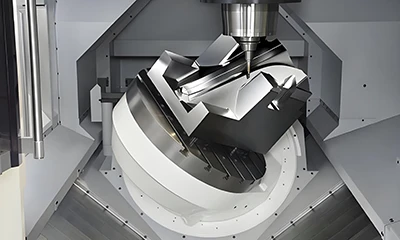
(1) 设备成本高
1. 初始投资: CNC加工设备价格昂贵, 特别是高性能多轴加工中心, 需要大量资金投入. 对于小型企业或初创企业, 购买和维护这些设备可能会带来经济压力.
2. 技术更新快: 随着科技的不断进步, CNC加工设备的技术也在不断更新. 保持竞争力, 企业需要持续投入资金进行设备升级和技术改造, 这增加了企业的运营成本.
(2) 编程技术要求高
1. 复杂的编程: 用于复杂铝零件加工, 需要编写复杂的处理程序. 这就要求程序员具有较高的技术水平和丰富的经验, 熟悉CAD/CAM软件和CNC编程知识. 否则, 可能会导致程序错误, 影响加工质量和效率.
2. 流程优化困难: 为了充分发挥数控加工设备的优势, 加工技术有待优化. 这就涉及到工具的选择, 切割参数设置, 加工路径规划等方面, 需要大量的测试和分析. 对于一些特殊的铝材或复杂的加工要求, 流程优化难度更大.
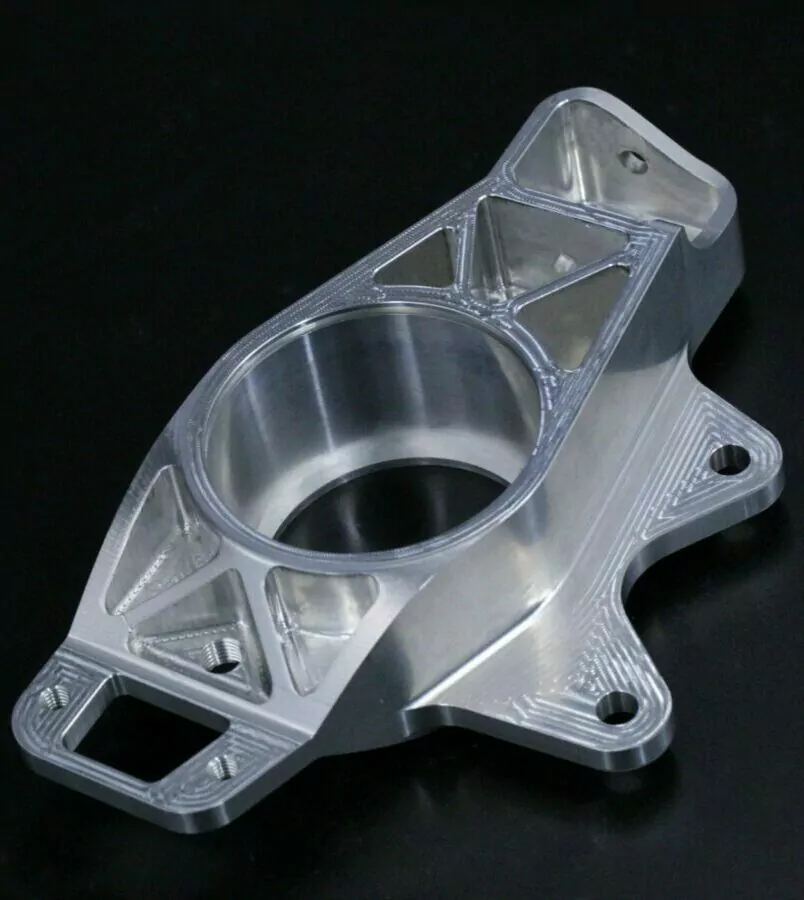
(3) 工具磨损很快
1. 铝材特性: 铝是一种相对较软的材料, 然而, 加工过程中容易造成粘刀. 导致刀具磨损加速. 还, 铝合金可能含有一些硬质颗粒, 例如硅, 铁等, 它还会增加刀具磨损.
2. 高速切削要求: CNC加工通常采用高速切削技术, 提高加工效率和表面质量. 然而, 高速切削将使刀具承受更大的切削力和热量, 进一步加速刀具磨损. 所以, 需要选择合适的刀具材料和涂层, 以及合理的切削参数, 以延长工具的使用寿命.
(4) 环保压力
1. 切削液处理: CNC铝加工通常需要使用切削液来冷却和润滑刀具. 然而, 使用切削液会产生废液, 造成环境污染. 所以, 切削液有效处理和回收的需要, 减少对环境的影响.
2.粉尘排放控制: 加工过程中, 会产生大量的铝屑和粉尘. 如果不控制, 这些粉尘可能对操作人员的健康造成危害, 也会对环境造成污染. 所以, 需要采取有效的粉尘排放控制措施, 如安装真空设备, 采用湿法加工, 等.
















{kind=link}