
Spritzgussdienstleistungen
Rapid Efficient provides injection molding services for custom plastic parts, from early design review and mold development to low-volume production and repeat orders.
Before quotation, we review the part geometry, plastic material, Wandstärke, draft angles, Unterschneidungen, surface-finish requirements, expected quantity, tooling route, and delivery priorities to identify a practical molding plan.
Upload Your Part Design for Injection Molding Review


DFM Review

Materialauswahl

Fast Project Review
Injection Molding Support from DFM Review to Repeat Production
Successful injection molding begins before mold manufacturing. A practical design review helps identify avoidable risks related to wall thickness, draft angles, ribs, bosses, Unterschneidungen, parting lines, gate locations, ejector marks, sink marks, warpage, and cosmetic surfaces.
Rapid Efficient supports custom plastic parts from mold-development planning and T1 sampling to low-volume batches and repeat production. The molding route is reviewed according to the part geometry, resin selection, expected quantity, surface-finish requirements, assembly needs, and delivery priorities.
For production projects, we focus on dimensional stability, appearance consistency, Wiederholbarkeit, material suitability, and practical quality-control planning. Secondary operations such as insert installation, Montage, Oberflächenbehandlung, printing, and packaging can also be coordinated where required.
Send your 3D model, drawing, material requirements, Menge, and application details for a fast review and quotation.
Injection molding is a manufacturing process used to produce custom plastic parts by injecting molten resin into a mold cavity under controlled pressure and temperature. After the material cools and solidifies, the finished part is ejected from the mold and the cycle can be repeated for production.
The real value of injection molding is not simply production speed. A stable molding project depends on the relationship between part design, plastic material, mold structure, processing conditions, Oberflächenanforderungen, and expected quantity.
1. Suitable for Repeat Production
Injection molding is well suited to plastic parts that require repeatable production after the tooling route has been confirmed. It can support low-volume batches, production ramp-up, and repeat orders for housings, Klammern, Anschlüsse, covers, Gehäuse, clips, and other custom plastic components.
2. Material Selection Matters
Different resins behave differently during molding. Stärke, Flexibilität, Hitzebeständigkeit, chemical resistance, Aussehen, shrinkage, moisture sensitivity, and application environment should all be reviewed before selecting the material.
Common options may include ABS, PC, PC+ABS, PP, PA, POM, PMMA, PBT, TPE, TPU, and other engineering plastics depending on the project requirements.
3. Part Design Affects Moldability
Wall thickness, ribs, bosses, draft angles, Unterschneidungen, parting lines, gate locations, ejector marks, sink marks, weld lines, warpage risk, and cosmetic surfaces should be reviewed before mold manufacturing.
A practical DFM review helps reduce avoidable mold changes, improve dimensional stability, and shorten the path from design approval to production.
4. Tooling and Quality Planning Should Begin Early
Before quotation, Rapid Efficient reviews the 3D model, drawing, resin requirements, expected quantity, Oberflächenbeschaffenheit, assembly needs, inspection priorities, and delivery schedule.
For repeat-production projects, stable quality depends on controlled molding conditions, practical inspection planning, material consistency, and clear coordination of any required secondary operations.
Rapid Efficient supports custom injection-molded parts for industrial, elektronisch, Automobil, medical-device, consumer-product, and packaging applications.
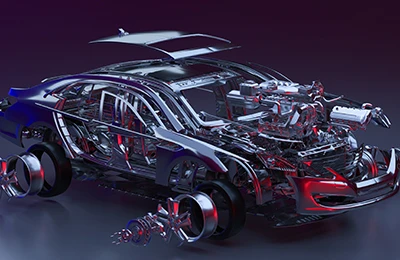
Automotive and Transportation Components
Injection molding supports custom plastic parts for automotive and transportation applications, including interior components, covers, clips, Klammern, Gehäuse, Anschlüsse, and assembly-related parts.
Projects are reviewed according to material strength, Hitzebeständigkeit, Dimensionsstabilität, surface appearance, fastening features, assembly fit, and repeat-production requirements.
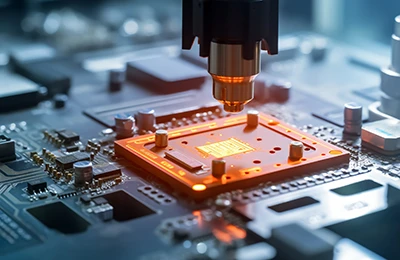
Electronic and Communication Equipment Housings
Injection molding is suitable for electronic housings, communication-equipment enclosures, frames, covers, Klammern, Tasten, Anschlüsse, and appearance-sensitive plastic components.
Critical considerations may include resin selection, Wandstärke, Hitzebeständigkeit, insulation needs, cosmetic surfaces, snap fits, screw bosses, Dimensionsstabilität, and assembly relationships.

