
CNC Milling Services
Rapid Efficient provides CNC milling support for custom metal and engineering-plastic parts, including housings, brackets, plates, fixtures, heat-dissipation components, and parts with pockets, slots, holes, and multiple machined faces.
Upload your drawing to review material requirements, tool access, wall thickness, pocket depth, hole patterns, surface finish, tolerance priorities, and inspection needs before quotation.
Upload Your Drawing for CNC Milling Review




CNC Milling Support for Custom Parts
Rapid Efficient provides CNC milling support for custom parts made from aluminum, stainless steel, copper alloys, brass, engineering plastics, and other project-specific materials.
Depending on the geometry, your project may require face milling, pocket milling, slot milling, contour milling, drilling, tapping, deburring, surface finishing, and dimensional inspection.
Before quotation, we review the drawing, material grade, quantity, wall thickness, pocket depth, hole patterns, flatness requirements, surface-finish requirements, and inspection needs to identify a practical milling route.
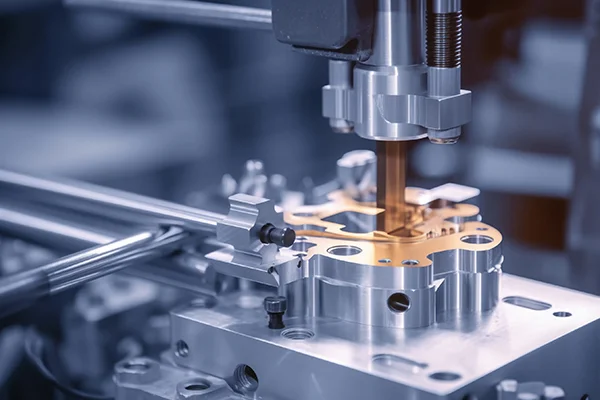
CNC milling uses rotating cutting tools to remove material from a fixed workpiece and create custom parts with flat surfaces, pockets, slots, holes, contours, and multiple machined faces.
Depending on the part geometry, CNC milling may include face milling, pocket milling, slot milling, contour milling, drilling, tapping, chamfering, deburring, and multi-side machining. Rapid Efficient supports CNC-milled parts made from aluminum, stainless steel, copper alloys, brass, engineering plastics, and other project-specific materials.
The key to a reliable milling project is not only machine capability. Tool access, clamping method, wall thickness, pocket depth, hole location, flatness requirements, burr control, surface finish, and inspection priorities should be reviewed before production.
From functional prototypes and low-volume batches to selected repeat orders, our team can review your drawing and recommend a practical CNC milling route for housings, brackets, plates, fixtures, heat-dissipation parts, adapter components, and other custom milled parts.


Face Milling for Flat Surfaces
CNC face milling helps create flat reference surfaces, sealing faces, mounting areas, and datum surfaces for custom machined parts.
We review material, part size, flatness requirements, stock allowance, clamping method, and inspection needs before production.

Pocket Milling and Internal Features
Pocket milling supports housings, brackets, fixtures, plates, and components that require internal cavities, recessed areas, and machined pockets.
We review pocket depth, corner radius, tool access, wall thickness, burr risk, surface finish, and tolerance priorities before machining.

Slot Milling and Cutout Features
CNC slot milling is used for grooves, openings, channels, clearance features, and mounting slots in metal and engineering-plastic components.
We review slot width, depth, tool diameter, edge condition, machining direction, and deburring requirements before production.

Drilling, Tapping, and Hole Patterns
CNC milling projects often include drilled holes, tapped holes, counterbores, countersinks, locating holes, and repeated hole patterns.
We review thread size, hole depth, spacing, datum references, perpendicularity, and inspection requirements before machining.

Multi-Side Milling for Complex Parts
Some milled parts require machining on multiple faces to complete pockets, side holes, angled features, mounting surfaces, and assembly interfaces.
We review setup strategy, fixture access, datum control, part orientation, and tolerance accumulation before production.

Milled Parts Finishing and Inspection
After milling, parts may require deburring, edge breaking, surface finishing, dimensional inspection, and packaging review.
We coordinate surface-finish expectations, cosmetic faces, critical dimensions, inspection reports, and delivery requirements according to project needs.




