Rapid Efficient provides custom overmolding services for parts that combine a rigid substrate with a soft-touch, protective, Versiegelung, or grip-enhancing overmold.
From early DFM review and material-pairing evaluation to tooling planning, sampling, Einstellung, and repeat production, each project is reviewed according to its geometry, bond requirements, surface expectations, expected quantity, and end-use priorities.
Accepted files: SCHRITT, STP, Sldprt, IPT, Prt, Sa, IGES, IGs, Catpart, X_t, Obj, and STL
Your files are secure and treated as confidential.
Material Pairing Review
Substrate, overmold material, and bond requirements
DFM and Tooling Planning
Geometry, gates, overmold areas, and tooling strategy
Sampling Support
Sample review, Einstellung, and production-readiness planning
Why Choose Rapid Efficient for Overmolding?
Overmolding Support from Material Review to Production Readiness
A reliable overmolded part depends on more than adding a soft layer to a rigid substrate. The material combination, bonding method, substrate geometry, overmold thickness, gate location, parting line, cosmetic surfaces, and end-use conditions must be reviewed together.
Rapid Efficient supports custom overmolding projects from early DFM review and material-pairing evaluation to tooling planning, sampling, Einstellung, and repeat-production readiness.
Each project is reviewed according to its functional requirements, appearance expectations, expected quantity, and manufacturing priorities to establish a practical production route.
Send your part design for overmolding review and fast quotation.
Overmolding is a manufacturing process in which one material is molded over another substrate to create a combined part with improved grip, Versiegelung, protection, comfort, Aussehen, or functional performance.
The substrate is commonly a rigid plastic component, although suitable metal inserts or other compatible components may also be reviewed depending on the project. A second material, often a softer elastomer or flexible plastic, is then molded over selected areas of the substrate.
A successful overmolding project requires careful evaluation of the material combination, bonding requirements, substrate design, overmold thickness, shut-off areas, gate locations, parting lines, surface expectations, and end-use conditions.
Overmolding is commonly used for handles, grips, protective covers, sealing areas, Tasten, Gehäuse, and components that require a combination of structural strength and softer surface performance.
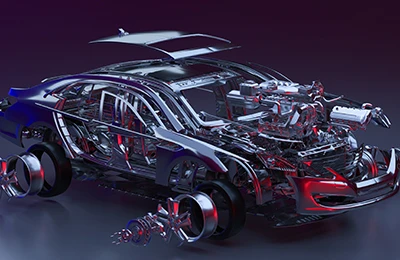
Overmolding can be used for automotive interior parts, grips, protective covers, cable-related components, vibration-damping areas, and custom plastic parts that require improved touch, Versiegelung, or protection.
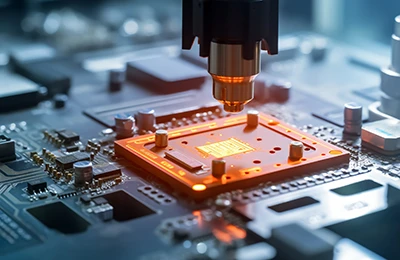
Electronics and Device Housings
Custom overmolding supports electronic housings, handheld devices, Tasten, connector areas, protective covers, and components that require a rigid structure combined with softer grip or impact protection.
Medical-Device Equipment
Overmolding can support non-implant medical-device equipment parts, diagnostic instrument housings, handheld components, protective covers, and ergonomic grip areas where material selection and surface requirements must be reviewed carefully.
Consumer and Household Products
Overmolding is suitable for consumer products, household accessories, handles, covers, Tasten, and soft-touch areas that require better comfort, improved grip, or a more refined appearance.
Sports and Fitness Equipment
Sports and fitness components often use overmolding to improve grip, comfort, Schlagfestigkeit, and handling stability for handles, control areas, protective covers, and wearable or handheld parts.
Protective Covers and Packaging Parts
Overmolding can be used for protective covers, sealing areas, caps, grips, and packaging-related plastic parts that require a combination of structure, surface performance, and functional protection.