Medical-Device and Laboratory Equipment Components
Injection molding supports custom plastic parts for medical-device equipment, diagnostic instruments, laboratory systems, Gehäuse, covers, Vorrichtungen, adapters, and other non-implant components.
Projects are reviewed according to resin requirements, dimensional control, Oberflächenqualität, cleanliness expectations, assembly needs, inspection planning, and packaging conditions.

Industrial and Automation Components
Injection molding supports plastic housings, covers, Klammern, guards, handles, knobs, clips, Anschlüsse, Vorrichtungen, and assembly components for industrial equipment and automation systems.
The molding route is reviewed according to mechanical load, Materialverhalten, Wandstärke, ribs, bosses, fastening features, Oberflächenanforderungen, and expected production quantity.
Consumer Products and Household Components
Injection molding can be used for custom enclosures, handles, covers, storage components, product shells, clips, Klammern, and other plastic parts for consumer and household applications.
Projects are reviewed according to appearance requirements, resin selection, Wandstärke, parting lines, gate locations, ejector marks, surface texture, assembly fit, und Wiederholbarkeit.

Verpackung, Containers, and Product Enclosures
Injection molding supports custom caps, closures, containers, trays, protective covers, product enclosures, and packaging-related plastic components.
Abhängig von der Anwendung, we review resin suitability, Wandstärke, sealing features, Aussehen, dimensional consistency, assembly requirements, and expected production volume.

DFM Review



Explore a selection of custom injection-molded plastic components supported by Rapid Efficient, including housings, covers, Klammern, clips, Anschlüsse, containers, Gehäuse, and assembly-related parts.
Each project is reviewed according to its resin requirements, Geometrie, Wandstärke, draft angles, ribs, bosses, Unterschneidungen, parting lines, gate locations, cosmetic surfaces, assembly needs, inspection priorities, and expected quantity. From T1 samples and low-volume batches to repeat orders, we focus on stable molding, consistent appearance, and practical production planning.
{kind=link}

Once the mold, resin, and processing conditions have been confirmed, injection molding can support stable repeat production for custom plastic parts.
This makes it suitable for housings, covers, clips, Anschlüsse, Klammern, Gehäuse, and other components that require consistent geometry and appearance across multiple batches.
For repeat projects, we focus on material consistency, molding parameters, inspection priorities, Oberflächenanforderungen, Verpackung, and delivery scheduling.

Injection molding can produce plastic parts with ribs, bosses, snap fits, screw posts, clips, textured surfaces, and integrated assembly features.
Jedoch, stable results depend on practical design choices. Wall thickness, draft angles, Unterschneidungen, parting lines, gate locations, ejector marks, sink marks, weld lines, and warpage risks should be reviewed before mold manufacturing.
A clear DFM review helps improve moldability, Dimensionsstabilität, surface appearance, and assembly performance while reducing avoidable mold changes.

