
CNC -Aluminiumbearbeitungsdienste
From rapid prototypes and low-volume batches to repeat production, Rapid Efficient provides CNC aluminum machining services for custom housings, Klammern, heat-dissipation parts, Vorrichtungen, Gehäuse, and precision mechanical components.
Upload your drawing to review the aluminum grade, temper, Geometrie, critical tolerances, anodizing requirements, Oberflächenbeschaffenheit, inspection needs, and delivery schedule before quotation.
Upload Your Drawing for Aluminum Machining Review




Fast, Reliable CNC Aluminum Machining
Aluminum is one of our core CNC machining materials. Rapid Efficient supports custom aluminum parts for prototypes, low-volume batches, and repeat production, with fast quotation, practical DFM review, stable machining, coordinated surface finishing, and inspection planning.
We machine aluminum housings, Klammern, Kühlkörper, Gehäuse, Vorrichtungen, adapters, motor-related components, communication-equipment parts, sensor housings, and other custom mechanical components.
Before production, we review the alloy grade, temper, stock form, Wandstärke, pocket depth, flatness requirements, anodizing route, cosmetic surfaces, tolerance priorities, and inspection method. This helps reduce avoidable deformation, finishing problems, and delivery delays.
CNC aluminum machining uses programmed cutting tools to produce custom parts from aluminum plate, bar, profiles, or other suitable stock forms. Abhängig von der Geometrie, a project may involve milling, drehen, Bohren, threading, multi-side machining, entgraten, Oberflächenveredelung, and dimensional inspection.
Aluminum is lightweight, korrosionsbeständig, and widely used for housings, Klammern, Kühlkörper, Gehäuse, Vorrichtungen, adapters, sensor components, communication-equipment parts, and other custom mechanical components. Jedoch, aluminum should not be treated as one generic material.
The machining route may change according to the alloy grade, temper, stock form, Wandstärke, pocket depth, flatness requirements, cosmetic surfaces, anodizing route, tolerance priorities, and production quantity. A heavily pocketed housing or thin-wall enclosure may require staged machining, symmetrischer Materialabtrag, controlled clamping, and inspection after unclamping.
Rapid Efficient reviews these risks before quotation to help improve dimensional stability, Oberflächenqualität, and delivery speed from prototype development to repeat production.


Choose the alloy according to strength, Korrosionsbeständigkeit, Bearbeitbarkeit, Oberflächenbeschaffenheit, and application requirements.

Aluminium 6061
A versatile CNC machining alloy with a strong balance of machinability, Korrosionsbeständigkeit, Stärke, and finishing compatibility.
6061 is widely used for housings, Klammern, Vorrichtungen, Gehäuse, adapters, and general mechanical components. It is also a practical choice for anodized parts.

Aluminium 6082
A medium-to-high-strength alloy commonly used for structural and load-bearing components.
6082 offers good machinability and corrosion resistance, making it suitable for brackets, frames, Vorrichtungen, mechanical supports, and industrial parts requiring higher strength than standard 6061 Anwendungen.

Aluminium 6063
An alloy commonly selected for extrusion-based parts and appearance-sensitive components.
6063 offers good corrosion resistance and surface-finishing performance. It is suitable for profiles, frames, covers, decorative parts, and components where anodized appearance is important.

Aluminium 7075
A high-strength aluminum alloy with an excellent strength-to-weight ratio.
7075 is suitable for demanding brackets, Vorrichtungen, structural parts, and components exposed to higher mechanical loads. Its corrosion resistance, weldability, and finishing requirements should be reviewed before production.

Aluminium 2024
A high-strength aluminum alloy with good fatigue performance.
2024 is often reviewed for structural parts, Vorrichtungen, and mechanically loaded components. Because its corrosion resistance and anodizing behavior differ from common 6000-series alloys, finishing and environmental requirements should be confirmed early.
Aluminium 5052
A corrosion-resistant alloy with good formability and weldability.
5052 is commonly used for sheet-metal and enclosure applications. CNC machining may still be suitable for selected features, but the manufacturing route should be reviewed according to the part geometry and quantity.




