
Conclusion First
High-speed CNC aluminum cutting can dramatically reduce cycle time and lower production cost—but only when the process is controlled correctly.
Many shops simply raise spindle speed and feed rate. The result is often:
- burrs on edges
- tool wear
- poor surface finish
- chatter marks
- dimensional instability
The best results come from balancing:
- spindle RPM
- feed rate
- cutter geometry
- chip evacuation
- coolant strategy
- part rigidity
When optimized correctly, aluminum can be machined much faster than steel while maintaining excellent precision.
Why Aluminum Is Ideal for High-Speed Machining
Aluminum offers a strong combination of:
- low cutting resistance
- fast chip formation
- excellent thermal conductivity
- short machining cycles
- lower machine load
That is why aluminum is widely used for:
- heat sinks
- motor housings
- robotics parts
- aerospace brackets
- electronics enclosures
Need material guidance? Read our Best Aluminum for CNC Machining Guide
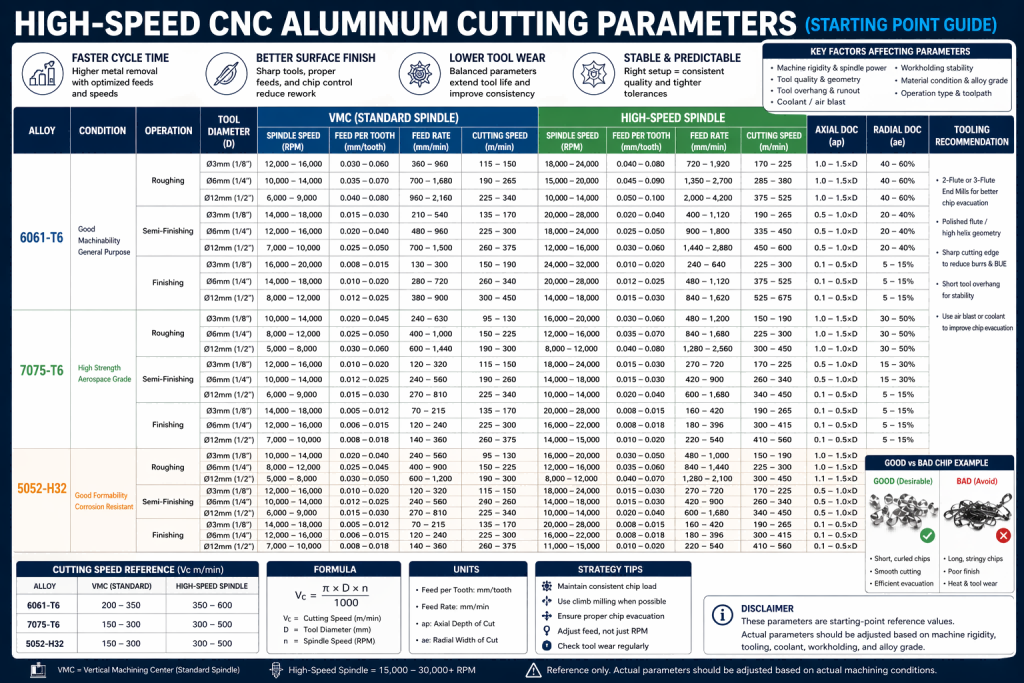
Best RPM and Feed Strategy
Exact values depend on tool diameter, holder rigidity, machine power, coolant, and workholding.
The cutting speed for high-speed aluminum machining can often reach:
Vc=500∼1000 m/min
General cutting speed relation:
Vc=1000πDn
Where:
- Vc = cutting speed
- D = tool diameter
- n = spindle RPM
| Operation | RPM | Feed | Goal |
|---|---|---|---|
| Roughing | High | Aggressive | Fast stock removal |
| Finishing | Medium-High | Controlled | Better surface finish |
| Thin Walls | Moderate | Light | Prevent deflection |
| Deep Cavities | Medium | Conservative | Better chip evacuation |
Running high RPM with low feed often creates rubbing, heat, and rapid tool wear.
