
Conclusion First
Thin wall aluminum CNC machining is the process of manufacturing lightweight parts with reduced wall thickness while maintaining dimensional accuracy.
Common thin wall parts include:
- Motor housings
- Heat sink frames
- UAV structures
- Electronics enclosures
- Optical brackets
👉 The biggest challenge is not cutting aluminum — it is controlling deformation after material removal.
Why Thin Wall Machining Is Difficult
When wall thickness becomes small, the part loses rigidity during machining.
This often causes:
- Wall deflection
- Chatter marks
- Tolerance drift
- Poor surface finish
- Post-machining warp
👉 Removing too much material too quickly can ruin an otherwise perfect part.
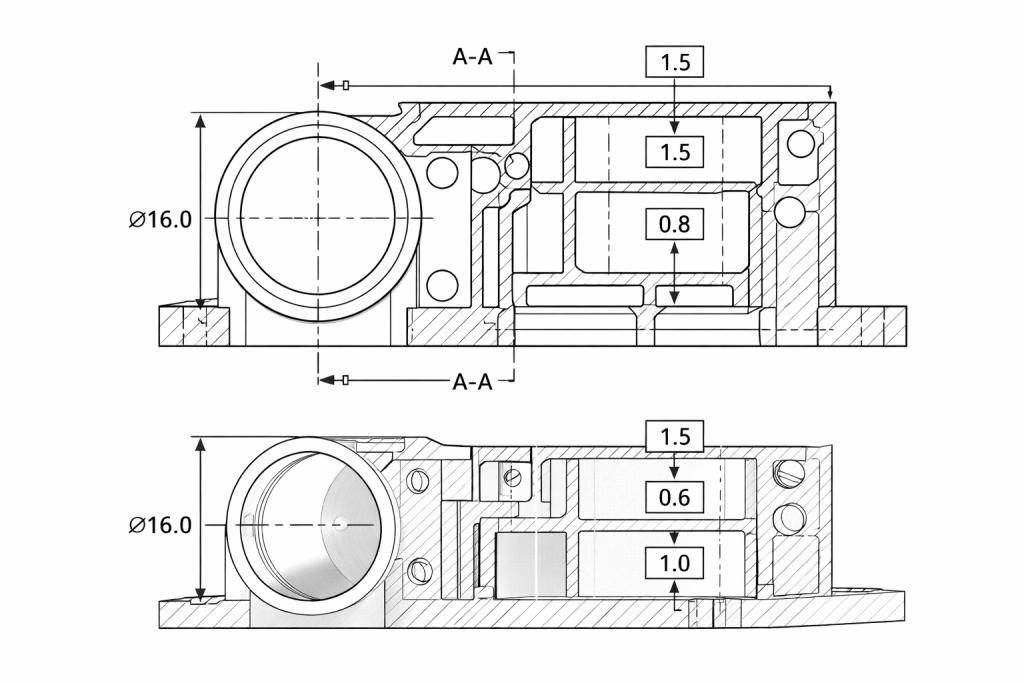
Typical Wall Thickness Ranges
| Part Type | Typical Wall Thickness |
|---|---|
| General Housings | 2.0 – 3.0 mm |
| Lightweight Components | 1.0 – 2.0 mm |
| Precision Electronics Parts | 0.8 – 1.5 mm |
| Advanced Aerospace Parts | ≤0.5 mm |
👉 Required thickness depends on size, alloy, and structural load.
