Rapid Efficient provides custom SLA 3D printing services for detailed prototypes, visual models, presentation parts, design validation, and selected low-volume production needs.
SLA creates parts layer by layer by curing liquid photopolymer resin with a controlled light source. Each project is reviewed according to its resin requirements, Geometrie, feature detail, support strategy, surface expectations, dimensional priorities, Menge, and end-use needs.
Upload Your Part Design for SLA 3D Printing Review
Accepted files: SCHRITT, STP, Sldprt, IPT, Prt, Sa, IGES, IGs, Catpart, X_t, Obj, and STL
Your files are secure and treated as confidential.
Fine Detail and Smooth Surfaces
Detailed features and appearance-focused prototype review
Gute Oberflächenqualität
Material selection based on appearance, Steifheit, and end use
Faster molding speed
Visual models, design validation, and selected low-volume parts
Why Choose Rapid Efficient for SLA 3D Printing?
SLA Support for Detailed Prototypes and Visual Models
SLA is a practical choice for detailed prototypes, appearance-focused models, presentation parts, design validation, and selected low-volume production needs where fine features and smoother surfaces are important.
Rapid Efficient reviews each project according to its resin requirements, Geometrie, feature detail, Wandstärke, support strategy, surface expectations, dimensional priorities, Menge, and end-use needs.
The production route can also include support removal, Reinigung, post-curing, sanding, Polieren, Malerei, Montage, and other suitable finishing options according to the project requirements.
Send your 3D model for SLA process review and fast quotation.
Stereolithikromographie, commonly known as SLA, is an additive manufacturing process that creates plastic parts layer by layer from a digital 3D model.
During production, a controlled light source selectively cures liquid photopolymer resin according to the required geometry. After printing, the part is removed from the build platform, cleaned, and post-cured according to the selected resin and project requirements.
SLA is commonly used for detailed prototypes, visual models, presentation parts, form-and-fit evaluation, master patterns, and selected low-volume parts where fine features and smoother surfaces are important.
The final result depends on the resin material, Geometrie, Wandstärke, support placement, orientation, surface expectations, dimensional priorities, post-curing requirements, and finishing route. These factors should be reviewed before production begins.
SLA 3D printing supports detailed prototypes, appearance models, fit-check parts, Gehäuse, and design-validation samples where fine features and smoother surfaces are important.
Custom Models and Selected Low-Volume Parts
For suitable projects, SLA can support custom models, presentation parts, design variants, and selected low-volume components without requiring traditional tooling during the early project stage.
Equipment Models and Training Aids
SLA can support equipment models, demonstration parts, training aids, visual-validation samples, and non-implant device prototypes where geometry, detail, and surface requirements must be reviewed carefully.
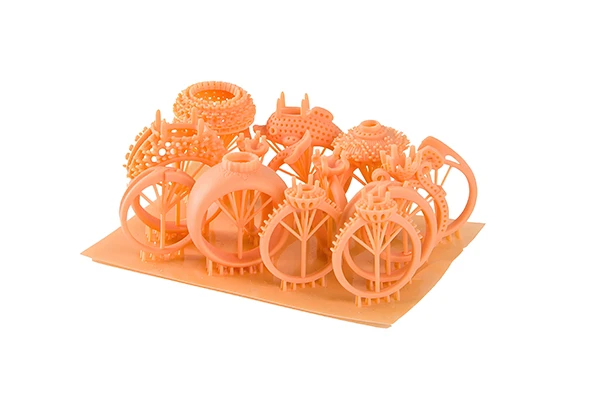
Jewelry and Decorative Master Patterns
SLA can support jewelry concepts, decorative models, detailed master patterns, and presentation pieces that benefit from fine features, complex shapes, and improved surface quality.
Education and Demonstration Models
SLA printing can support classroom models, engineering demonstrations, exhibition displays, visual explanations, and custom learning aids that require clear details and refined surfaces.
Industrial Design Validation
SLA can support appearance evaluation, enclosure prototypes, interface checks, concept refinement, and design-review samples before tooling or larger-scale manufacturing decisions are made.
