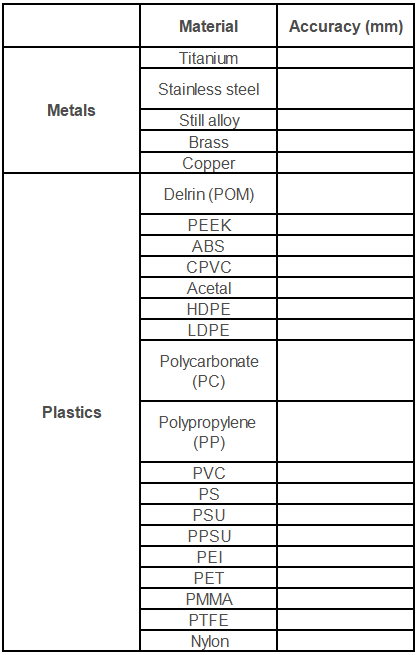
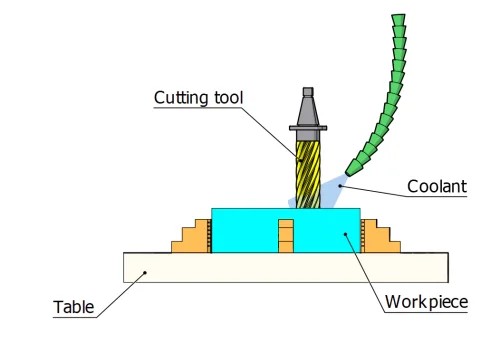
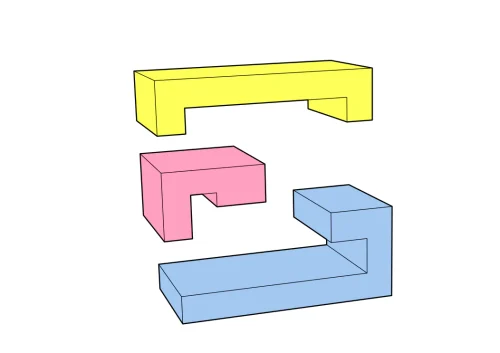
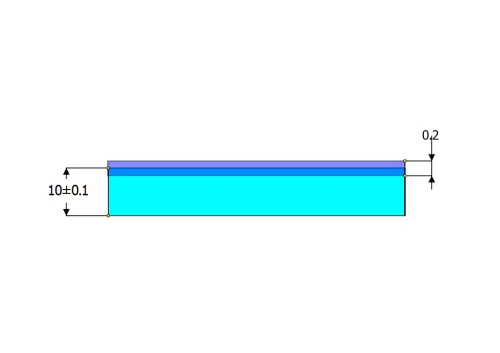
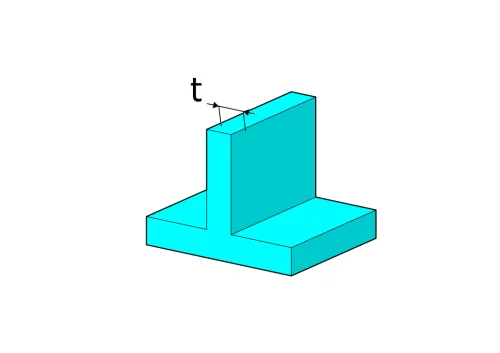
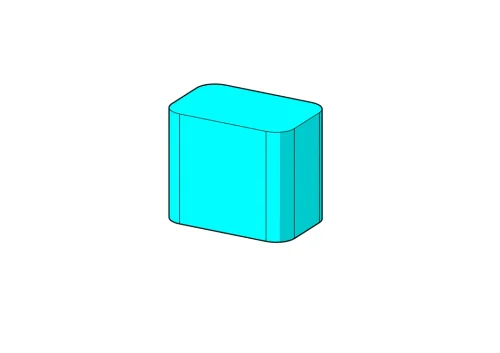
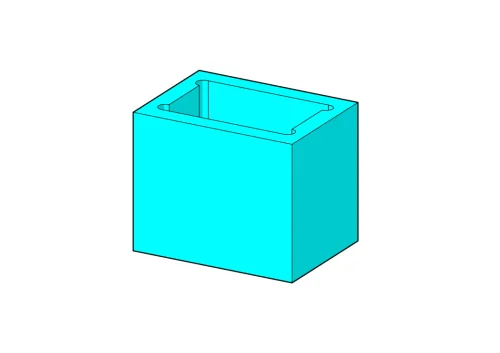
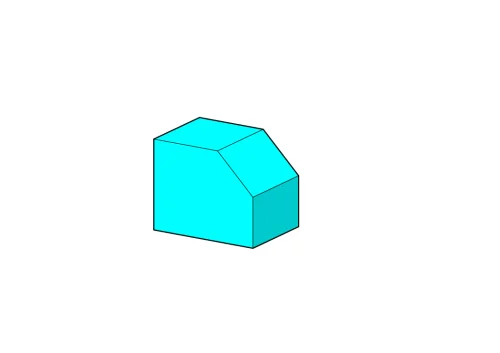
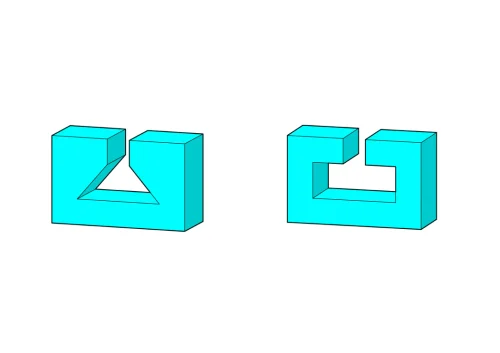
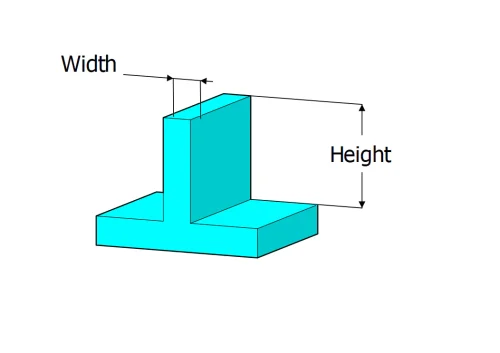
CNC加工设计指南 本指南将帮助您为 CNC 机加工零件制造做好准备. 1. 为什么可制造性很重要? 制造设计 (直接制造) 确保您设计的组件可以制造, 这对于外包来说至关重要. 它有助于减少修改和周转. 2. 概述 材质选择: Rapidefficient 为 CNC 加工提供多种材料选择: 表面处理: 我们为您的数控加工零件提供以下表面处理: - 集合– 铆接– 粉末涂料– 抛光 数控加工技术: CNC加工指定了不同类型的制造工艺, 但主要指数控车削和数控铣削. 一个. 数控铣削: 数控铣削 (电脑数控铣削) 是使用旋转工具从工件上去除材料的过程. 如何选择更适合我的产品的流程?当所需形状为圆柱形或圆锥形时, 使用 CNC 车削, 当所需的形状是平面时, 使用 CNC 铣削.选择材质: 材料选择对于产品功能和外观至关重要. 钛等硬质材料更硬, 但制造比软材料需要更长的时间, 但加工成本会较高.形状: 除材料外, 零件的形状也会影响项目成本. 复杂形状比原始形状更难生产.一个好的解决方案是将形状复杂的零件分成几个零件. 如果必须使用复杂的型腔, 线切割可能最适合所有型腔, 并且电火花加工可以形成所有型腔, 就像在成型腔中一样. 准确性: 制造和设计偏差. 制造的零件不能与 3D 模型相同. 设计师必须增加接受度, 公差区间.例如, 板材的厚度为 10 毫米, 称为公称尺寸. 