Material Pairing Review
Substrate, overmold material, and bond requirements
ISO
9001:2015Zertifizierung
DFM Review
Geometry, shut-offs, gates, and overmold areas
Sampling Support
Sample evaluation and adjustment planning
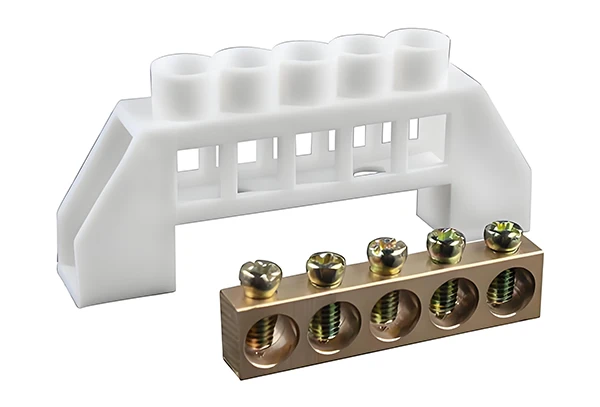
Selected Overmolded Part Examples
Explore selected overmolded part examples that combine rigid substrates with softer materials for improved grip, Versiegelung, protection, comfort, or surface performance.
Each project is reviewed according to the substrate material, overmold material, bonding requirements, Geometrie, shut-off areas, gate locations, surface expectations, expected quantity, and end-use conditions.
From early DFM review and tooling planning to sampling, Einstellung, and production readiness, the goal is to establish a practical route for stable repeat manufacturing.
Key Advantages of Overmolding
Improved Grip, Versiegelung, and Protection
Overmolding combines a rigid substrate with a softer material to improve grip, Versiegelung, impact protection, comfort, or vibration damping.
The most suitable material pairing depends on the substrate, overmold material, bond requirements, Geometrie, end-use environment, and expected production volume.
Better Appearance and User Experience
Overmolding can add soft-touch surfaces, non-slip areas, contrasting colors, protective edges, and more comfortable contact points.
A well-planned overmold improves both appearance and usability while keeping the rigid structure of the base component.
Part Consolidation and Repeat-Production Efficiency
Overmolding can combine functional areas into a single component, reducing the need for separate grips, covers, seals, or secondary assembly steps.
With suitable tooling and process planning, approved designs can move into stable repeat production with more consistent part quality and fewer assembly operations.
Project requirements and DFM review
Project requirements and DFM review
1. Define the functional requirements:
Confirm whether the part requires improved grip, Versiegelung, protection, cushioning, comfort, Aussehen, or impact resistance. Expected quantity, critical dimensions, assembly needs, and end-use conditions should also be reviewed.
2. Review the substrate geometry:
Evaluate the overmold areas, Wandstärke, shut-off surfaces, Unterschneidungen, parting lines, gate locations, cosmetic surfaces, and any features that may affect bonding, filling, or part release.
Material pairing and bond evaluation
1. Confirm the substrate and overmold materials:
The rigid substrate and softer overmold material must be selected according to the required strength, Flexibilität, Härte, surface feel, Betriebsumgebung, and appearance expectations.
2. Evaluate the bonding strategy:
Materialverträglichkeit, overmold thickness, surface conditions, mechanical interlocks, and bond requirements are reviewed together. Some material combinations may require additional retention features or further testing before production.
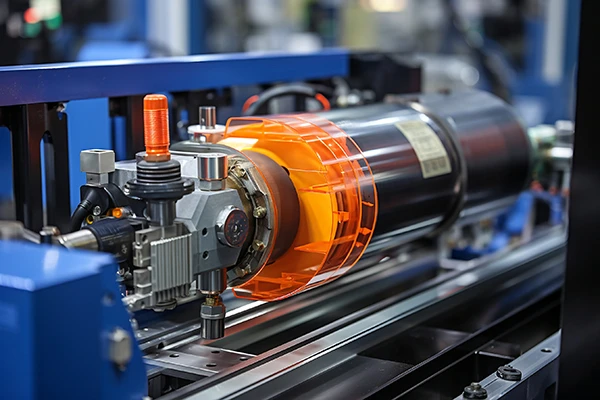
Tooling design and manufacturing planning
1. Plan the mold structure:
Cavity layout, inserts, shut-off surfaces, slides, lifters, gate locations, venting, cooling channels, and ejector positions are reviewed according to the part geometry and overmold areas.
