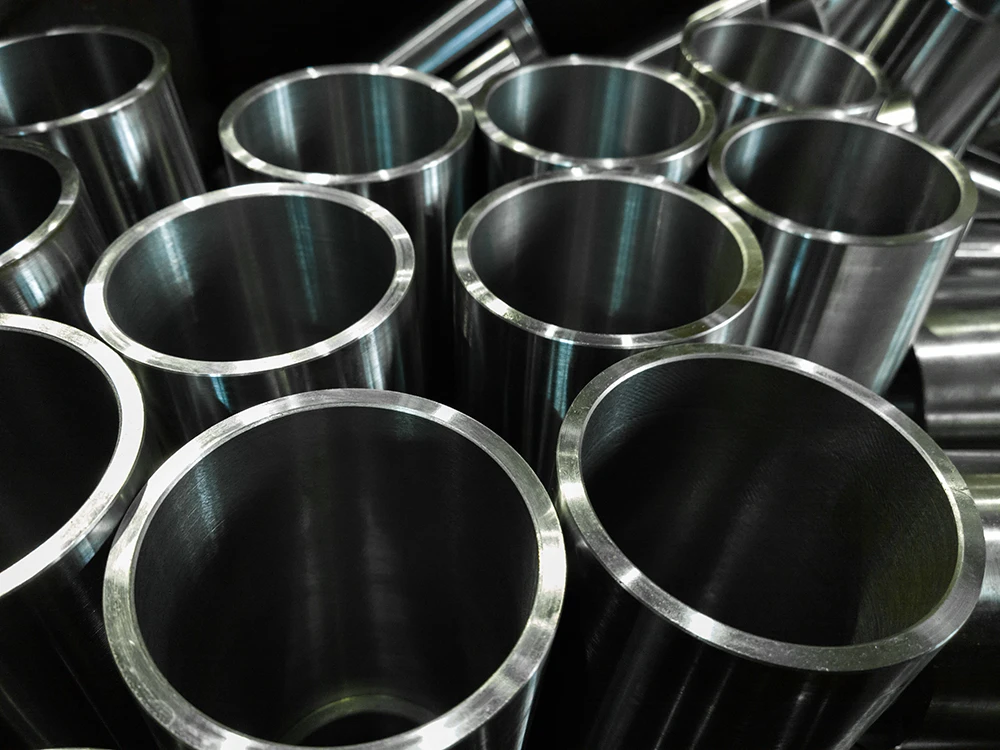
(2) 薄壁, 深腔, 和工具访问
薄壁, 高肋骨, 窄槽, 深空腔会增加振动, 刀具偏转, 排屑困难, 和表面光洁度风险.
应根据壁厚审查加工路线, 无支撑高度, 腔体深度, 内半径, 工具范围, 基准稳定性, 和检查访问.
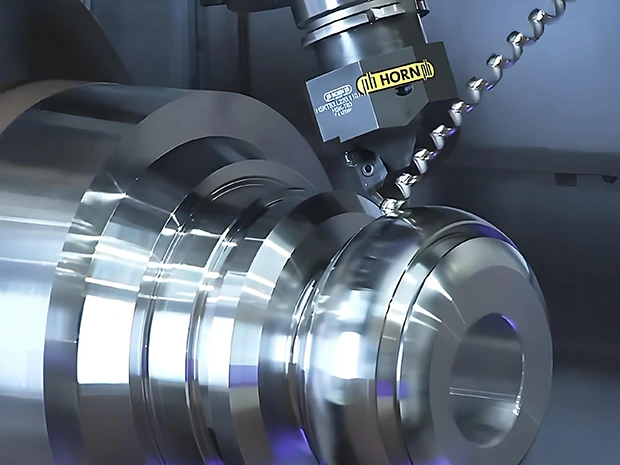
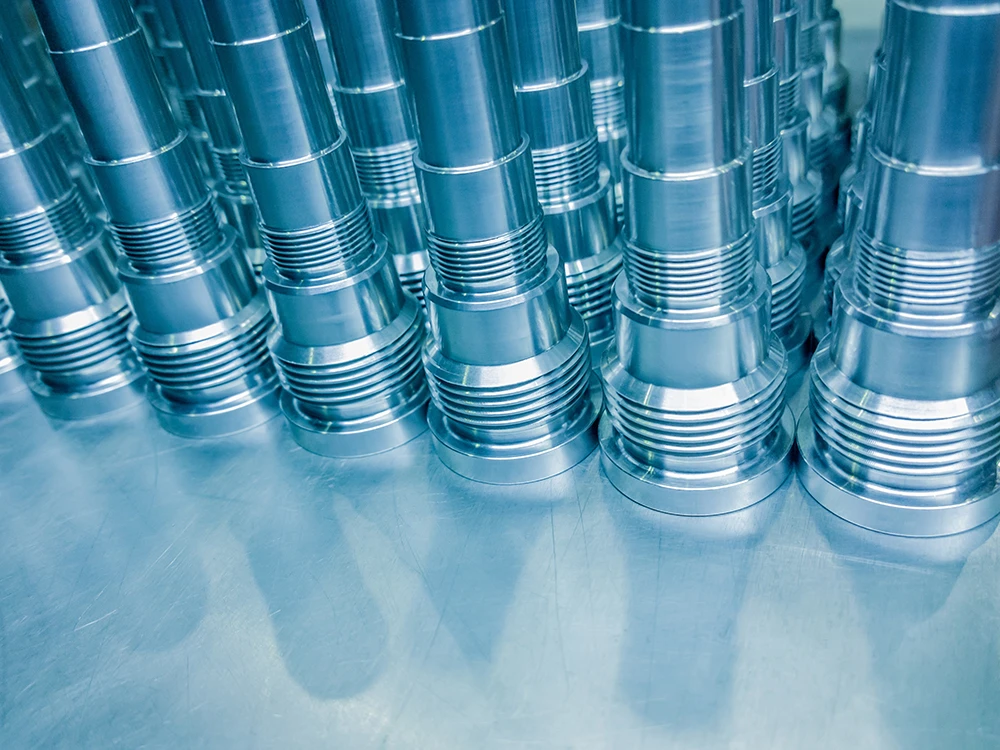
(3) 关键特征的公差规划
在保护配合的地方应采用严格的公差, 功能, 密封, 结盟, 或组装.
要求±0.01毫米或更紧的特征可以根据几何形状单独审查, 合金牌号, 基准关系, 加工路线, 表面饰面, 及检验方法. 对每个尺寸应用不必要的严格公差会增加成本和交货时间,而不会改善最终零件.
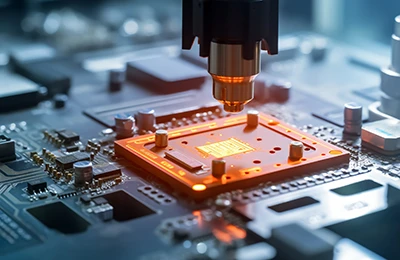
(4) 必须尽早计划表面处理
阳极氧化, 喷砂, 抛光, 和其他整理路线会影响外观, 方面, 螺纹配合, 遮蔽区域, 和处理要求.
生产前, 确认装饰表面, 配合面, 密封区域, 孔, 线程, 色彩期望, 和包装要求,以减少可避免的整理问题.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}