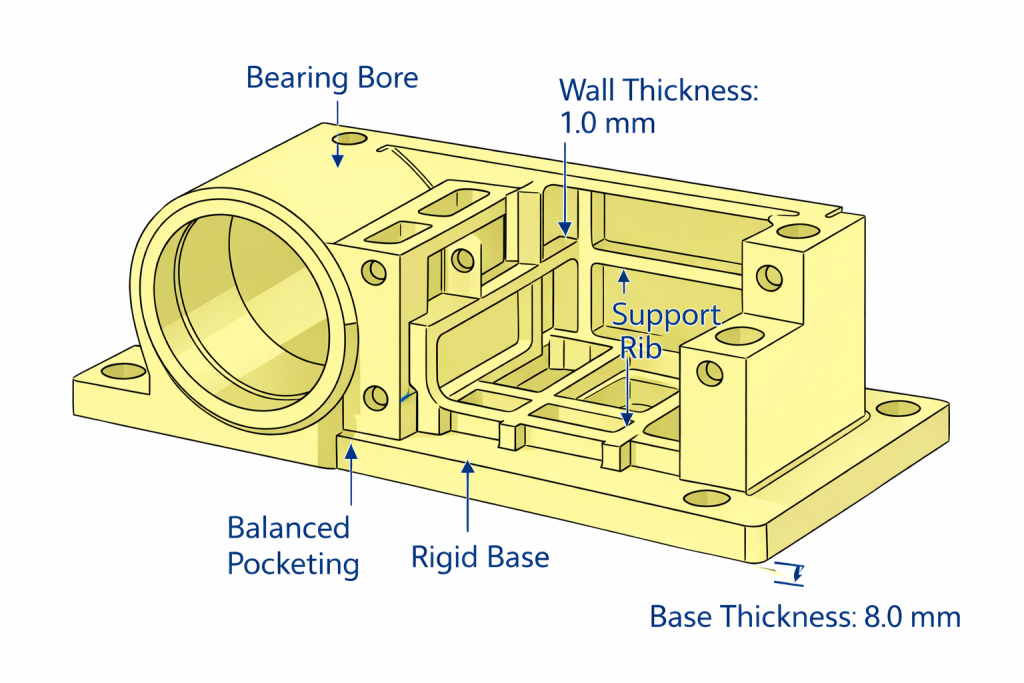
How We Prevent Deformation
1. Balanced Roughing Strategy
Material is removed gradually from both sides to reduce internal stress release.
2. Proper Fixturing
Soft jaws, vacuum fixtures, and distributed clamping force prevent crushing thin walls.
3. Sharp Tooling + Correct Chip Load
Low cutting force tools reduce wall movement during finishing.
4. Final Light Finishing Passes
Small radial engagement improves dimensional stability.
5. Onion Skin Strategy
For very thin pockets, a temporary support layer is intentionally left until the final pass.
This thin skin helps maintain rigidity during roughing and reduces wall collapse.
Shop Floor Reality
Thin wall machining is not only about cutting force.
It is also about spring-back after unclamping.
Residual stress inside aluminum can release during machining, causing the part to move once fixture pressure is removed.
If one side is machined completely before the opposite side, the part may warp noticeably.
Best Aluminum Grades for Thin Wall CNC Machining
| Material | Why It Works |
|---|---|
| 6061-T6 | Best balance of stability and machinability |
| 5052 | Better bendability and corrosion resistance |
| 7075-T6 | High strength but higher stress risk |
👉 For many precision housings, 6061-T6 remains the safest choice.
7075-T6 offers higher strength, but often carries greater residual stress than 6061-T6.
For ultra-thin wall parts, 7075 may distort more easily unless additional stress-relief processes are used.
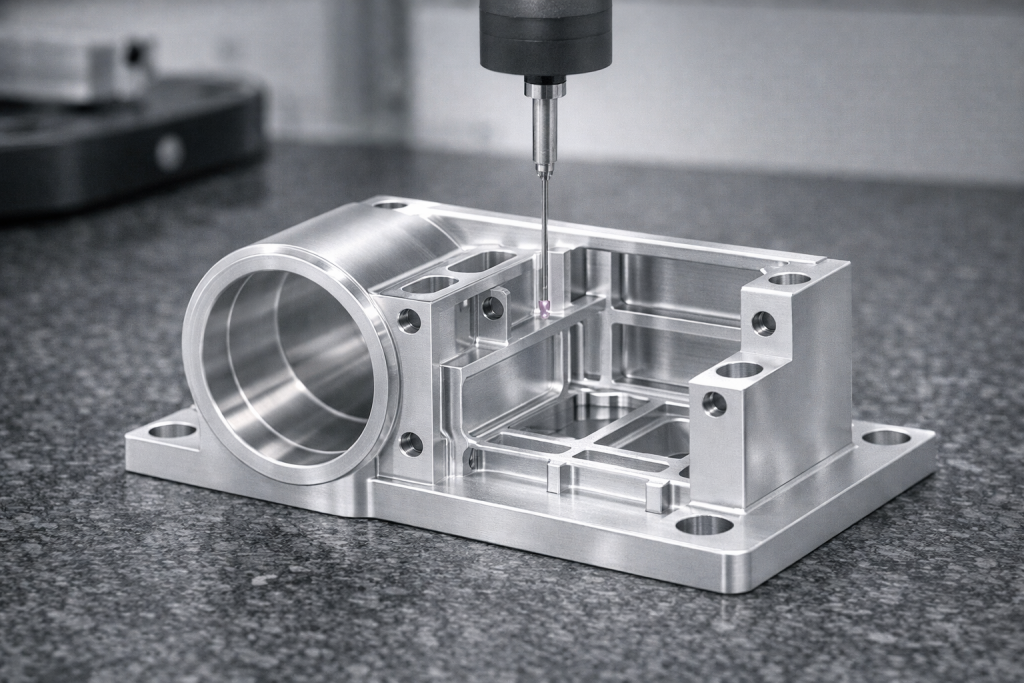
Surface Finish Considerations
Thin wall parts often require stable cosmetic quality.