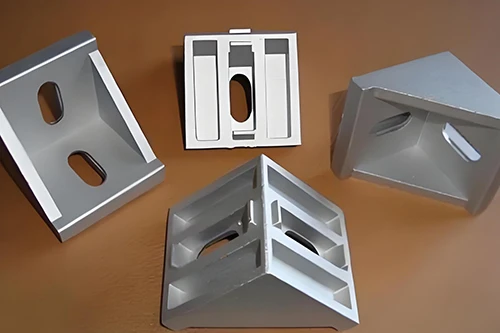
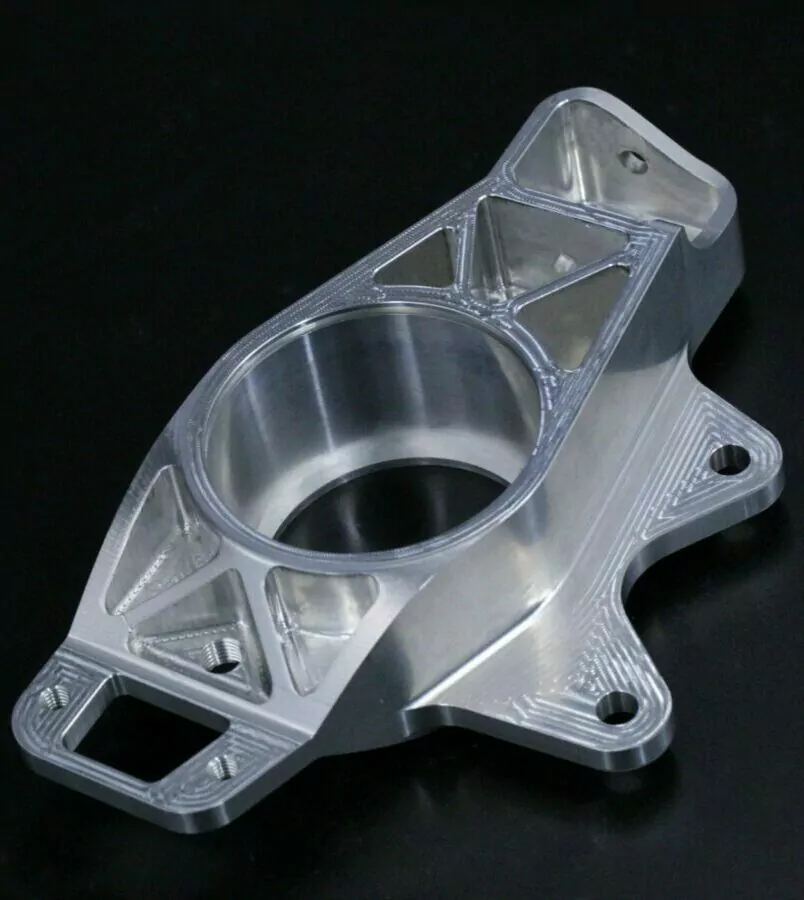
Explore a selection of custom CNC aluminum parts supported by Rapid Efficient, including housings, Klammern, flanges, sleeves, heat-dissipation components, Vorrichtungen, adapters, and repeat-production parts.
Each aluminum project is reviewed according to the alloy grade, temper, Geometrie, tolerance priorities, surface-finish requirements, inspection needs, and production quantity. From prototypes to repeat orders, we focus on fast response, stable machining quality, and practical delivery planning.
{kind=link}
Residual stress in aluminum stock can cause deformation as material is removed. For large housings, thin-wall parts, and flatness-sensitive components, the alloy grade, temper, stock form, and material condition should be reviewed before machining.
Depending on the project, a more stable route may include stress-relieved material, staged roughing, controlled material removal, and inspection after unclamping.

Excessive clamping force can distort thin walls, large pockets, and lightweight aluminum structures during machining.
Use stable datum surfaces, distribute clamping pressure carefully, and add suitable support where required. The goal is to secure the part without forcing it into a temporary shape that changes after unclamping.

Tool geometry, Schärfe, reach, Spindeldrehzahl, Futterrate, and depth of cut all influence cutting forces and surface quality.
For thin walls, tall ribs, deep cavities, and appearance-sensitive surfaces, the machining plan should reduce unnecessary tool pressure while maintaining efficient material removal and stable finishing passes.

Removing too much material in a single operation can release residual stress and reduce dimensional stability.
Für komplexe Aluminiumteile, a more controlled route may include roughing, Halbfertigbearbeitung, rest periods where appropriate, and final finishing passes after the structure has stabilized. Critical dimensions should be verified after unclamping.

