
Präzisionsbearbeitungsdienste
Rapid Efficient provides precision machining services for custom parts requiring controlled dimensions, critical fits, stable datum relationships, consistent surface quality, and reliable inspection.
From functional prototypes and low-volume batches to repeat production, we review the material, Geometrie, tolerance priorities, Oberflächenbeschaffenheit, inspection requirements, and delivery schedule before quotation.
Upload Your Drawing for Precision Machining Review


Critical features reviewed to ±0.005 mm where conditions allow

Datums, fits, critical dimensions, and reporting needs reviewed early

As little as 3 working days for suitable projects
Precision Machining for Critical Features and Stable Fits
Precision machining is not simply about applying the smallest possible tolerance to every dimension. The goal is to control the features that determine fit, alignment, Versiegelung, motion, and assembly performance.
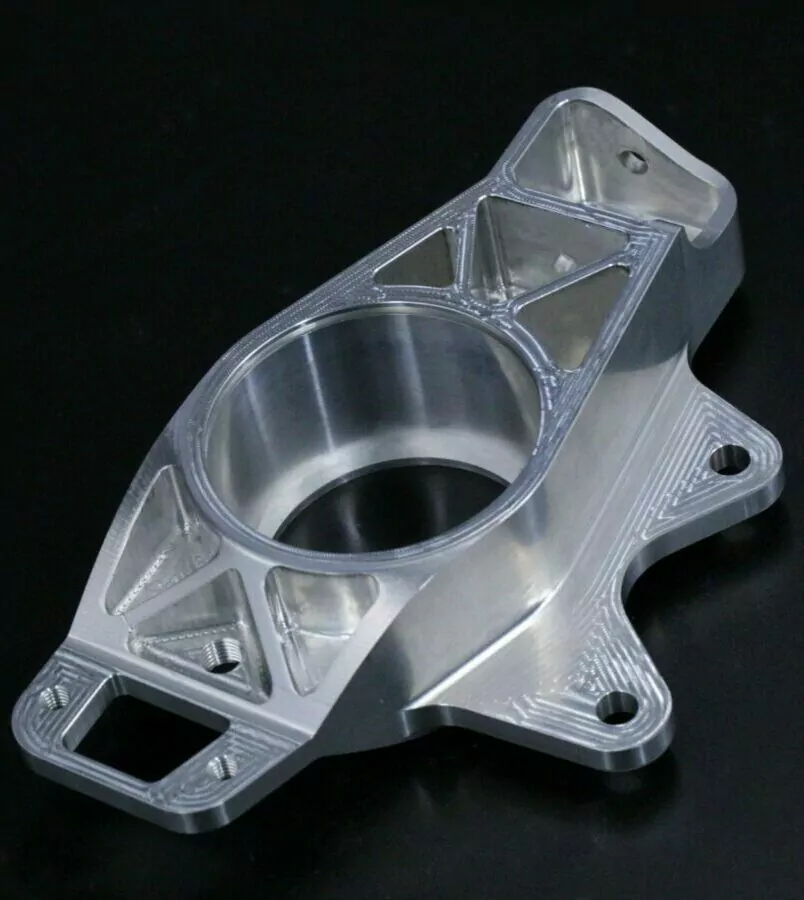
Rapid Efficient supports custom housings, Klammern, Wellen, sleeves, Vorrichtungen, adapters, mating components, and other precision parts requiring closer review of datums, critical dimensions, position tolerances, flatness, concentric relationships, run-out, or surface roughness.
Before quotation, we review the material, Geometrie, tolerance budget, datum scheme, finishing route, inspection access, reporting requirements, and delivery priorities. Selected critical features requiring ±0.005 mm can be reviewed individually where the geometry, Material, machining route, and inspection method allow.
From functional prototypes and low-volume batches to repeat production, we focus on fast response, stable process control, practical inspection planning, and consistent delivery.