Typical targets:
Ra 0.8 – 1.6 μm
Burr-free edges
No chatter lines
Uniform anodizing appearance
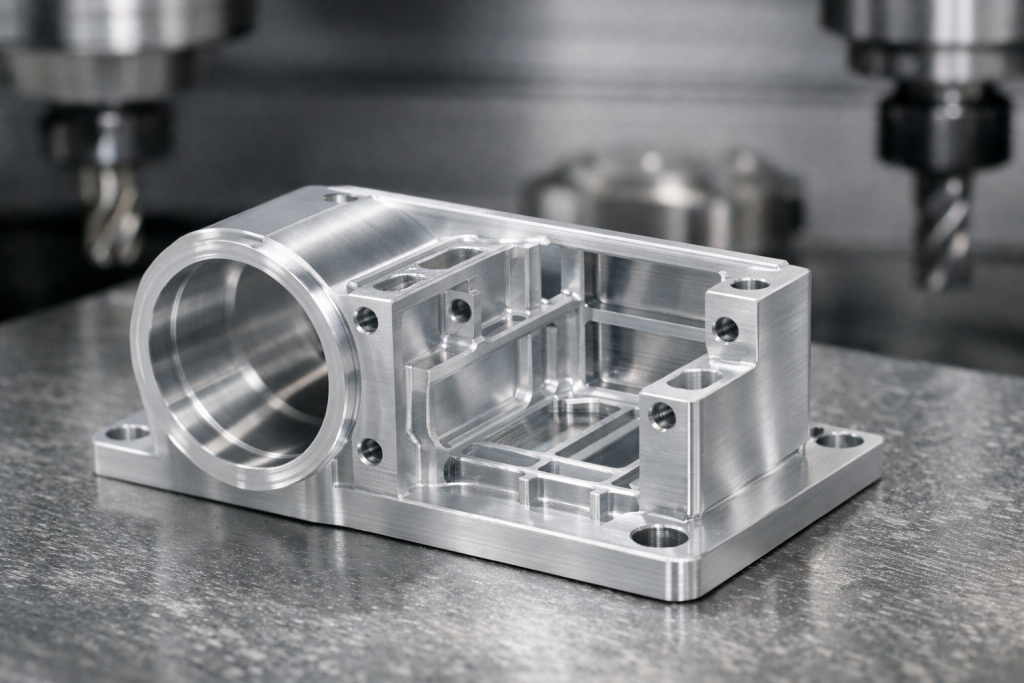
Real Example: Thin Wall Motor Housing
We recently machined a custom aluminum motor housing requiring:
- Thin walls
- Bearing seat concentricity
- Stable geometry after anodizing
👉 See Real Production Example:
CNC motor housing thin-wall concentricity case study
Technical Challenge Matrix
| Feature | Requirement | Why It Is Difficult | Our Solution |
|---|---|---|---|
| Wall Thickness | ≤1.0 mm | Vibration / chatter | High-helix tooling |
| Flatness | ≤0.02 mm | Clamping distortion | Vacuum fixture / soft jaws |
| Surface Finish | Ra 0.8 μm | Resonance marks | Balanced chip load |
Common Buyer Mistakes
Choosing 7075 “just to be stronger”
Higher residual stress can increase distortion risk.
Ignoring fixture strategy
Even a high-end CNC machine cannot overcome poor clamping.
Focusing only on external dimensions
Wall straightness and post-release geometry matter more.
Engineer’s Note
Thin wall machining is not about aggressive cutting speed.
It is about stress management, support strategy, and knowing when to cut less.
FAQ
What is considered a thin wall CNC part?
Usually wall thickness below 2 mm, depending on size and geometry.
Can aluminum thin walls hold tight tolerances?
Yes, when toolpath and fixturing are properly controlled.
What aluminum is best for thin wall machining?
6061-T6 is often the best all-around option.
Why do thin wall parts warp after machining?
Usually from residual stress release or clamping distortion.
Final Thoughts
Thin wall aluminum CNC machining requires more than machine accuracy.
It requires the right machining sequence, stable fixturing, and real production experience.
Need Lightweight Precision Aluminum Parts?
Send us your drawings for DFM review.
We help customers machine thin wall housings, brackets, and custom aluminum structures with stable tolerances.