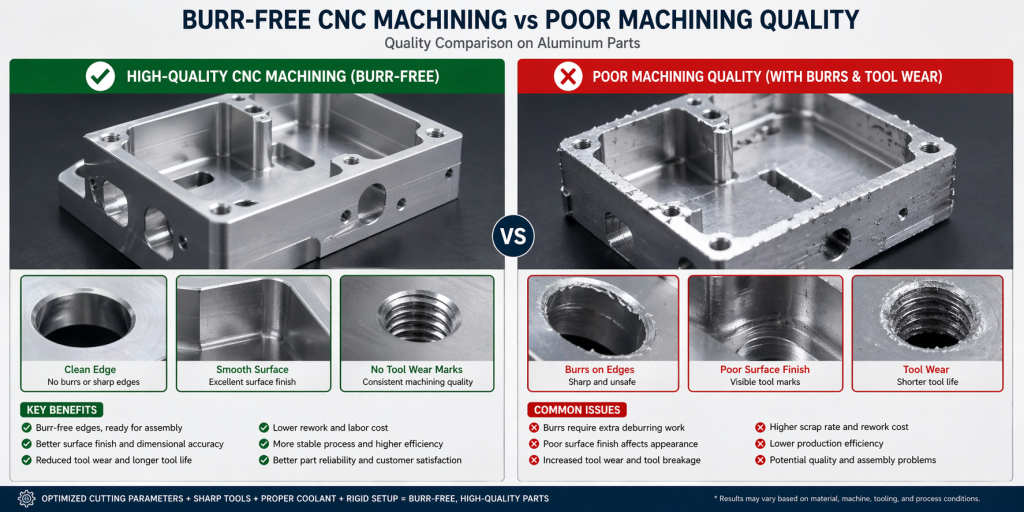
Why Burrs and Tool Wear Happen
Most burr problems are process problems.
Common causes include:
- dull tools
- feed too low
- chip recutting
- tool runout
- weak fixturing
- poor coolant flow
Built-up edge (BUE) is one of the most common causes of poor finish in aluminum machining. It happens when hot aluminum sticks to the tool edge and tears the surface.
Tool wear increases rapidly when chips stay trapped in the cutting zone.
Need troubleshooting help? Read our Aluminum Machining Problems Guide
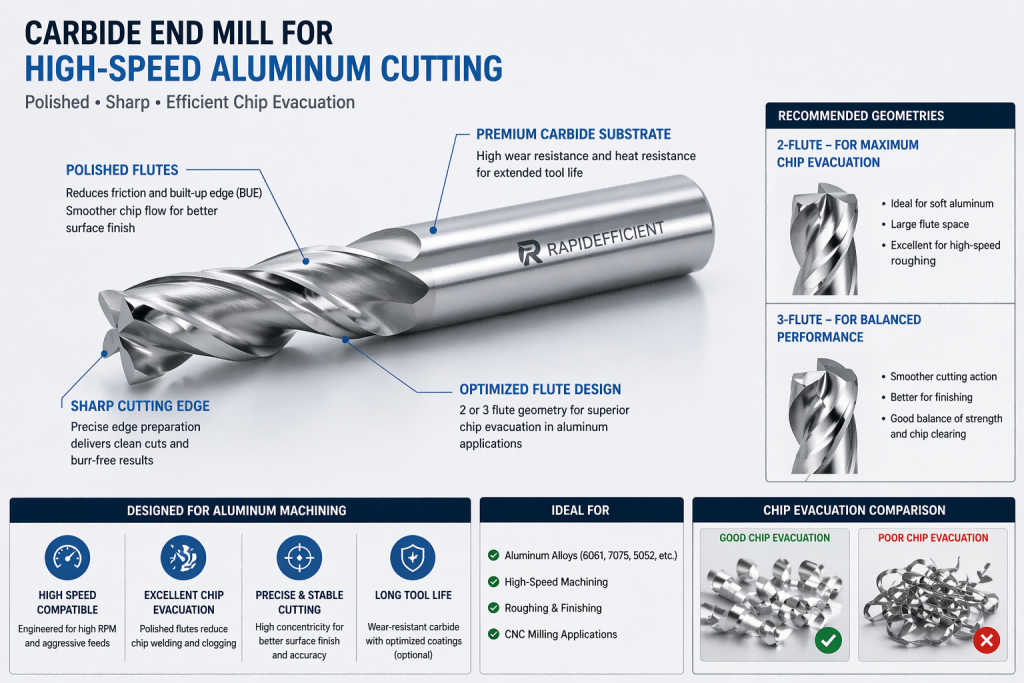
Best Tooling for Fast Aluminum Cutting
Sharp Carbide End Mills
For most applications, polished carbide tools with sharp edges perform best.