Precision machining is a controlled manufacturing approach for parts where selected dimensions, fits, geometric relationships, and surface requirements directly affect function. A part is not precision-machined simply because it was produced on a CNC machine. The machining route and inspection plan must be built around the features that matter most.
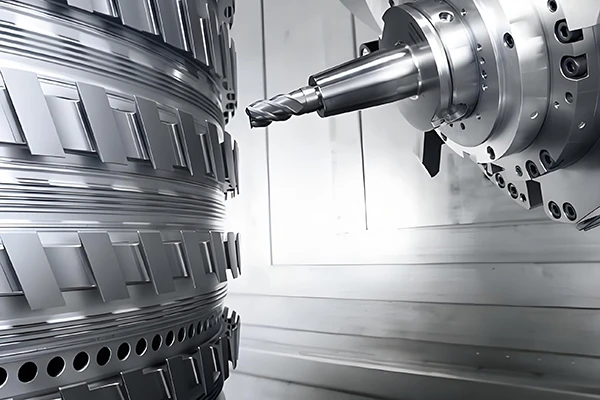
Depending on the design, precision machining may involve milling, drehen, Bohren, langweilig, threading, multi-side machining, entgraten, Oberflächenveredelung, and dimensional inspection.
Before production, the drawing should identify critical datums, functional dimensions, GD&T requirements, fits, mating surfaces, Oberflächenrauheit, finishing allowances, and inspection expectations. Tight tolerances should be concentrated on function-critical features rather than applied blindly to every dimension.
Rapid Efficient reviews these requirements before quotation to help reduce avoidable cost, rework, and delivery risk from functional prototypes to repeat-production orders.
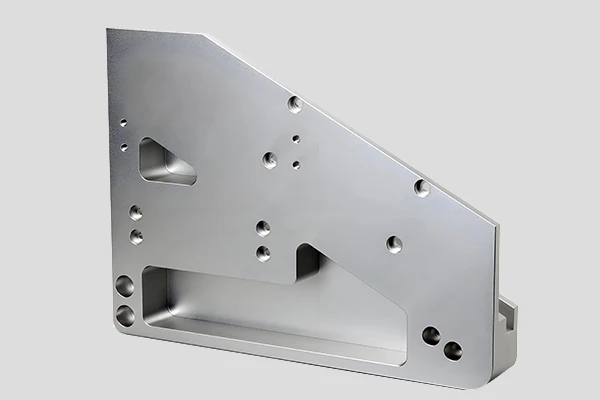
Rapid Efficient supports custom parts where functional dimensions, datum relationships, Oberflächenqualität, inspection requirements, and repeatability must be controlled carefully.
Aerospace and High-Performance Equipment Components
Precision machining supports lightweight brackets, Gehäuse, Vorrichtungen, adapters, structural components, and other non-flight-critical parts for aerospace-related and high-performance equipment applications.
Projects are reviewed according to material, Geometrie, datum relationships, critical dimensions, Oberflächenqualität, inspection needs, and traceability requirements.
Medical-Device and Laboratory Equipment Parts
Precision machining supports custom parts for medical-device equipment, diagnostic instruments, laboratory systems, Vorrichtungen, Gehäuse, adapters, and other non-implant components.
Depending on the project, we review material selection, dimensional control, Oberflächenqualität, cleanliness expectations, inspection planning, and packaging requirements.
Electronic, Communication, and Sensor Housings
Precision machining is suitable for enclosures, frames, heat-dissipation structures, communication-equipment housings, sensor components, and appearance-sensitive mechanical parts.
Critical features may include mating faces, sealing areas, hole positions, Wandstärke, flatness, cosmetic surfaces, and assembly relationships.
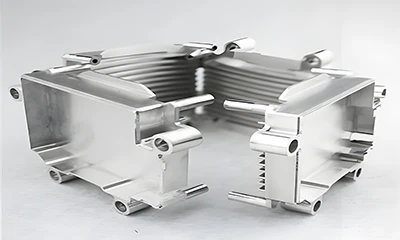
Precision Tooling, Vorrichtungen, and Mold Components
Precision machining supports inserts, Teller, Vorrichtungen, jigs, mold components, locating features, and tooling parts requiring stable dimensions and repeatable assembly.
Before production, we review datum surfaces, hole positions, flatness, fit requirements, wear areas, Oberflächenbeschaffenheit, and inspection methods.