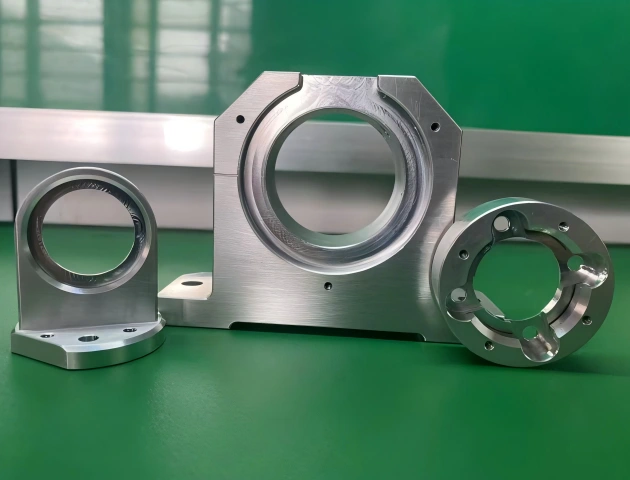
Explore a selection of CNC-milled custom components supported by Rapid Efficient, including housings, brackets, mounting plates, fixtures, heat-dissipation parts, adapter components, precision metal parts, and selected engineering-plastic parts.
Each milled project is reviewed according to its geometry, material grade, wall thickness, pocket depth, hole patterns, flatness requirements, surface finish, inspection needs, and production quantity.
From prototype milling to low-volume and selected repeat orders, we focus on practical tool access, stable machining quality, and reliable delivery planning.
Explore a selection of custom CNC machined components supported by Rapid Efficient, including housings, brackets, shafts, sleeves, flanges, fixtures, precision metal parts, and engineering-plastic components.
Each project is reviewed according to its geometry, material grade, tolerance requirements, surface finish, inspection needs, and production quantity. From rapid prototypes to repeat orders, we focus on fast response, stable quality, and practical delivery planning.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

CNC milling tolerance planning should begin with the features that affect fit, assembly, flatness, sealing, and repeatable function. Rapid Efficient reviews critical features such as pocket depth, slot width, hole position, counterbores, mounting surfaces, datum faces, and perpendicular or parallel relationships before production.
Features requiring ±0.01 mm or tighter may be reviewed individually according to the material, part geometry, tool access, clamping method, machining route, and inspection method. Instead of applying tight tolerances to every dimension, we focus inspection effort where it protects fit, function, and repeatable quality.
For a more detailed comparison by material and feature type, review our CNC machining tolerance chart.

Material selection affects milling speed, tool wear, burr formation, edge quality, dimensional stability, surface finish, and final cost.
Rapid Efficient supports CNC milling for aluminum, stainless steel, carbon steel, alloy steel, copper alloys, brass, bronze, titanium alloys, and engineering plastics. Common engineering-plastic options include POM, PEEK, nylon, PTFE, PC, PMMA, PPS, PEI, and other project-specific materials.
Our team can review the material grade, stock form, wall thickness, pocket depth, flatness requirements, operating environment, and surface-finish route before quotation to help identify a practical milling material option.