Resin Material Planning
Material review based on stiffness, Aussehen, and end use
ISO
9001:2015Zertifizierung
Support and Orientation Review
Build direction, support marks, and surface priorities
Post-Processing Support
Reinigung, post-curing, fertig, and inspection planning
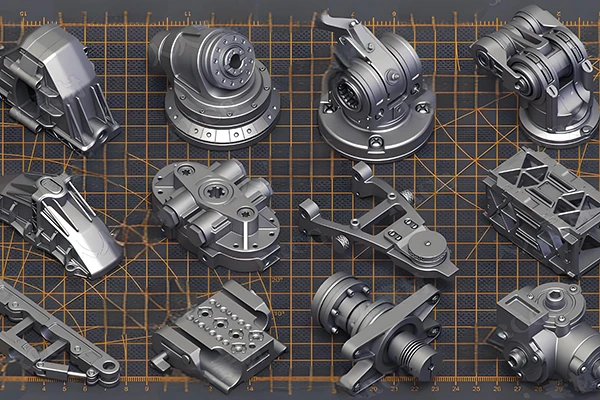
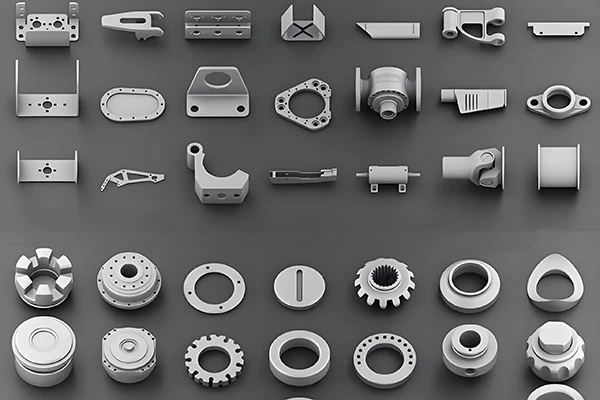
Selected SLA 3D Printed Part Examples
Explore selected SLA 3D printed part examples for detailed prototypes, appearance models, presentation parts, design validation, master patterns, and selected low-volume production needs.
Each project is reviewed according to its resin requirements, Geometrie, feature detail, Wandstärke, build orientation, support strategy, surface expectations, dimensional priorities, post-curing needs, finishing route, Menge, and intended use.
The goal is to establish a practical SLA manufacturing route that balances visual quality, feature detail, kosten, lead time, and the functional requirements of the finished part.
Key Advantages of SLA 3D Printing
Fine Details and Refined Surface Quality
SLA can produce detailed features, smooth external surfaces, thin visual elements, and appearance-focused prototypes that may require less finishing than parts produced through some other additive manufacturing routes.
The final result depends on the resin material, Geometrie, Wandstärke, build orientation, support placement, cleaning process, post-curing route, and surface expectations of the project.
Appearance Models and Design Validation
SLA is a practical option for presentation models, enclosure prototypes, consumer-product concepts, master patterns, form-and-fit checks, and design-review samples where visual quality is important.
For suitable projects, updated digital models can be produced for comparison and refinement before tooling or larger-scale manufacturing decisions are made.
Resin Options and Post-Processing Flexibility
Different photopolymer resins can be reviewed according to the required appearance, Steifheit, Transparenz, Flexibilität, Hitzebeständigkeit, casting needs, and end-use conditions.
The manufacturing route can also include support removal, Reinigung, post-curing, sanding, Polieren, Malerei, Montage, and other suitable finishing options according to the project requirements.
Quick Guide to Planning an SLA 3D Printing Project
Project requirements and model review
1. Define the intended use:
Confirm whether the part is required for appearance evaluation, presentation, form-and-fit checking, design validation, master patterns, demonstration models, or selected low-volume production.
2. Review the digital model:
The 3D file is checked for geometry, Wandstärke, small features, thin sections, enclosed areas, surface priorities, support-sensitive areas, and other details that may affect SLA print quality or post-processing.
Resin material selection
1. Review the resin requirements:
The most suitable photopolymer resin should be evaluated according to the required appearance, Steifheit, Transparenz, Flexibilität, Hitzebeständigkeit, casting needs, Oberflächenqualität, and end-use conditions.
2. Match the resin to the project:
Material selection should be reviewed together with the geometry, Wandstärke, feature detail, dimensional priorities, support strategy, post-curing requirements, and finishing route.
Build orientation and support planning
1. Plan the build orientation:
Part orientation can influence visible support marks, Oberflächenqualität, dimensional results, build time, cleaning access, and the amount of finishing required after printing.
2. Review the support strategy:
Support placement, contact areas, thin features, enclosed sections, split lines, build quantity, and post-processing priorities are reviewed according to the geometry and intended use of the part.
SLA printing and process checks
1. Produce the resin parts:
The approved digital model, selected resin, and planned build strategy are used to manufacture the required SLA parts layer by layer.