Optical, Sensor, and Instrument Components
Precision machining supports custom mounts, frames, holders, Gehäuse, adapters, and structural components for optical, sensor, and precision-instrument applications.
Projects may require close review of alignment features, mating surfaces, hole positions, flatness, Oberflächenqualität, cosmetic areas, and inspection access.
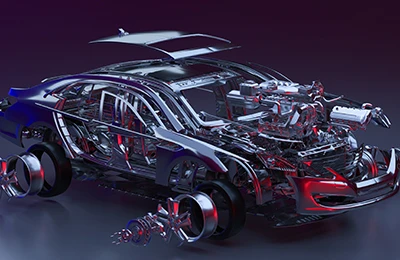
Automobil, Robotik, and Industrial Components
Precision machining supports custom brackets, Gehäuse, Vorrichtungen, adapters, motor-related components, automation parts, and mechanical structures for automotive, Robotik, and industrial-equipment applications.
The machining route is reviewed according to material, functional fits, datum relationships, critical dimensions, Oberflächenbeschaffenheit, inspection requirements, Menge, and delivery priorities.




Explore a selection of custom precision-machined components supported by Rapid Efficient, including housings, Klammern, Wellen, sleeves, Vorrichtungen, adapters, mating parts, sensor components, and repeat-production parts.
Each project is reviewed according to its material, Geometrie, datum scheme, functional fits, critical dimensions, GD&T requirements, Oberflächenbeschaffenheit, inspection method, reporting needs, and production quantity. From prototypes to repeat orders, we focus on fast response, stable process control, reliable inspection, and consistent delivery planning.
{kind=link}

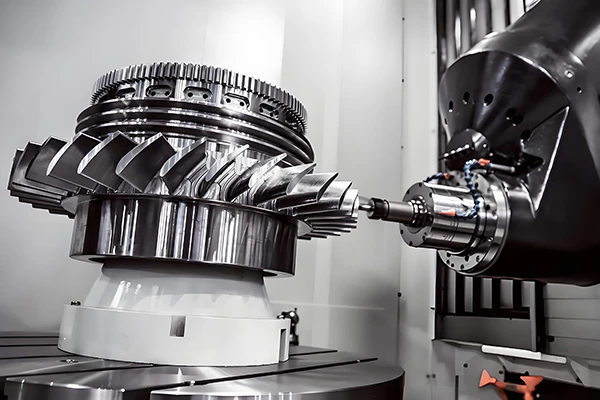
Rapid Efficient supports custom precision parts through coordinated CNC milling, CNC drehen sich, multi-axis machining, and dimensional inspection resources.
The machining route is reviewed according to the material, Geometrie, datum scheme, tolerance priorities, Oberflächenbeschaffenheit, Menge, inspection method, and reporting requirements. This helps match the process to the actual functional needs of the part instead of applying the same route to every project.
Many quotations can be returned within 1 working day after the drawing, Material, Menge, and finishing requirements are received.
For suitable precision-machining projects, expedited delivery can be arranged from as little as 3 Arbeitstage. The final schedule depends on the part geometry, tolerance requirements, Materialverfügbarkeit, inspection plan, and secondary operations.