Surface Finishing for CNC Milled Parts
Surface finishing should be confirmed before CNC milling begins. The selected finish can influence appearance, corrosion resistance, wear resistance, dimensional allowance, threaded holes, masking zones, cosmetic faces, inspection, packaging, and delivery planning.
Available finishing options may include anodizing, hard anodizing, bead blasting, passivation, polishing, plating, powder coating, painting, laser engraving, and other project-specific treatments.
Before production, we review cosmetic surfaces, mating faces, sealing areas, edges, holes, threads, masking zones, and handling requirements to help maintain stable quality after milling and finishing.
For aluminum components, review our surface finishing guide for CNC aluminum.
Review Wall Thickness and Pocket Depth Early
Thin walls, deep pockets, and tall ribs can deform under cutting forces, heat, and clamping pressure. The practical wall thickness depends on the material, feature height, unsupported length, geometry, tolerance requirements, and milling route.
For housings, brackets, plates, fixtures, and engineering-plastic parts, review rigidity before production. Increasing local support, reducing unsupported height, using larger internal radii, or separating roughing and finishing passes can improve dimensional stability.
Keep Internal Corners Practical
Sharp internal corners usually require smaller tools, longer machining time, and higher tool-load risk. For CNC milling, internal corner radii should be reviewed early according to tool diameter, pocket depth, material hardness, and surface-finish requirements.
When possible, use practical internal radii instead of sharp square corners. Larger corner radii can improve tool access, reduce chatter, improve surface quality, and lower machining cost.
Specify Hole Patterns Clearly
Hole position, hole depth, thread size, counterbore, countersink, and datum references should be clearly shown on the drawing before quotation.
For repeated hole patterns, mounting plates, housings, and fixtures, clear hole requirements help reduce inspection uncertainty and improve assembly consistency.
Review Slots, Pockets, and Deep Cavities
Slots, pockets, narrow grooves, and deep cavities can increase tool deflection, burr risk, machining time, and inspection difficulty.
Before production, review pocket depth, slot width, tool access, corner radius, wall thickness, and bottom-surface requirements. If a feature is difficult to machine from one direction, multi-side machining or design adjustment may be recommended.
Plan Deburring and Edge Breaks
Milled parts often require deburring, edge breaking, and surface cleanup after machining. Burr risk is higher around holes, slots, pocket edges, thin walls, and intersecting features.
Before production, confirm which edges are functional, cosmetic, sharp, protected, or allowed to be lightly broken. Clear edge requirements help avoid assembly issues and unnecessary finishing cost.
Deep cavities, narrow grooves, and deep holes can increase tool deflection, vibration, chip-evacuation difficulty, coolant-access risk, and inspection complexity.
Review cavity depth together with opening width, internal radius, tool reach, and surface-finish requirements. For drilled holes, features approaching approximately 6×D or deeper should usually be reviewed separately. The final machining strategy depends on the material, diameter, tolerance, access direction, and equipment.
Need a deeper review? Read our complete CNC machining design guide.
Whether you need a one-off functional prototype, a low-volume batch, or repeat production parts, Rapid Efficient can coordinate the machining route, inspection plan, surface finish, packaging, and delivery schedule around your project requirements.

Move from drawing review to functional parts faster with CNC machining for prototypes, design verification, assembly testing, and engineering evaluation.
For suitable projects, expedited delivery can be arranged from as little as 3 working days.

Bridge the gap between prototype approval and repeat production with flexible low-volume CNC machining.
We coordinate material selection, machining, dimensional inspection, surface finishing, and packaging to maintain stable quality across each batch.