Uneven material removal can increase deformation risk, especially for plates, Gehäuse, frames, and heavily pocketed components.
Where the geometry allows it, remove material progressively and symmetrically, avoid concentrating all machining on one side, and plan the sequence around wall thickness, pocket depth, datum stability, and final inspection requirements.
Review Thin Walls and Large Pockets Early
Thin walls, tall ribs, and large pockets can deform under cutting forces, Hitze, and clamping pressure. The practical wall thickness depends on the alloy grade, temper, unsupported height, Geometrie, tolerance requirements, and machining route.
For heavily pocketed housings and lightweight enclosures, review rigidity before production. Staged roughing, symmetrischer Materialabtrag, controlled clamping, and inspection after unclamping can improve dimensional stability.
Keep Engraving Simple and Finish-Friendly
Logos, serial numbers, part markings, and labels can be added by machining or laser engraving, depending on the appearance requirements and finishing route.
Use clear fonts, practical character sizes, and sufficient spacing. Confirm the marking location, Tiefe, cosmetic standard, and whether anodizing, bead blasting, or polishing will be applied after machining.
Specify Threads and Blind Holes Clearly
Use standard thread sizes and pitches whenever possible. The drawing should identify the thread standard, nominal size, pitch, through-hole or blind-hole condition, usable engagement length, and any gauge requirements.
Blind threads require additional space for drill-point geometry, Spanabfuhr, and thread runout. Small threads, anodized parts, and soft aluminum features should be reviewed early to protect thread quality and assembly fit.
Use Practical Internal Radii
Standard milling tools are round, so machined pockets naturally leave an internal radius. A very small corner radius may require smaller tools, slower cutting parameters, additional tool changes, and longer cycle times.
Use the largest practical radius that does not interfere with assembly. When a square or sharp-cornered mating component must fit into a pocket, dog-bone relief may be a more efficient solution.
Review Deep Cavities, Narrow Slots, and Tool Access
Deep cavities, schmale Schlitze, and deep holes can increase tool deflection, Vibration, chip-evacuation difficulty, coolant-access risk, and inspection complexity.
Review cavity depth together with opening width, internal radius, tool reach, Wandstärke, and surface-finish requirements. Drilled holes approaching approximately 6×D or deeper should usually be reviewed separately according to the diameter, Toleranz, access direction, und Ausrüstung.
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, Oberflächenbeschaffenheit, Verpackung, and delivery schedule around your project requirements.

Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 Arbeitstage.

Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, Bearbeitung, Maßprüfung, Oberflächenveredelung, and packaging to maintain stable quality across each batch.