Our ISO 9001 quality-management system supports structured review, Prozesskontrolle, inspection planning, and documentation coordination throughout the production process.
Depending on the project requirements, material certificates, dimensional inspection records, CMM reports, and other supporting documents can be coordinated upon request.
Selected critical features requiring ±0.005 mm can be reviewed individually where the geometry, Material, machining route, and inspection method allow.
We focus on the features that determine real performance, including datums, functional fits, hole positions, flatness, concentric relationships, run-out, mating surfaces, and surface roughness. Applying tight tolerances only where they are necessary helps control cost and lead time without compromising function.
Rapid Efficient supports one-off prototypes, low-volume batches, and repeat-production orders for custom precision parts.
For repeat projects, we focus on drawing-revision control, material consistency, process planning, critical-feature inspection, finishing coordination, Verpackung, and delivery scheduling to maintain stable quality across batches.
Six practical controls for improving dimensional accuracy, Wiederholbarkeit, and inspection reliability:
1. Define Critical Features and Datum Relationships
Precision machining begins with a clear understanding of how the part functions in the final assembly.
Before production, we review the drawing to identify the features that directly affect fit, alignment, Versiegelung, motion, and assembly performance.
This includes:
1. Primary, secondary, and tertiary datums.
2. Critical dimensions and functional fits.
3. Hole positions, mating surfaces, and sealing areas.
4. Ebenheit, perpendicularity, Parallelität, concentricity, and run-out where applicable.
5. Inspection access for features that must be verified after machining.
A clear datum scheme helps prevent tolerance conflicts and keeps the machining route focused on the features that matter most.
2. Apply Tight Tolerances Only Where They Matter
Applying the smallest possible tolerance to every dimension does not automatically create a better part. It can increase machining time, inspection cost, scrap risk, and delivery pressure without improving function.
Selected critical features requiring ±0.005 mm can be reviewed individually where the material, Geometrie, machining route, and inspection method allow.
To control cost and lead time, we recommend:
1. Prioritizing functional dimensions and mating features.
2. Using general tolerances for non-critical dimensions.
3. Separating dimensional tolerances from geometric tolerances.
4. Confirming surface-finish requirements only where they affect performance or appearance.
5. Reviewing the tolerance budget before production begins.
3. Control Material Stress and Machining Deformation
Material behavior can affect dimensional stability as stock is removed. Large pockets, dünne Wände, flat plates, long shafts, and heavily machined structures may deform during machining or after unclamping.
Depending on the project, a more stable process may include:
1. Reviewing the material grade, temper, stock form, and residual-stress risk.
2. Using stress-relieved material where appropriate.
3. Separating roughing, Halbfertigbearbeitung, and final finishing operations.
4. Removing material progressively and symmetrically where the geometry allows.
5. Inspecting critical dimensions after unclamping and allowing stabilization time where necessary.
Deformation control should be planned before machining, not treated as a correction step after the part is finished.
4. Use Stable Fixtures and Practical Setup Strategies
A precision part can still fail inspection if the workpiece is distorted during clamping or repeatedly repositioned without a stable datum strategy.
To improve repeatability, we review:
1. Datum surfaces and fixture-contact areas.
2. Clamping pressure and support locations.
3. Thin walls, unsupported features, and lightweight structures.
4. The number of required setups and repositioning operations.
5. Whether multi-axis machining can protect feature-to-feature relationships more effectively.
The goal is to secure the part without forcing it into a temporary shape that changes after machining.
5. Match Tools and Cutting Parameters to the Geometry
Tool selection directly affects dimensional accuracy, Oberflächenqualität, cycle time, and process stability.
For tight-tolerance features, deep cavities, schmale Schlitze, tall ribs, and appearance-sensitive surfaces, we review:
1. Tool diameter, Geometrie, Schärfe, Beschichtung, and reach.
2. Spindelgeschwindigkeit, Futterrate, und Tiefe des Schnitts.
3. Finishing allowance and the number of finishing passes.
4. Werkzeugablenkung, Vibration, Spanabfuhr, and coolant access.
5. Tool-wear monitoring before critical finishing operations.
Stable cutting conditions help reduce avoidable variation and maintain consistent results across prototypes and repeat-production batches.
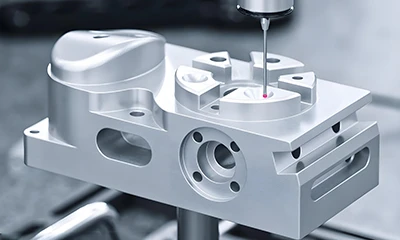
6. Plan Inspection Before Production
Inspection should be planned before machining begins, especially for parts with tight tolerances, complex datum relationships, or multiple functional surfaces.
Depending on the drawing requirements, the inspection plan may include:
1. Calipers, Mikrometer, Höhenmessgeräte, thread gauges, and pin gauges.
2. CMM inspection for critical geometric relationships and position tolerances.
3. Surface-roughness checks for functional or cosmetic areas.
4. Dimensional records, inspection reports, and material certificates where requested.
5. Final verification after unclamping, fertig, and any required secondary operations.
Early inspection planning helps reduce rework, protect delivery schedules, and ensure that the reported measurements reflect the final condition of the part.
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.

Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.

Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.

For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Secure file upload. Fast quotation and machining review for your custom CNC parts.
What Tolerances Can You Achieve for Precision-Machined Parts?
Achievable tolerances depend on the material, part size, Geometrie, Wandstärke, datum scheme, machining route, Oberflächenbeschaffenheit, and inspection method.
For selected critical features, tolerances down to ±0.005 mm can be reviewed individually where the conditions allow. These may include functional fits, mating surfaces, precision bores, hole positions, flatness-sensitive areas, concentric relationships, and run-out requirements.
Tight tolerances should be applied where they protect fit, alignment, Versiegelung, motion, or assembly performance. Applying the smallest possible tolerance to every dimension can increase cost, inspection time, and delivery risk without improving the final part.
How Do You Control Quality for Precision-Machining Projects?
Quality planning begins before machining. We review the drawing, datum relationships, functional fits, GD&T requirements, Oberflächenbeschaffenheit, finishing route, and inspection expectations before production.
Depending on the project requirements, inspection may include calipers, Mikrometer, Höhenmessgeräte, thread gauges, pin gauges, surface checks, and CMM inspection for critical geometric relationships.
Material certificates, dimensional records, CMM reports, and other supporting documents can be coordinated upon request. The inspection plan is matched to the functional risk and reporting requirements of the part.
What Determines the Cost of Precision-Machined Parts?
The cost of a precision-machined part depends on more than its material and overall size.
The main cost drivers include:
1. Part geometry, number of setups, and tool-access difficulty.
2. Material grade, stock form, and material-removal volume.
3. Tight-tolerance features, GD&T requirements, and inspection workload.
4. Deep cavities, dünne Wände, schmale Schlitze, small internal radii, and complex datum relationships.
5. Surface-finishing, masking, Wärmebehandlung, Überzug, Passivierung, and other secondary operations.
6. Menge, packaging requirements, documentation needs, and delivery schedule.
The most cost-effective approach is to apply tight tolerances and detailed inspection only where they create real functional value.
What Information Do You Need to Prepare a Quote?
To prepare a fast and meaningful quotation, please provide as much of the following information as possible:
1. A 3D CAD file, such as STEP, STP, IGs, IGES, or X_T.
2. A 2D drawing with critical dimensions, Toleranzen, GD&T, and inspection notes where applicable.
3. Material grade and any traceability requirements.
4. Required quantity, including prototype and repeat-order expectations.
5. Surface-finish, heat-treatment, Beschichtung, Überzug, Passivierung, or masking requirements.
6. Functional fits, cosmetic surfaces, mating faces, sealing areas, and other critical features.
7. Required inspection reports, material certificates, or supporting documents.
8. Target delivery date and any expedited-production requirements.
Many quotations can be returned within 1 working day after the key project details are received.
(1) Controlled Critical Dimensions and Functional Fits
Precision machining is most valuable when selected dimensions, geometric relationships, and surface requirements directly affect fit, alignment, Versiegelung, motion, or assembly performance.
For critical features, tolerances down to ±0.005 mm can be reviewed individually where the material, Geometrie, machining route, and inspection method allow.
(2) Better Control of Datum Relationships
A stable datum scheme helps protect hole positions, mating faces, flatness, perpendicularity, Parallelität, concentric relationships, run-out, and other functional requirements.
By reviewing the drawing before production, the machining route can be focused on the features that matter most instead of applying unnecessary tight tolerances to every dimension.
(3) Flexible Support from Prototype to Repeat Production
Precision machining supports one-off functional prototypes, low-volume batches, design iterations, and repeat-production orders without dedicated molds or long tooling lead times.
For repeat projects, we focus on drawing-revision control, material consistency, process planning, critical-feature inspection, finishing coordination, Verpackung, and delivery scheduling.
(4) Inspection Planning Built into the Process
Inspection should be planned before machining begins, especially for parts with tight tolerances, complex datum relationships, or multiple functional surfaces.
Depending on the project requirements, dimensional records, CMM reports, material certificates, surface checks, and other supporting documents can be coordinated upon request.
(1) Tight Tolerances Must Be Applied Selectively
The smallest possible tolerance is not always the best choice. Applying unnecessary tight tolerances to every dimension can increase machining time, inspection workload, scrap risk, and delivery pressure without improving function.
The most effective approach is to prioritize functional fits, mating surfaces, sealing areas, critical bores, hole positions, flatness-sensitive regions, concentric relationships, and run-out requirements.
(2) Material Stress and Part Geometry Affect Stability
Large pockets, dünne Wände, flat plates, long shafts, and heavily machined structures can deform as material is removed or after the part is released from the fixture.
Abhängig von der Geometrie, a more stable route may include material-condition review, controlled clamping pressure, staged roughing, Halbfertigbearbeitung, final finishing, balanced material removal, and inspection after unclamping.
(3) Inspection Access Must Be Planned Early
A dimension cannot be controlled reliably if it cannot be inspected properly.
Before production, we review the datum scheme, critical dimensions, GD&T requirements, deep cavities, internal features, multi-surface geometry, measuring access, reporting needs, and final-part condition after finishing.
(4) Surface Finish and Secondary Operations Can Affect Dimensions
Anodisierung, Überzug, Passivierung, Polieren, blasting, Wärmebehandlung, masking, and other finishing routes can affect dimensions, Threads, mating faces, sealing areas, Aussehen, and packaging requirements.
These requirements should be confirmed before machining so the process and inspection plan reflect the final condition of the part.
(5) Cost and Lead Time Depend on the Tolerance Budget
The cost of precision machining depends on the material, Geometrie, number of setups, tolerance concentration, GD&T requirements, inspection workload, Oberflächenveredelung, documentation needs, Menge, and delivery schedule.
Applying detailed control only where it creates real functional value helps balance accuracy, kosten, und Vorlaufzeit.
Unsere CNC-Bearbeitungsdienstleistungen wurden von globalen Kunden aus verschiedenen Bereichen gelobt. Wir liefern CNC-Bearbeitungskomponenten für eine Vielzahl von Branchen, Behandelt Folgendes und mehr.
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.