在标称尺寸上添加 ±0.1 mm 的公差区间意味着厚度范围为 9.9 到达 10.1 任何以毫米为单位的部分都被认为是可接受的. 严格的公差会影响零件成本, 较大的公差可能会影响其功能.一个好的做法是分析零件的间隙和干涉以确定必要的公差, 对于非功能性特征, 应用更大的公差可以降低成本.例如, 在公差系统中 “ISO2768mk”, 5线性尺寸公差(毫米)为±0.1毫米, 属于中等水平. 较粗公差为±0.05mm, 最大公差±0.3mm.我们的工程师可以分析您的产品,并根据 ISO 和 ASME 标准推荐最具成本效益的几何和尺寸公差 (GD&时间).最大尺寸: 我们可以制造最大尺寸的零件: 3. 如何实现可制造性? 确保您设计的零件可以制造, 您必须遵循最佳实践来提高可制造性并获得高质量的产品. 4. 这些最佳实践是什么? 壁厚: 金属零件的壁厚应小于 0.5 毫米, 塑料件的壁厚应小于 1 毫米. 如果必须使用薄壁, 钣金可能是更好的选择. 腔体: 型腔是通过从原始零件中去除材料而形成的. 由于工具的长度, 空腔的深度限制为其宽度的四倍. 深腔影响零件成本, 因为它们需要更多的时间来制造并且需要特殊的工具.方向: 方角是型腔中三个边的交点. CNC加工不能产生方角. 解决办法是在边缘添加圆角, 如下图. 推荐半径应为型腔深度 1/3 或更大.如果无法添加圆角, 可以使用EDM加工. 另一个推荐的解决方案是添加狗骨角, 如下图: 角落: 在外部垂直边缘添加圆角可减少应力累积, 组装更安全, 更美丽.倒角: 添加倒角以帮助组装零件并打破锋利的边缘. 避免在所有锐边添加倒角. 快速, 除非另有说明, 否则我们会折断所有锋利的边缘. 底切: 底切是通常难以接近的空腔, 需要特殊工具, 成本较高. 我们建议将零件分成几个部分以便于加工. 特征高度: 建议要素的高度为其宽度的四倍. 3D型材: 3根据3D模型定义加工D轮廓. 它是一个复杂的形状, 需要时间来编程和处理, 从而增加零部件成本. 如果可能的话, 我们建议使用简单的形状.洞: 与空腔不同, 孔深可达其公称直径 30 次.孔的标准直径范围是 1 毫米至 38 毫米. 0.05 到 1 毫米孔是可行的, 但零部件成本会增加.线: 我们提供攻丝服务 #0-80 (美国国家标准学会) 和M2 (ISO). 建议螺纹深度为公称直径的三倍.