For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Secure file upload. Fast quotation and machining review for your custom CNC parts.
Aluminum machines efficiently, but dimensional stability, Oberflächenqualität, Werkzeugverschleiß, and cycle time still depend on the material condition, Geometrie, clamping method, cutting strategy, and inspection plan.
The following checks help reduce avoidable risk and maintain fast, stable production.
1: Dimensional Deviation
Dimensional deviation may result from tool wear, incorrect offsets, excessive clamping pressure, residual stress, or unstable machining sequences.
To reduce risk:
1. Confirm the drawing, datum scheme, critical tolerances, and inspection method before production.
2. Check tool offsets, compensation values, and tool wear throughout machining.
3. Use controlled clamping pressure to avoid temporary distortion.
4. For large pockets and thin-wall parts, use staged roughing and finishing where appropriate.
5. Inspect critical dimensions after unclamping to confirm the final part condition.
2: Surface Finish Inconsistency
Poor surface finish may be caused by worn tools, unsuitable cutting parameters, Vibration, chip recutting, coolant problems, or unstable workholding.
To improve surface quality:
1. Use sharp tools with suitable geometry for the aluminum alloy and feature type.
2. Review spindle speed, Futterrate, depth of cut, and finishing allowance.
3. Improve chip evacuation to prevent chips from scratching the machined surface.
4. Reduce vibration by improving tool reach, workholding stability, and cutting strategy.
5. Confirm cosmetic surfaces and finishing requirements before production.
3: Premature Tool Wear
Tool wear can increase machining time, affect dimensions, and reduce surface consistency.
To improve tool life:
1. Select cutting tools according to the aluminum alloy, feature geometry, and machining operation.
2. Avoid unnecessary tool extension and unstable cutting engagement.
3. Use suitable spindle speed, Futterrate, und Tiefe des Schnitts.
4. Maintain effective chip evacuation and coolant delivery.
5. Monitor tool condition before critical finishing operations and replace worn tools promptly.
4: Workpiece Deformation
Aluminum housings, Teller, frames, and heavily pocketed parts can deform as material is removed or after the part is released from the fixture.
To improve dimensional stability:
1. Review the alloy grade, temper, stock form, and residual-stress risk before machining.
2. Use staged roughing, Halbfertigbearbeitung, and finishing for geometry-sensitive parts.
3. Balance material removal across the part instead of concentrating machining on one side.
4. Control clamping pressure and add suitable support for thin walls and lightweight structures.
5. Inspect critical dimensions after unclamping and allow stabilization time where appropriate.
5: Low Machining Efficiency
Low machining efficiency is often caused by unnecessary setups, very small internal radii, deep cavities, schmale Schlitze, unstable tool access, or an inefficient machining sequence.
To improve lead time and cost control:
1. Review the drawing early and remove non-functional complexity where possible.
2. Use practical internal radii to allow larger and more stable cutting tools.
3. Reduce unnecessary tool changes, empty passes, and repeated setups.
4. Match the machining route to the geometry, including multi-axis machining where it genuinely improves access and stability.
5. Confirm tolerance priorities so tight inspection requirements are applied only to functional features.
(1) Fast Production Without Tooling
CNC aluminum machining does not require dedicated molds or long tooling lead times. This makes it a practical choice for rapid prototypes, low-volume batches, design iterations, and repeat production.
For suitable projects, expedited delivery can be arranged from as little as 3 working days after the drawing, Material, Menge, and finishing requirements are confirmed.
(2) Strong Strength-to-Weight Performance
Aluminum combines low weight with practical mechanical performance, making it suitable for housings, Klammern, heat-dissipation components, Vorrichtungen, Gehäuse, adapters, sensor parts, and motor-related components.
Different grades can be selected according to strength, Korrosionsbeständigkeit, Bearbeitbarkeit, surface appearance, and application requirements.
(3) Stable Machining for Complex Geometry
CNC machining supports pockets, holes, Threads, Slots, multiple machined faces, thin-wall structures, and multi-surface parts.
With a suitable machining route, aluminum components can be produced with controlled dimensions, stable surface quality, and repeatable inspection standards from prototype development to repeat orders.
(4) Flexible Surface-Finishing Options
Aluminum is well suited to surface-finishing routes such as anodizing, harteloxieren, bead blasting, Polieren, Malerei, powder coating, und Lasergravur.
The finishing route can be reviewed together with cosmetic surfaces, thread protection, masking requirements, mating faces, sealing areas, Verpackung, und Endkontrolle.
(1) Residual Stress and Dimensional Stability
Aluminum stock can release residual stress as material is removed. Large pockets, thin-wall housings, Teller, frames, and flatness-sensitive parts may deform during machining or after unclamping.
A more stable route may include material-condition review, staged roughing, balanced material removal, controlled clamping pressure, Halbfertigbearbeitung, final finishing passes, and inspection after unclamping.
(2) Thin Walls, Deep Cavities, and Tool Access
Thin walls, tall ribs, schmale Schlitze, and deep cavities can increase vibration, tool deflection, chip-evacuation difficulty, and surface-finish risk.
The machining route should be reviewed according to wall thickness, unsupported height, cavity depth, internal radius, tool reach, datum stability, and inspection access.
(3) Tolerance Planning for Critical Features
Tight tolerances should be applied where they protect fit, function, Versiegelung, alignment, or assembly.
Features requiring ±0.01 mm or tighter can be reviewed individually according to geometry, alloy grade, datum relationships, machining route, Oberflächenbeschaffenheit, and inspection method. Applying unnecessary tight tolerances to every dimension can increase cost and lead time without improving the final part.
(4) Surface Finishing Must Be Planned Early
Anodisierung, bead blasting, Polieren, and other finishing routes can affect appearance, Abmessungen, thread fit, masking areas, and handling requirements.
Before production, confirm cosmetic surfaces, mating faces, sealing areas, holes, Threads, color expectations, and packaging requirements to reduce avoidable finishing problems.
Unsere CNC-Bearbeitungsdienstleistungen wurden von globalen Kunden aus verschiedenen Bereichen gelobt. Wir liefern CNC-Bearbeitungskomponenten für eine Vielzahl von Branchen, Behandelt Folgendes und mehr.
CNC machining support for brackets, Gehäuse, bushings, Wellen, adapters, Vorrichtungen, sensor components, and custom mechanical parts used in automotive and mobility projects.

Precision-machined components for robotic arms, Automatisierungsgeräte, end effectors, Gelenke, motor-related parts, sensor housings, Vorrichtungen, and assembly tooling.

Custom CNC machined parts for medical-device equipment, diagnostic instruments, laboratory systems, Gehäuse, Vorrichtungen, Ventile, adapters, and non-implant mechanical components.

Machining support for lightweight housings, Klammern, Vorrichtungen, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.

CNC machining for enclosures, frames, heat-dissipation parts, Tasten, Klammern, Vorrichtungen, connector components, and appearance-sensitive aluminum parts.

Custom parts for energy-storage systems, EV-related equipment, Motorgehäuse, thermal-management components, Klammern, Anschlüsse, Vorrichtungen, and mechanical assemblies.

CNC machined housings, Wellen, sleeves, Klammern, Vorrichtungen, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, Vorrichtungen, Teller, Klammern, Gehäuse, and components requiring controlled dimensions and clean surface finishes.