
Conclusion First
Burrs on aluminum parts are usually caused by dull tools, poor chip evacuation, wrong feeds and speeds, or unsupported thin edges.
The best burr strategy is prevention first, deburring second.
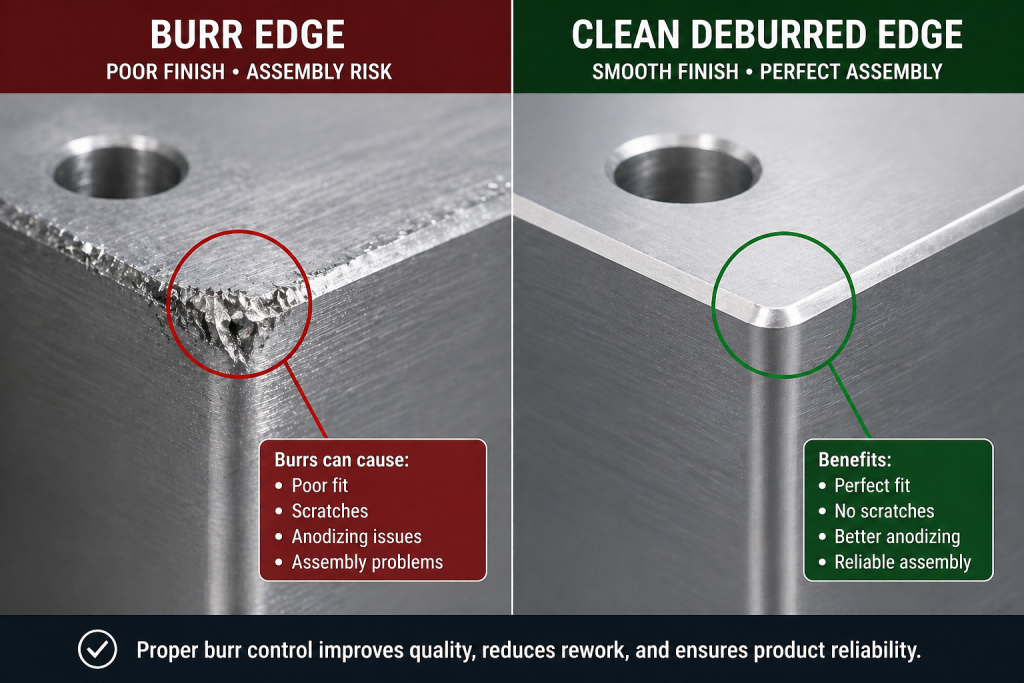
Clean edges improve appearance, assembly fit, anodizing quality, and customer confidence.
Why Burrs Happen on Aluminum
Common causes include:
- dull cutting edges
- built-up edge (BUE) on tools
- excessive feed per tooth
- weak workholding
- chips recutting edges
- thin wall flex during exit cuts (Rollover Burrs)
- tool entry deformation on softer material (Poisson Burrs)
- no chamfer or edge break strategy
Many burr problems begin before deburring ever starts.
Prevention Beats Rework
Use Sharp Tools
Fresh tools shear aluminum cleanly instead of tearing material.
Advanced Coatings
For high-precision jobs, DLC-coated tools are often ideal.
The low-friction surface helps prevent aluminum from sticking to the edge (BUE), allowing cleaner shearing and reducing rollover burr formation.
Optimize Feed and Speed
Too aggressive can tear edges. Too light can rub and smear.
Improve Chip Evacuation
Packed chips often damage finished edges.
High-Pressure Coolant
We use air blast or through-spindle coolant to evacuate chips quickly.
This helps prevent chips from being recut or dragged across finished edges, which is a common source of secondary micro-burrs.
Support Thin Features
Thin fins, ribs, and walls need rigid fixturing.
Add Edge Breaks in CAM
A small chamfer or radius often removes burr risk entirely.
Strategic Tool Pathing
We prioritize climb milling for aluminum whenever possible.
Climb milling exits the material with decreasing chip thickness, which helps pinch material away cleanly and often creates a smaller exit burr than conventional milling.
This lower exit cutting force also helps prevent material rollover and secondary edge burrs.
Why Burrs Matter in Precision Assembly
Beyond appearance, a burr as small as 0.05 mm can disrupt a tight tolerance stack-up.
In multi-part assemblies, an unnoticed burr may act like a spacer, shifting alignment and causing fit issues, leaks, vibration, or costly rework.
Best Deburring Methods for Aluminum
| Method | Best For | Technical Advantage | Cost Impact |
|---|---|---|---|
| CNC Chamfering | Precision edges | Repeatable, inline process | Low |
| Vibratory Tumbling | High-volume batches | Uniform edge break | Very Low |
| Brush / Wheel | Cosmetic edges | Fast finishing | Low |
| Internal Deburring | Cross holes, ports | Reaches hidden burrs | Medium |
| Hand Deburring | Small batches | Flexible manual control | Higher |
For cosmetic parts, plastic or fine ceramic media can remove burrs while protecting critical dimensions.