Injection molding requires an upfront investment in mold development, but the unit cost can become more competitive as the production quantity increases.
The final cost depends on the resin, Teilegeometrie, mold structure, cavity strategy, Oberflächenbeschaffenheit, expected quantity, inspection needs, and required secondary operations.
A practical tooling route helps balance mold investment, part quality, production speed, and long-term unit cost without over-engineering the project.
1. Review the Part Design and DFM Risks
A stable injection-molding project begins with a practical design review before mold manufacturing.
We review the 3D model, drawing, application, expected quantity, and assembly requirements to identify avoidable risks related to:
1. Wall thickness and sudden thickness changes.
2. Draft angles and mold-release conditions.
3. Ribs, bosses, snap fits, screw posts, and fastening features.
4. Undercuts, side actions, inserts, and parting lines.
5. Gate locations, ejector marks, sink marks, weld lines, and warpage risks.
6. Cosmetic surfaces, texture requirements, and assembly relationships.
Early DFM review helps reduce unnecessary mold changes, improve dimensional stability, and shorten the path from design approval to T1 sampling.
2. Select the Resin and Tooling Route
The right plastic material depends on how the finished part will be used.
Before quotation, we review the required strength, Flexibilität, Hitzebeständigkeit, chemical resistance, Aussehen, Dimensionsstabilität, moisture sensitivity, and operating environment.
Common material options may include:
1. ABS for balanced strength, Aussehen, and general-purpose housings.
2. PC and PC+ABS for impact resistance and equipment enclosures.
3. PP for lightweight parts and chemical resistance.
4. PA and glass-filled PA for stronger mechanical components.
5. POM for low-friction parts and stable mechanical performance.
6. PMMA for transparent or appearance-sensitive parts.
7. TPE and TPU for flexible or soft-touch applications.
8. Other engineering plastics according to project requirements.
The tooling route should also match the expected quantity, part complexity, mold life, Oberflächenanforderungen, and long-term production plan.
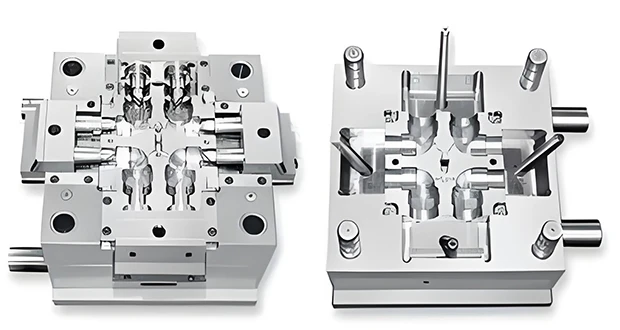
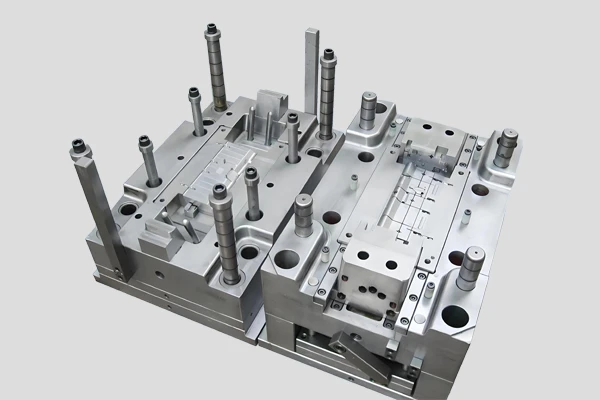
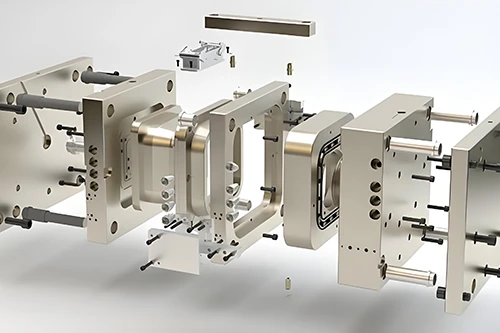
3. Develop the Mold and Confirm T1 Samples
After the design and tooling route are confirmed, the mold-development stage begins.
A practical mold plan should consider:
1. Mold structure, cavity strategy, and expected production volume.
2. Gate type, gate location, runner design, and filling behavior.
3. Cooling layout and cycle-time considerations.
4. Ejection strategy and visible ejector-mark locations.
5. Parting lines, sliders, lifters, inserts, and undercut handling.
6. Surface texture, Polieren, and cosmetic-area requirements.
T1 samples are then reviewed for fit, Abmessungen, Aussehen, assembly performance, and molding stability.
Where necessary, the mold can be adjusted before production approval to reduce avoidable quality problems during repeat orders.
4. Control the Molding Process for Stable Production
Consistent injection-molded parts depend on controlled material preparation, stable molding conditions, and repeatable quality checks.
Depending on the resin and geometry, production planning may include:
1. Material drying and moisture control where required.
2. Stable melt temperature, mold temperature, injection pressure, and injection speed.
3. Holding pressure and cooling-time adjustments to control shrinkage and warpage.
4. Monitoring of sink marks, weld lines, flash, short shots, burn marks, and surface defects.
5. Verification of critical dimensions, cosmetic surfaces, and assembly features.
6. Batch-to-batch control for repeat-production orders.
The objective is not only to mold parts quickly, but to maintain consistent function, Aussehen, and assembly performance across production batches.
5. Complete Secondary Operations, Inspektion, and Delivery
After molding, the required finishing, Montage, and inspection steps should be coordinated according to the final application.
Depending on the project, support may include:
1. Gate removal, trimming, and basic surface cleanup.
2. Insert installation, threaded inserts, and simple assembly.
3. Printing, Beschriftung, Malerei, Oberflächenbehandlung, or packaging where required.
4. Dimensional inspection of critical features and assembly relationships.
5. Appearance checks for cosmetic surfaces, Textur, color, flash, sink marks, and visible defects.
6. Packaging and delivery planning for samples, low-volume batches, and repeat-production orders.
Material records, inspection documents, and other supporting information can be coordinated according to the project requirements.
A successful injection-molding project depends on more than mold manufacturing alone. Early DFM review, practical resin selection, stable tooling, controlled molding conditions, and clear inspection planning help reduce rework and support reliable repeat production.
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.

Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.

Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.