For repeat orders, we focus on drawing-revision control, material consistency, critical-feature inspection, surface-finish stability, and practical delivery planning.
The goal is simple: reliable parts, responsive communication, and consistent supply.
Secure file upload. Fast quotation and machining review for your custom CNC parts.
Find quick answers about milling tolerances, materials, inspection, surface finishing, quotation requirements, and delivery schedules for custom CNC-milled parts.
What tolerances can you achieve for CNC milled parts?
Tolerance requirements depend on the material, part geometry, feature size, wall thickness, pocket depth, tool access, clamping method, machining route, and inspection method.
Many critical milling features can be reviewed to ±0.01 mm. Tighter requirements may also be evaluated individually according to datum relationships, flatness, hole position, dimensional stability, and functional needs.
Instead of applying tight tolerances to every dimension, we focus milling and inspection effort where it protects fit, assembly, repeatable quality, and part function.
How do you control quality for low-volume CNC milling?
Quality control begins with drawing review, material confirmation, machining-route planning, fixture strategy, and inspection priorities before production.
For low-volume CNC milling, we review critical features such as pockets, holes, mounting surfaces, flatness, perpendicularity, threaded holes, edge conditions, and cosmetic surfaces. Dimensional inspection can be arranged according to the drawing and customer requirements.
For suitable projects, inspection reports, material certificates, and additional quality documents can be provided upon request.
How is the cost of CNC milling calculated?
CNC milling cost is mainly affected by material, part size, pocket depth, wall thickness, machining time, number of setups, tolerance requirements, surface finishing, inspection needs, and order quantity.
Deep pockets, narrow slots, tight internal corners, thin walls, many tapped holes, and multiple machined faces usually increase machining time and cost.
A drawing review helps identify whether the part can be simplified, combined with standard tooling, or adjusted to reduce unnecessary machining difficulty.
What information should I provide for a CNC milling quote?
Please provide 2D drawings, 3D CAD files, material grade, quantity, tolerance requirements, surface-finish requirements, intended use, and any special inspection or packaging needs.
Useful file formats include STEP, STP, IGS, IGES, X_T, PDF, DWG, and DXF.
If some details are not finalized, you can send the current version first. Our team can review the geometry and help identify key milling risks before quotation.
Can you review my design before milling?
Yes. Before quotation or production, Rapid Efficient can review your part geometry, wall thickness, pocket depth, internal radii, hole patterns, slot width, tool access, clamping risks, surface-finish needs, and inspection priorities.
If a feature is difficult to mill or may increase cost, we can provide practical feedback based on the drawing, material, quantity, and intended use.
How quickly can I receive a quotation?
For projects with complete drawings and clear requirements, quotation feedback can usually be provided within 24 hours.
More complex CNC milling projects may require additional review if the part includes tight tolerances, deep pockets, thin walls, multiple setups, special materials, surface finishing, or detailed inspection requirements.
What materials can you mill?
Rapid Efficient supports CNC milling for aluminum, stainless steel, carbon steel, alloy steel, copper alloys, brass, bronze, titanium alloys, and engineering plastics.
Common engineering-plastic options include POM, PEEK, nylon, PTFE, PC, PMMA, PPS, PEI, and other project-specific materials.
Material selection should be reviewed according to strength, machinability, dimensional stability, surface finish, corrosion resistance, operating environment, and final application.
Can you provide inspection reports for CNC milled parts?
Yes. Inspection reports can be provided according to customer requirements and project needs.
For CNC-milled parts, inspection may include critical dimensions, hole position, flatness, perpendicularity, pocket depth, slot width, thread features, mating surfaces, and other drawing-specified requirements.
CMM inspection, dimensional reports, and material certificates can be arranged when required.
What surface finishes are available for CNC milled parts?
Available finishing options may include anodizing, hard anodizing, bead blasting, passivation, polishing, plating, powder coating, painting, laser engraving, and other project-specific treatments.
Surface finishing should be reviewed before milling begins because it may affect dimensional allowance, threaded holes, masking zones, cosmetic surfaces, edge conditions, packaging, and final inspection.
Do you support prototypes and repeat production?
Yes. Rapid Efficient supports CNC milling for prototypes, fit-check samples, functional parts, pilot runs, low-volume batches, replacement parts, and selected repeat orders.
For repeat production, we can review drawing revisions, material consistency, machining-route stability, inspection priorities, surface finish, packaging, and delivery requirements to help maintain stable quality.
How are my drawings and project files protected?
Drawings, CAD files, specifications, and project information are handled confidentially and used only for quotation review, manufacturing planning, quality control, and delivery coordination related to your project.
Additional confidentiality arrangements can also be discussed when required.
How fast can you deliver CNC milled parts?
Delivery time depends on material availability, geometry, machining difficulty, tolerance requirements, surface finishing, inspection needs, quantity, and shipping destination.
For suitable CNC milling projects, expedited schedules may be available. Some simple prototype or low-volume parts may be completed in as little as 3 working days, depending on project requirements.
Rapid Efficient supports custom CNC-milled parts for industries where dimensional control, material performance, surface quality, and stable delivery matter. From functional prototypes to low-volume and selected repeat production, each project is reviewed according to its geometry, material, pocket features, hole patterns, tolerance requirements, finishing route, and inspection needs.

CNC machining support for brackets, housings, bushings, shafts, adapters, fixtures, sensor components, and custom mechanical parts used in automotive and mobility projects.

Precision-machined components for robotic arms, automation equipment, end effectors, joints, motor-related parts, sensor housings, fixtures, and assembly tooling.

Custom CNC machined parts for medical-device equipment, diagnostic instruments, laboratory systems, housings, fixtures, valves, adapters, and non-implant mechanical components.

Machining support for lightweight housings, brackets, fixtures, structural components, test parts, and complex aluminum or titanium components for aerospace-related applications.

CNC machining for enclosures, frames, heat-dissipation parts, buttons, brackets, fixtures, connector components, and appearance-sensitive aluminum parts.

Custom parts for energy-storage systems, EV-related equipment, motor housings, thermal-management components, brackets, connectors, fixtures, and mechanical assemblies.

CNC machined housings, shafts, sleeves, brackets, fixtures, machine components, mounting parts, and replacement components for industrial equipment and production systems.
Precision-machined parts for semiconductor equipment, automation modules, fixtures, plates, brackets, housings, and components requiring controlled dimensions and clean surface finishes.