Poor manual deburring can create secondary burrs, which is why controlled tools and inspection matter.
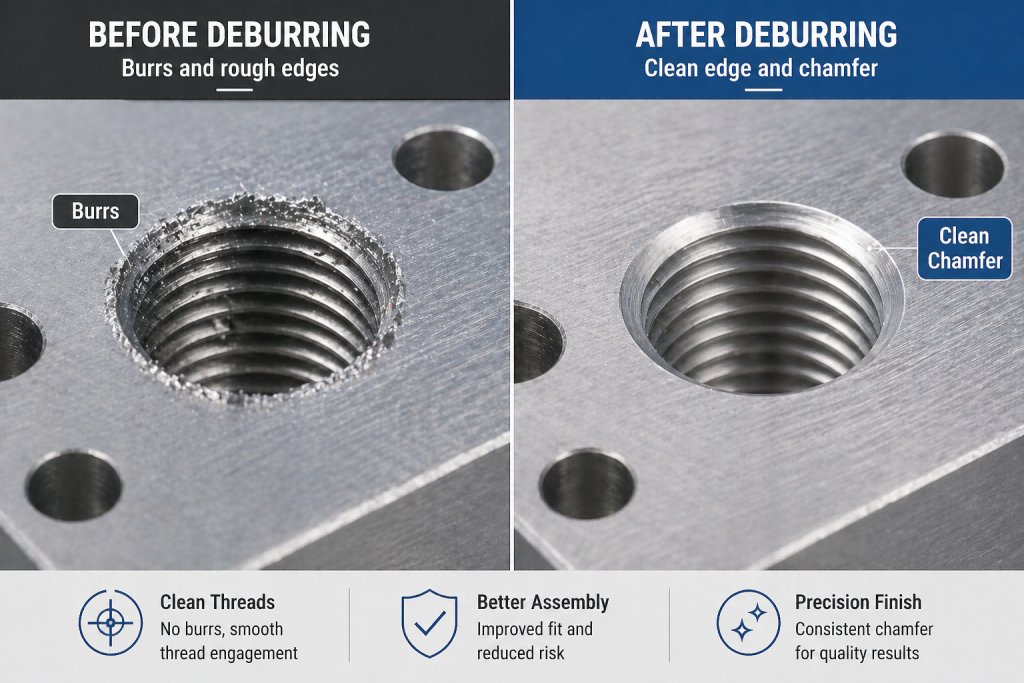
Burr Control on Holes and Threads
Internal burrs often create hidden assembly problems.
Use:
- back chamfer tools
- thread countersink entry
- brush deburring after tapping
- air blast chip removal
Hidden Burr Risk at Cross Holes
In hydraulic manifolds, cooling blocks, and complex housings, burrs at internal cross-hole intersections can be the highest-risk defect.
We use dedicated internal deburring tools and borescope verification to ensure hidden passages are clean and free from loose burrs.
Read our Aluminum Thread Guide
6061 vs 7075: Burr Behavior
6061-T6
More ductile and likely to smear before fracturing. This often creates rollover burrs if tools are dull or rake geometry is poor.
7075-T6
Harder and less ductile. It often shears cleaner, but worn tools may chip edges or create harsher burrs.
Understanding material behavior helps determine rake angle, cutting speed, and exit strategy.
Read our full guide comparing 6061 vs 7075 aluminum for CNC machining
Quality Verification
We do not rely on sight alone.
For critical parts, we use visual checks, tactile fingernail inspection, and 10x magnification to verify that cross-hole intersections and edges are free from residual burrs.
Inspection Levels by Application
Inspection criteria are adjusted based on customer requirements.
This may range from safe handling edges for industrial parts to burr-free edges verified under magnification for aerospace, semiconductor, and precision assemblies.
The Fingernail Test
Our QC team performs a standardized tactile check.
If a fingernail can catch on an edge, the burr is too large for precision assembly.
This human-centered method complements magnification tools to ensure a truly smooth finish.
Engineer’s Note
Many factories treat deburring as a secondary process.
Top suppliers treat burr prevention as part of machining strategy.
That saves labor, improves consistency, and reduces scrap.
Design Tip
Whenever possible, allow a 0.1 mm to 0.3 mm edge break in your CAD model.
If sharp edges are specified everywhere, slower tool paths or manual deburring may be required.
Allowing a small chamfer often enables in-cycle chamfer milling and can reduce post-processing cost.
FAQ
Why does aluminum burr easily?
Because softer aluminum can smear instead of shear when tooling is dull.
Can burrs affect anodizing?
Yes. Burrs trap chemistry and can create poor cosmetic finish.
What is the fastest deburring method?
For many parts, adding chamfering directly in the CNC cycle is fastest.
Do burrs affect assembly?
Absolutely. Burrs often cause fit issues, thread damage, or scratches.
Need Burr-Free Aluminum Parts?
RapidEfficient machines aluminum parts with clean edges, controlled chamfers, and production-ready cosmetic quality.
Send us your drawing for a free manufacturability review within 24 hours.