2. Review the build results:
During and after production, the parts are checked for incomplete features, Verformung, support-related marks, local surface concerns, difficult cleaning areas, and other process-specific risks.
Reinigung, post-curing, and finishing
1. Remove supports and clean the parts:
After printing, the parts are removed from the build platform, cleaned, and prepared for the required post-curing route according to the selected resin.
2. Apply suitable finishing options:
Support removal, sanding, Polieren, Malerei, Beschichtung, Montage, and other suitable finishing options can be reviewed according to the appearance and functional requirements of the project.
Inspection and delivery preparation
1. Inspect the finished parts:
Key dimensions, surface appearance, fine features, fit, Menge, and project-specific requirements are checked according to the intended use of the part.
2. Prepare for delivery:
Packaging is planned according to the geometry, surface-finish requirements, Menge, and transportation needs to reduce avoidable damage during delivery.
From Drawing to Delivery
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.
Rapid CNC Prototyping
Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.
Fast DFM feedback
Functional prototype parts
Quick design iterations
Expedited delivery options
Low-Volume CNC Production
Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.
Flexible production quantities
Controlled inspection planning
Surface-finishing coordination
Stable batch quality
Repeat Production Support
For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Drawing-revision control
Repeatable inspection standards
Consistent finishing requirements
Packaging and delivery coordination
Upload Your Drawing
Start Production Faster
Secure file upload. Fast quotation and machining review for your custom CNC parts.
Common SLA 3D Printing Risks and How We Address Them
Dimensional Variation and Fit Issues
Risk:
The printed part may not meet the expected dimensions, hole sizes, Wandstärke, assembly fit, or interface requirements.
Common causes:
Resin behavior, Geometrie, build orientation, support placement, Reinigung, post-curing, and finishing steps can influence dimensional results.
How we address it:
Critical dimensions, mating features, assembly interfaces, and fit requirements are reviewed during project planning. Suitable inspection priorities and practical allowances can be considered before production begins.
Warpage and Deformation
Risk:
The finished part may bend, twist, distort, or lose the intended geometry during printing or post-processing.
Common causes:
Thin walls, large flat surfaces, local thickness changes, resin shrinkage, unsuitable orientation, limited support, Reinigung, and post-curing conditions can influence dimensional stability.
How we address it:
The resin material, Wandstärke, Geometrie, build orientation, support strategy, cleaning route, and post-curing requirements are reviewed together. Where necessary, the part may be repositioned, split into sections, or adjusted before production.
Cracking and Material-Performance Risks
Risk:
The printed part may crack, become brittle, or fail to provide the required stiffness, Flexibilität, Haltbarkeit, or end-use performance.
Common causes:
Resin selection, thin sections, sharp transitions, unsupported areas, local stress concentration, cleaning conditions, and the post-curing route can affect the final material performance.
How we address it:
The intended use, resin requirements, Geometrie, Wandstärke, critical areas, and finishing route are reviewed before production. Material selection and post-curing planning are evaluated according to the actual project needs.
Support Marks and Difficult Removal
Risk:
Support structures may leave visible marks, damage small features, or increase finishing work when they are placed on important appearance surfaces or difficult-to-access areas.
Common causes:
Build orientation, support contact locations, thin features, delicate details, enclosed areas, and limited access can affect support removal and surface quality.
How we address it:
The build orientation and support strategy are reviewed before production. Where possible, support contact areas are positioned away from critical visual surfaces, mating interfaces, and delicate details. Suitable removal, sanding, Polieren, or finishing steps can then be planned according to the project requirements.
Incomplete Features and Build-Quality Risks
Risk:
Thin features, enclosed areas, unsupported sections, difficult cleaning locations, or complex local geometry may not form or finish as expected.
Common causes:
Insufficient wall thickness, delicate features, unsuitable orientation, limited support access, trapped uncured resin, and insufficient consideration of cleaning and post-processing needs can create avoidable risks.
How we address it:
The digital model is reviewed before production to identify thin sections, small features, enclosed spaces, drainage and cleaning access, support-sensitive surfaces, and details that may require practical design or build-planning adjustments.
Application Areas for FDM 3D Printing
Rapid Efficient supports custom FDM 3D printing projects across a wide range of industries. Each project is reviewed according to its intended use, thermoplastic material, Geometrie, Wandstärke, build orientation, support strategy, surface expectations, Menge, and delivery needs.
Automobil
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.
Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.
CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.











{kind=link}