Aluminum die casting is a manufacturing process in which molten aluminum alloy is injected into a steel mold under controlled pressure to produce repeatable metal parts with complex geometry and efficient batch-production potential.
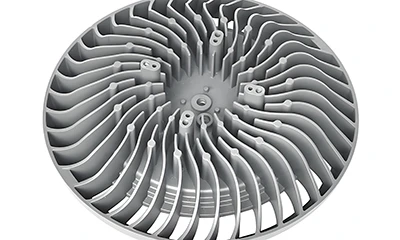
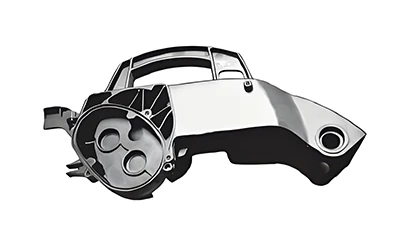
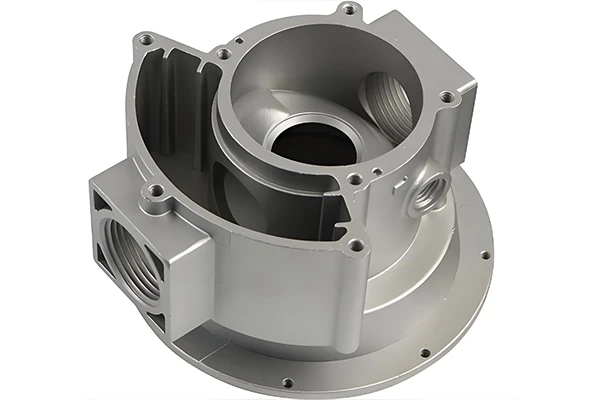
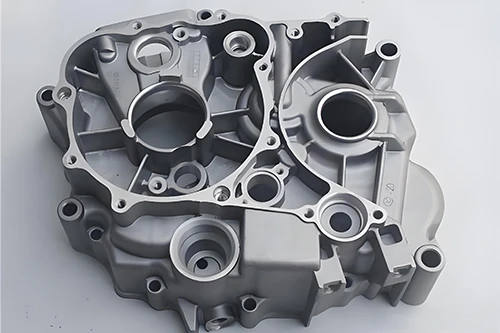
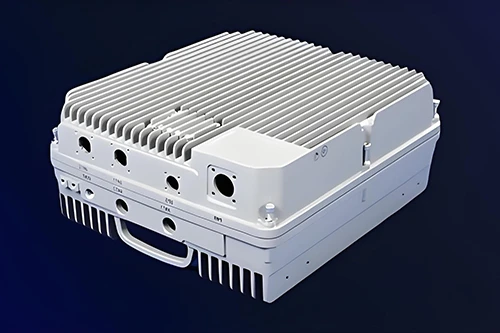
The process is commonly used for housings, Klammern, covers, structural components, heat-dissipation parts, and other custom metal parts that benefit from integrated features, relatively thin walls, and reduced secondary assembly.
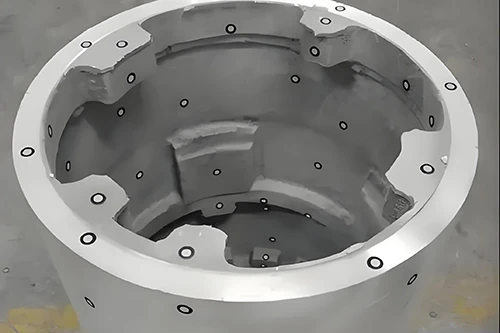
A successful die casting project requires more than selecting a part shape. Wall thickness, draft angles, ribs, bosses, parting lines, gate locations, overflow areas, venting, shrinkage, porosity risks, trimming requirements, cosmetic surfaces, and critical machining features must be reviewed together.
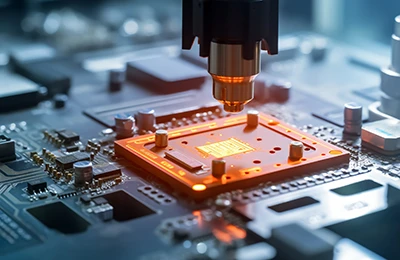
Some dimensions and surfaces can be produced directly through die casting, while tighter-tolerance holes, sealing areas, Threads, assembly interfaces, and precision mating surfaces may require secondary CNC machining and inspection.
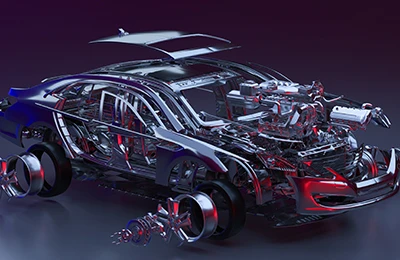
Aluminum alloys are widely used because they offer a practical balance of weight, Stärke, Korrosionsbeständigkeit, thermal performance, and manufacturing efficiency. Other suitable die casting alloys can also be reviewed according to the project requirements.














{kind=link}