2. Reduce avoidable tooling risks:
Parting lines, cosmetic surfaces, filling paths, local thickness changes, and difficult release areas are evaluated before mold manufacturing begins to reduce unnecessary adjustments during sampling.
T1 sampling and process adjustment
1. Produce and review T1 samples:
Initial samples are evaluated for bond quality, coverage, flash, short shots, flow marks, sink marks, warpage, surface appearance, Abmessungen, and part-release performance.
2. Adjust the manufacturing route:
Based on the T1 results, the mold structure, gate design, venting, Temperatur, Druck, injection speed, cooling time, or material strategy may be adjusted before repeat sampling and approval.
Inspection and production readiness
1. Inspect the approved samples:
Key dimensions, overmold coverage, bond quality, surface appearance, fit, and functional requirements are checked according to the project priorities.
2. Confirm readiness for repeat production:
After sample approval, the production route is reviewed for consistency, inspection planning, tooling maintenance, and repeat-order readiness.
From Drawing to Delivery
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.
Rapid CNC Prototyping
Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.
Fast DFM feedback
Functional prototype parts
Quick design iterations
Expedited delivery options
Low-Volume CNC Production
Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.
Flexible production quantities
Controlled inspection planning
Surface-finishing coordination
Stable batch quality
Repeat Production Support
For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Drawing-revision control
Repeatable inspection standards
Consistent finishing requirements
Packaging and delivery coordination
Upload Your Drawing
Start Production Faster
Secure file upload. Fast quotation and machining review for your custom CNC parts.
The softer overmold may peel, separate, or fail to bond reliably with the rigid substrate.
Common causes:
Material incompatibility, insufficient mechanical retention, unsuitable surface conditions, Kontamination, or poorly controlled molding parameters can reduce bond quality.
How we address it:
The substrate material, overmold material, bond requirements, surface conditions, overmold thickness, and potential mechanical interlocks are reviewed during the DFM stage. T1 samples are then evaluated to determine whether the material pairing, tooling details, or process parameters require adjustment.
Oberflächenfehler
Risk:
Flow marks, sink marks, flash, bubbles, incomplete coverage, visible gate areas, or inconsistent surface texture may affect the appearance and performance of the finished part.
Common causes:
Gate placement, venting, local wall thickness, shut-off design, material flow, Temperatur, Druck, injection speed, and cooling conditions can all influence surface quality.
How we address it:
Gate locations, shut-off areas, venting, filling paths, cosmetic surfaces, and local thickness changes are reviewed before tooling begins. T1 samples are inspected to identify whether tooling changes or process adjustments are required.
Dimensional Variation
Risk:
The finished part may not meet the expected dimensions, assembly fit, or functional requirements after overmolding.
Common causes:
Material shrinkage, uneven cooling, substrate deformation, inconsistent overmold thickness, tooling variation, and unstable process conditions can affect dimensional accuracy.
How we address it:
Critical dimensions, assembly interfaces, overmold areas, Wandstärke, and cooling conditions are reviewed during project planning. T1 samples are measured and evaluated before deciding whether the mold, Prozessparameter, or part design requires adjustment.
Color Variation
Risk:
The overmold color may appear inconsistent with the approved sample, the substrate, or other parts from the same production run.
Common causes:
Material batches, pigment dispersion, overheating, residence time, temperature variation, and inconsistent molding conditions may affect the final appearance.
How we address it:
Color expectations, material batches, sample references, and surface requirements are reviewed according to the project needs. During sampling and repeat production, the molding conditions are monitored to improve consistency and reduce avoidable variation.
Application Areas for Overmolding
Rapid Efficient supports custom overmolding projects across a wide range of industries. Each project is reviewed according to its substrate material, overmold material, bonding requirements, Geometrie, surface expectations, expected quantity, and end-use priorities.
Automobil
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.
Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.
CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.















{kind=link}