For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Your files are secure and treated as confidential. Send your drawing for fast review and quotation.
1. Common Part Defects and Design-Related Risks
Injection-molded parts may develop visible or dimensional defects when the part design, resin behavior, mold structure, and processing conditions are not properly coordinated.
Common issues include:
1. Sink Marks
Local depressions may appear near thick sections, ribs, bosses, or sudden wall-thickness changes. Uniform wall thickness, practical rib design, suitable gate placement, and controlled holding pressure can help reduce this risk.
2. Warpage
Parts may bend or twist after molding due to uneven cooling, material shrinkage, asymmetric geometry, or unsuitable wall-thickness distribution. Early DFM review and balanced mold cooling are important for dimensional stability.
3. Flash
Excess plastic may appear along parting lines, inserts, or mold gaps. Mold fit, clamping conditions, resin flow behavior, and processing parameters should be reviewed carefully.
4. Voids and Bubbles
Internal voids or visible bubbles may result from trapped air, insufficient packing, resin moisture, or thick sections. Material drying, venting, part design, and molding conditions should be controlled according to the resin and geometry.
5. Weld Lines and Surface Marks
Weld lines, flow marks, ejector marks, and visible gate marks can affect appearance and sometimes functional performance. These risks should be reviewed before mold manufacturing, especially for cosmetic surfaces.
2. Material Preparation and Process Stability
Stable injection molding depends on controlled material preparation and repeatable processing conditions.
Depending on the resin and part geometry, we review:
1. Material Drying
Moisture-sensitive resins may require controlled drying before molding to reduce bubbles, silver streaks, brittleness, or inconsistent surface quality.
2. Melt and Mold Temperature
Temperature affects resin flow, surface appearance, shrinkage, cooling time, and dimensional stability. The correct processing window depends on the selected material.
3. Injection Speed and Pressure
Injection speed, injection pressure, and holding pressure must be matched to the geometry, Wandstärke, gate location, and resin flow behavior.
4. Cooling Time and Shrinkage Control
Uneven or insufficient cooling may lead to warpage, dimensional variation, and unstable assembly fit. Cooling layout and cycle conditions should be reviewed during mold development.
5. Venting and Filling Behavior
Short shots, burn marks, trapped air, and incomplete filling may be related to gate design, venting, resin flow, or process settings.
The goal is not simply to produce parts quickly, but to maintain consistent dimensions, Aussehen, and assembly performance across production batches.
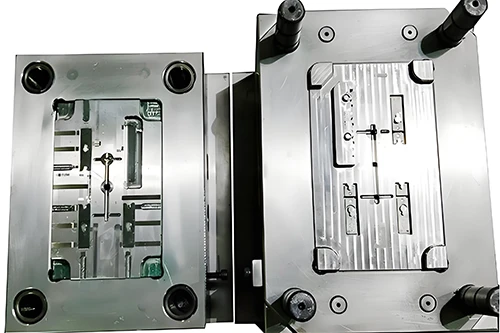
3. Mold Condition, Inspektion, and Repeat-Production Control
Repeat-production quality depends on more than the injection-molding machine alone. Mold condition, Wartung, inspection priorities, and revision control all affect long-term consistency.
For repeat projects, wir konzentrieren uns auf:
1. Mold Condition
Parting surfaces, Hohlräume, cores, sliders, lifters, inserts, gates, vents, cooling channels, and ejector systems should be maintained according to the production volume and material behavior.
2. T1 Sample Review
Before production approval, T1 samples should be checked for dimensions, Aussehen, fit, assembly performance, gate marks, ejector marks, sink marks, flash, weld lines, and warpage.
3. Critical-Feature Inspection
Inspection priorities should be defined before production, especially for mating features, sealing areas, snap fits, screw bosses, cosmetic surfaces, and assembly-related dimensions.
4. Drawing and Revision Control
For repeat orders, the approved drawing, resin specification, Oberflächenanforderungen, mold revision, packaging instructions, and inspection expectations should be clearly recorded.
5. Batch-to-Batch Consistency
Material consistency, molding parameters, mold condition, Inspektionsprotokolle, and packaging requirements should be coordinated to support stable repeat production.
A structured review process helps reduce avoidable mold adjustments, production interruptions, and delivery risk.
Rapid Efficient supports custom injection-molded parts for a wide range of industries. Each project is reviewed according to its resin requirements, Geometrie, Aussehen, assembly needs, Produktionsvolumen, quality expectations, and delivery priorities.
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.

Precision-machined components for robotic arms, Automatisierungsgeräte, end effectors, Gelenke, motor-related parts, sensor housings, Vorrichtungen, and assembly tooling.

Custom CNC machined parts for medical-device equipment, diagnostic instruments, laboratory systems, Gehäuse, Vorrichtungen, Ventile, adapters, and non-implant mechanical components.

Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.

CNC machining for enclosures, frames, heat-dissipation parts, Tasten, Klammern, Vorrichtungen, connector components, and appearance-sensitive aluminum parts.

Custom parts for energy-storage systems, EV-related equipment, Motorgehäuse, thermal-management components, Klammern, Anschlüsse, Vorrichtungen, and mechanical assemblies.

CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.