Rapid Efficient supports custom metal 3D printing projects for complex components, functional prototypes, design validation, and selected low-volume production needs.
Each project is reviewed according to its alloy requirements, Geometrie, internal features, Wandstärke, support strategy, surface expectations, critical dimensions, post-processing needs, Menge, and end-use priorities.
Upload Your Part Design for Metal 3D Printing Review
Accepted files: SCHRITT, STP, Sldprt, IPT, Prt, Sa, IGES, IGs, Catpart, X_t, Obj, and STL
Your files are secure and treated as confidential.
Complex Geometry Review
Internal features, lightweight structures, and design feasibility
Material and Process Planning
Alloy, unterstützt, Oberflächenbeschaffenheit, and end-use requirements
Prototype and Low-Volume Support
Custom metal parts and project-specific manufacturing review
Why Choose Rapid Efficient for Metal 3D Printing?
Metal Additive Manufacturing Support for Complex Parts
Metal 3D printing can provide a practical manufacturing route for complex components, lightweight structures, interne Kanäle, functional prototypes, and selected low-volume production needs that may be difficult or inefficient to produce through conventional methods alone.
Rapid Efficient reviews each project according to its alloy requirements, Geometrie, Wandstärke, internal features, build orientation, support strategy, surface expectations, critical dimensions, post-processing needs, Menge, and end-use priorities.
Where tighter tolerances, Threads, sealing areas, mating surfaces, or improved surface quality are required, secondary CNC machining and inspection planning can also be reviewed as part of the manufacturing route.
Send your 3D model for metal 3D printing review and fast quotation.
Metal 3D printing is an additive manufacturing process that creates metal parts layer by layer from a digital 3D model.
Many metal additive manufacturing routes use a laser to selectively fuse metal powder according to the required geometry. Wenn jede Schicht fertig ist, the next layer is added until the final component is formed.
Metal 3D printing can be considered for complex components, lightweight structures, interne Kanäle, consolidated assemblies, functional prototypes, and selected low-volume parts where conventional manufacturing methods may be inefficient or restrictive.
The final manufacturing route should be reviewed carefully. Build orientation, support structures, Wandstärke, internal features, Oberflächenanforderungen, critical dimensions, heat-treatment needs, support removal, secondary machining, and inspection priorities can all influence the finished result.
Metal 3D printing can support lightweight structures, interne Kanäle, consolidated components, and complex geometries that may be difficult or inefficient to manufacture through conventional methods alone.
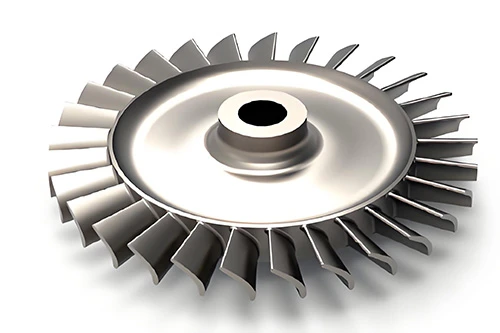
Equipment Prototypes and Functional Parts
Metal additive manufacturing can support equipment prototypes, functional components, custom brackets, Gehäuse, and validation parts where geometry, material requirements, post-processing, and inspection priorities must be reviewed carefully.
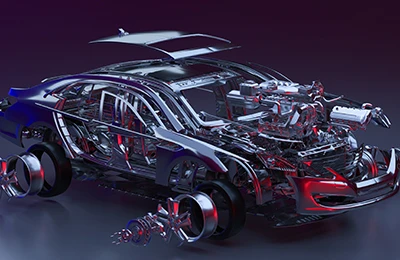
Automotive and Mobility Components
Metal 3D printing can be evaluated for automotive and mobility prototypes, lightweight brackets, custom housings, test components, and low-volume parts that require complex geometry or faster design iteration.
Tooling Inserts and Manufacturing Aids
For suitable projects, metal 3D printing can support tooling inserts, manufacturing aids, and mold-development components with complex geometry or internal cooling features that require careful feasibility review.
