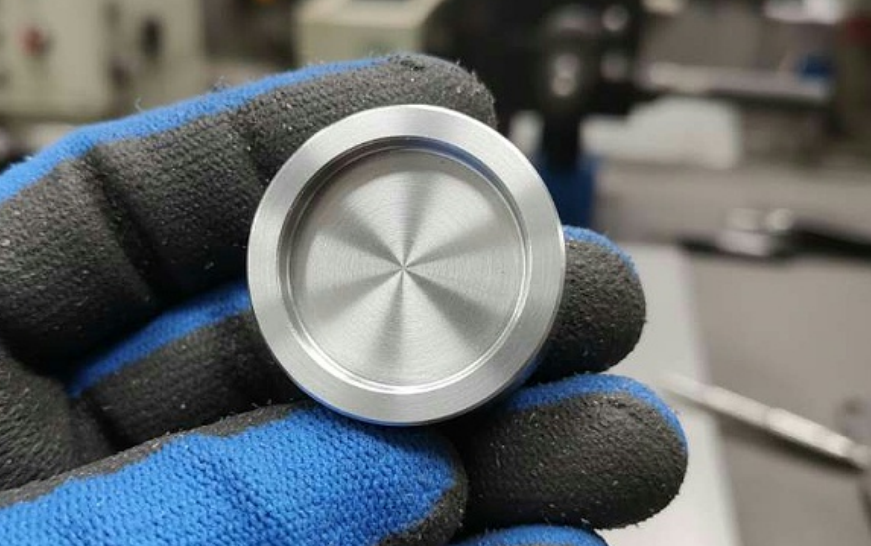
In high-end audio equipment, small components like audio decorative rings often determine the overall product quality. These parts may look simple, but they present significant challenges in CNC machining—especially due to their 薄壁, high surface finish requirements, and strict dimensional tolerances.
At 迅速的, we understand that achieving consistent quality in such parts requires more than machining—it demands process control at every stage.
1. 材质选择: The Foundation of Surface Quality
Audio decorative rings are typically made from 6061 或者 7075 铝合金, chosen for their lightweight properties and excellent anodizing performance.
然而, inconsistent material quality can lead to:
- Color variation after anodizing
- Uneven surface finish
- Increased risk of deformation
快速地:
- We source aluminum from certified suppliers only
- Each batch is verified before production
- Trial anodizing is conducted to confirm surface consistency before mass production
This ensures stable results in both appearance and performance.
2. Thin-Wall Machining and Deformation Control
These decorative rings often have wall thicknesses of only a few tenths of a millimeter, making them highly sensitive to cutting forces.
To control deformation, we use a multi-stage machining strategy:
- Roughing with machining allowance
- Stress-relief (natural aging or controlled treatment)
- Precision finishing with low cutting depth
This process minimizes internal stress and ensures the final shape remains within tolerance.
3. Workholding Strategy for Thin-Walled Parts
Clamping is one of the most critical factors affecting yield rate.
Traditional clamping methods can easily deform thin rings. 快速地, we use:
- Internal expansion fixtures for uniform outward force
- Vacuum chucks to avoid concentrated clamping pressure
These methods ensure dimensional stability and prevent deformation during machining.
4. Tooling and Cutting Parameter Optimization
Surface finish is critical for visible parts like decorative rings.
We apply:
- High-polish aluminum cutting tools
- Sharp-edge or single-flute tools for better chip evacuation
- High spindle speed with optimized feed rates
- Adequate cutting fluid for cooling and lubrication
This combination helps achieve 拉 0.8 μm or better, while preventing tool marks and built-up edge.
5. Surface Protection and Handling Control
For cosmetic parts, damage can occur even after machining is complete.
Common risks include:
- Scratches
- Impacts
- Burr-related damage
To prevent these:
- Fine deburring is performed immediately after machining
- Parts are handled with care using non-abrasive tools
- Each part is placed in custom protective packaging (blister trays)
- No metal-to-metal contact is allowed throughout the process
6. Full-Process Quality Control System
Quality control is not limited to final inspection—it runs through the entire production process.
快速地:
- DFM analysis is conducted before production
- Key risk areas (形变, 锋利的边缘, 公差) are identified early
- IPQC inspections are performed at regular intervals during production
- Precision inspection tools such as CMM are used for critical dimensions
We also account for dimensional changes after anodizing (typically 0.008–0.012 mm per side), ensuring final parts meet specifications.

结论
CNC machining of audio decorative rings is not about complexity—it is about control and consistency.
By combining:
- Stable material sourcing
- Optimized machining strategies
- Specialized fixtures
- 严格的质量控制
RapidEfficient delivers decorative rings that meet the highest standards in appearance, 精确, 和可靠性.