Precision-machined components for robotic arms, Automatisierungsgeräte, end effectors, Gelenke, motor-related parts, sensor housings, Vorrichtungen, and assembly tooling.

Custom CNC machined parts for medical-device equipment, diagnostic instruments, laboratory systems, Gehäuse, Vorrichtungen, Ventile, adapters, and non-implant mechanical components.

Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.

CNC machining for enclosures, frames, heat-dissipation parts, Tasten, Klammern, Vorrichtungen, connector components, and appearance-sensitive aluminum parts.

Custom parts for energy-storage systems, EV-related equipment, Motorgehäuse, thermal-management components, Klammern, Anschlüsse, Vorrichtungen, and mechanical assemblies.

CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
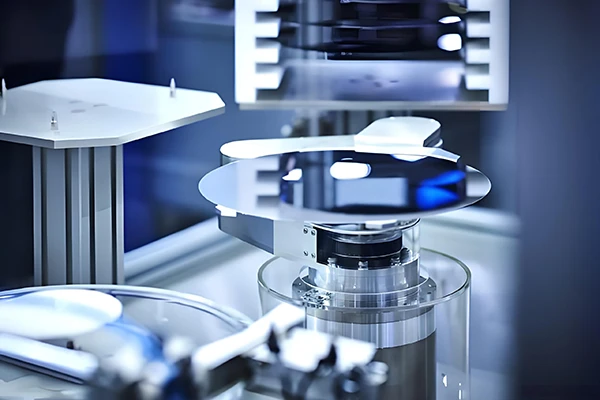
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.