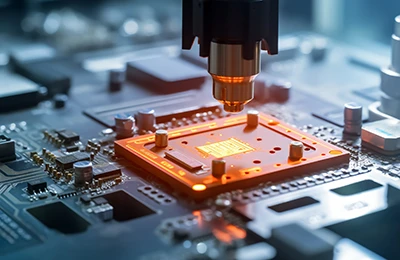
High-Performance Equipment Components
Metal 3D printing can support selected equipment components, heat-management parts, structural brackets, and functional prototypes where material selection, Geometrie, Oberflächenanforderungen, and secondary machining must be reviewed together.
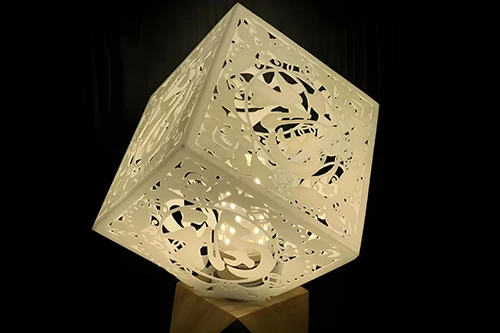
Design Models and Creative Metal Parts
Metal additive manufacturing can support decorative structures, creative metal models, presentation parts, personalized designs, and complex visual forms that benefit from greater geometric freedom.
Material Planning
Alloy requirements, end use, and build-route review
ISO
9001:2015Zertifizierung
Post-Processing Support
Support removal, fertig, Bearbeitung, and inspection planning
Prototype and Low-Volume Support
Project-specific review for custom metal parts
Selected Metal 3D Printed Part Examples
Explore selected metal 3D printed part examples for complex components, lightweight structures, internal features, functional prototypes, tooling inserts, and selected low-volume production needs.
Each project is reviewed according to its alloy requirements, Geometrie, Wandstärke, interne Kanäle, build orientation, support strategy, surface expectations, critical dimensions, post-processing needs, Menge, and end-use priorities.
Where tighter tolerances, Threads, sealing areas, mating surfaces, or improved surface quality are required, secondary CNC machining and inspection planning can also be reviewed as part of the manufacturing route.
Key Advantages of Metal 3D Printing
Complex Geometry and Part Consolidation
Metal 3D printing can support internal channels, lattice structures, lightweight features, consolidated assemblies, and complex geometries that may be difficult or inefficient to manufacture through conventional methods alone.
The feasibility of each design should be reviewed according to the alloy, Wandstärke, internal features, build orientation, support strategy, powder-removal access, Oberflächenanforderungen, and post-processing needs.
Low-Volume Production Without Dedicated Tooling
For suitable projects, metal 3D printing can produce custom metal parts directly from a digital model without requiring dedicated production tooling at the early stage.
This approach can support functional prototypes, tooling inserts, validation parts, replacement components, and selected low-volume production needs. The most practical route should still be compared with CNC machining, casting, or other manufacturing methods according to the quantity, Geometrie, Material, and cost priorities.
Shorter Development Routes for Suitable Complex Parts
Metal 3D printing can shorten the development route for suitable complex components by reducing the need for multiple conventional manufacturing steps during early validation and low-volume production.
The final lead time depends on the part size, build volume, Legierung, support structures, heat-treatment requirements, support removal, Oberflächenveredelung, secondary CNC machining, and inspection plan.
Quick Guide to Planning a Metal 3D Printing Project
Project requirements and feasibility review
1. Define the intended use:
Confirm the part function, alloy requirements, expected quantity, critical dimensions, internal features, surface expectations, operating conditions, and delivery priorities.
2. Review the geometry:
Wall thickness, small features, enclosed areas, interne Kanäle, overhangs, powder-removal access, support requirements, and potential secondary-machining areas should be evaluated before production begins.
Alloy and manufacturing-route planning
1. Review the alloy requirements:
The suitable metal material should be evaluated according to the required strength, Gewicht, Korrosionsbeständigkeit, thermal performance, Oberflächenqualität, machining needs, and end-use conditions.
2. Select a practical manufacturing route:
The most suitable route depends on the alloy, Geometrie, Menge, dimensional expectations, Oberflächenanforderungen, post-processing needs, and cost priorities. For some projects, metal 3D printing may be combined with secondary CNC machining and inspection.
Build orientation and support planning
1. Plan the build orientation:
Build orientation can influence support requirements, Oberflächenqualität, dimensional results, mechanical performance, powder-removal access, and post-processing effort.