2-Flute or 3-Flute Geometry
These designs improve chip evacuation and reduce clogging.
High Helix Geometry
Useful for smoother cutting action and cleaner finishes.
Short Tool Stick-Out
A shorter setup reduces vibration and improves accuracy.
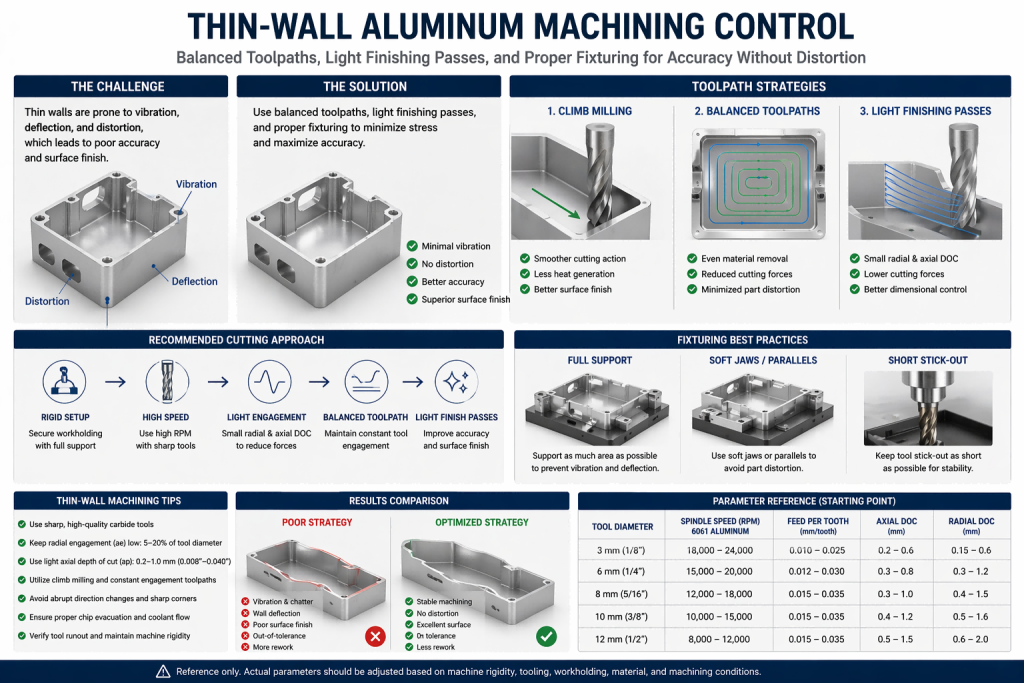
Thin-Wall Parts Need a Different Strategy
High-speed cutting on thin walls can distort parts.
Use:
- light radial engagement
- multiple finish passes
- balanced toolpaths
- support near weak zones
- reduced clamp pressure
See our Thin Wall Aluminum CNC Machining Guide

How High-Speed Cutting Lowers Cost
When done correctly, faster cutting reduces:
- spindle hours
- labor time
- queue delays
- unit cost
- delivery lead time
Optimized cutting strategies often reduce lead time by 20%–40% in repeat production.
Need pricing insight? Read our Aluminum Machining Cost Guide
Engineer’s Note
The highest spindle speed is not always the fastest profitable speed.
Stable chip evacuation, repeatable finish quality, and predictable tool life matter more than chasing maximum RPM.
FAQ
Is aluminum good for high-speed CNC machining?
Yes. Aluminum is one of the best materials for fast CNC machining.
What spindle speed is best for aluminum CNC machining?
It depends on tool diameter, machine rigidity, and cutter type. High-speed machining often uses much higher RPM than steel cutting.
Why does aluminum create burrs?
Usually because of dull tools, chip recutting, or incorrect feed rate.
What tool works best for aluminum?
Sharp carbide end mills with polished flutes are common best choices.
Can thin-wall aluminum be machined at high speed?
Yes, but feeds, support, and finishing strategy must be controlled carefully.
Does coolant help aluminum machining?
Yes. Coolant or air blast helps remove chips and control heat.
Need Faster Aluminum CNC Production?
RapidEfficient machines custom aluminum parts using optimized high-speed cutting strategies for lower cost, cleaner finish, and stable repeatability.
Send us your drawing today for a manufacturability review and quotation.