2. Review the support strategy:
Support structures, interne Kanäle, enclosed areas, powder escape paths, split lines, build quantity, and secondary-machining allowances are considered according to the geometry and intended use of the part.
Metal printing and process checks
1. Produce the metal parts:
The approved digital model, selected alloy, and planned build strategy are used to manufacture the required components layer by layer.
2. Review the build results:
During and after production, the parts are checked for incomplete features, Verformung, support-related concerns, difficult powder-removal areas, surface irregularities, and other process-specific risks.
Nachbearbeitung, Bearbeitung, inspection, and delivery
1. Apply the required post-processing:
Support removal, Reinigung, suitable heat treatment, Oberflächenveredelung, and other project-specific post-processing steps can be reviewed according to the alloy, Geometrie, and end-use requirements.
2. Plan secondary machining where needed:
Tighter-tolerance holes, Threads, sealing areas, mating surfaces, and assembly interfaces can be evaluated for secondary CNC machining.
3. Inspect and prepare the parts:
Key dimensions, surface appearance, critical features, Menge, and project-specific requirements are checked before packaging and delivery.
From Drawing to Delivery
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.
Rapid CNC Prototyping
Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.
Fast DFM feedback
Functional prototype parts
Quick design iterations
Expedited delivery options
Low-Volume CNC Production
Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.
Flexible production quantities
Controlled inspection planning
Surface-finishing coordination
Stable batch quality
Repeat Production Support
For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Drawing-revision control
Repeatable inspection standards
Consistent finishing requirements
Packaging and delivery coordination
Upload Your Drawing
Start Production Faster
Secure file upload. Fast quotation and machining review for your custom CNC parts.
Common Metal 3D Printing Risks and How We Address Them
Surface Roughness and Post-Processing Needs
Risk:
Metal 3D printed parts may have visible surface texture, support marks, or rough local areas that do not directly meet the final appearance or assembly requirements.
Common causes:
The printing route, Legierung, build orientation, support strategy, Geometrie, layer characteristics, and surface location can all influence the final surface condition.
How we address it:
Surface expectations and critical interfaces are reviewed before production. Depending on the project, support removal, Polieren, suitable surface finishing, and secondary CNC machining can be evaluated for areas that require improved appearance, fit, or dimensional control.
Distortion and Residual-Stress Risks
Risk:
The printed component may bend, twist, distort, or lose the intended geometry during production or post-processing.
Common causes:
Thermal behavior, wall-thickness changes, large flat areas, local heat concentration, unsuitable build orientation, insufficient support, and stress release during post-processing can influence dimensional stability.
How we address it:
The geometry, build orientation, support strategy, Wandstärke, critical interfaces, and post-processing route are reviewed together. Where required, suitable heat treatment, support-removal planning, secondary machining allowances, and dimensional inspection priorities can be considered.
Build-Quality and Manufacturability Risks
Risk:
Thin features, unsupported sections, enclosed areas, difficult overhangs, or complex local geometry may not form as expected and can affect the final result.
Common causes:
Unsuitable wall thickness, limited support access, difficult powder removal, challenging geometry, poor orientation, and insufficient consideration of post-processing requirements can create avoidable manufacturing risks.
How we address it:
The digital model is reviewed before production to identify thin sections, unsupported areas, enclosed volumes, interne Kanäle, powder escape paths, support requirements, and features that may need design or build-planning adjustments.
Internal Channels and Powder-Removal Constraints
Risk:
Internal channels, enclosed cavities, lattice structures, and narrow passages may be difficult to clean or inspect after printing.
Common causes:
Limited powder escape paths, inaccessible internal areas, overly narrow channels, complex lattice geometry, and insufficient consideration of cleaning and inspection needs can affect production feasibility.
How we address it:
Internal features, powder-removal access, escape openings, channel dimensions, inspection priorities, and end-use requirements are reviewed during the feasibility stage. Where necessary, the geometry, split strategy, build orientation, or post-processing plan may be adjusted before production begins.
Application Areas for FDM 3D Printing
Rapid Efficient supports custom FDM 3D printing projects across a wide range of industries. Each project is reviewed according to its intended use, thermoplastic material, Geometrie, Wandstärke, build orientation, support strategy, surface expectations, Menge, and delivery needs.
Automobil
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.
Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.
CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.
















{kind=link}