
Quick Answer: Which Aluminum Is Best for Precision Machining?
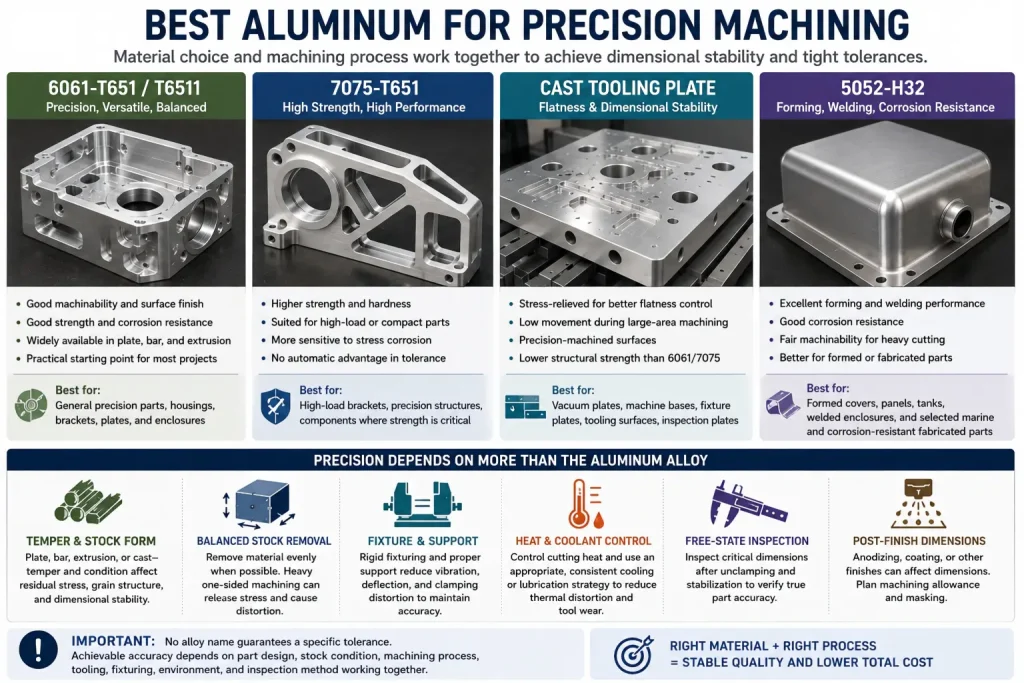
For most general precision CNC parts, 6061-T651 plate or a suitable stress-relieved 6061 bar product is a practical starting point. It offers a useful balance of strength, availability, corrosion resistance, surface finishing, and machining cost.
Choose 7075-T651 when higher strength or hardness is functionally necessary. It does not automatically hold tighter tolerances than 6061. Final accuracy still depends on part geometry, stock form, residual stress, fixturing, tool deflection, machining sequence, temperature, and inspection.
For large flat fixtures, vacuum plates, machine bases, and tooling surfaces, a stress-relieved cast tooling plate may provide better flatness control and lower movement during broad-area machining. MIC-6 is one branded cast tooling-plate product, not a generic aluminum alloy designation.
Choose 5052-H32 mainly for formed sheet, welded covers, and corrosion-resistant fabricated parts. It can be machined, but its machinability is only fair, so it is not usually the first choice for extensive precision milling.
No aluminum alloy automatically guarantees a particular tolerance. The best material is the one that supports the required geometry, stability, strength, finish, inspection method, and total finished-part cost.
For a broader comparison covering strength, corrosion, turning, extrusion, and general material selection, review our guide to the best aluminum for CNC machining.
6061 is broadly used and offers adequate machinability, but Hydro notes that turning and drilling chips can still be difficult to break. Hydro also defines stretched tempers such as T6511 as stress-relieved rather than completely stress-free.
Precision Aluminum Selection Table
| Material Option | Best Fit | Precision Advantage | Main Limitation | Buyer Should Confirm |
|---|---|---|---|---|
| 6061-T651 plate | General housings, brackets, fixtures, plates, and precision mechanical parts | Broad availability and a practical balance of machining, strength, finish, and stability | Heavy one-sided stock removal can still release stress and cause movement | Temper, plate condition, critical dimensions, and finish |
| 6061-T6511 bar or extrusion | Turned parts, profiles, bars, and machined extrusion features | Stress-relieved stretched product condition and broad supply options | Grain structure, straightness, chips, and anodized appearance may vary by product | Stock form, extrusion geometry, machining allowance, and certification |
| 7075-T651 plate | Compact high-load parts, precision structural features, and highly stressed components | Higher strength and hardness than common 6061 products | Higher cost, more corrosion planning, and no automatic tolerance advantage | Whether the higher strength is functionally required |
| Stress-relieved cast tooling plate | Large flat fixtures, vacuum plates, machine bases, tooling surfaces, and inspection plates | Precision-machined surfaces and lower movement during large-area machining | Lower structural strength and thread performance than common wrought structural alloys | Brand, thickness, flatness specification, porosity, finish, and approved substitution |
| 5052-H32 sheet or plate | Formed covers, welded enclosures, panels, and corrosion-resistant fabricated parts | Good forming, welding, and corrosion performance | Only fair machinability for extensive material removal | Whether the part is primarily formed or heavily machined |
| 2024-T351 plate | Precision mechanical parts needing strength and good machining behavior | Useful machining performance and mechanical properties | Corrosion protection and finish require additional review | Exact temper, coating, environment, and stock availability |
Important Boundary
The values ±0.005 mm, ±0.02 mm, or ±0.10 mm should not be assigned to an aluminum alloy as if they were material properties.
Achievable tolerance depends on:
- Feature size
- Part geometry
- Wall thickness
- Stock condition
- Material removal
- Setup count
- Tool reach
- Fixture stability
- Temperature
- Surface finishing
- Inspection method
WWhy 6061-T651 Is a Practical Starting Point
6061 is widely used for precision CNC parts because it provides a balanced combination of:
- Moderate strength
- Good atmospheric corrosion resistance
- Broad material availability
- Practical milling and turning performance
- Welding capability
- Anodizing and coating options
- Moderate material cost
For machined plate components, 6061-T651 is often a more useful specification than writing only 6061-T6 because the T651 designation identifies material that has been stress relieved by stretching after heat treatment.
For bars and extrusions, product designations such as T6511 may apply instead. The drawing should specify the alloy, temper, stock form, and material standard rather than assuming all 6061 products are equivalent.
Machining Limit
6061 does not always produce perfect short chips.
During turning and drilling, chip breakers, peck drilling, suitable feeds, coolant, or air delivery may be needed to prevent:
- Long chips
- Tool wrapping
- Scratched surfaces
- Blocked holes
- Manual chip removal
Best Uses
6061-T651 is a practical starting point for:
- Precision housings
- Mounting brackets
- Equipment plates
- Fixtures
- Motor components
- Electronic enclosures
- Moderate-load structural parts
- Parts requiring anodizing
It is not automatically the best choice for maximum strength, very large flat tooling plates, severe marine environments, or highly cosmetic extrusions.
Hydro describes 6061 as versatile, corrosion-resistant and responsive to anodizing, but rates its machinability as adequate and specifically warns about chip breaking during turning and drilling.
WWhen to Choose 7075-T651
7075 should be selected when its higher strength and hardness provide a functional advantage.
Possible applications include:
- Compact high-load brackets
- Highly stressed mechanical components
- Parts where section thickness must be reduced
- High-strength fixtures
- Components with wear-sensitive contact features
- Precision structures where strength and low weight matter together
Higher Strength Does Not Guarantee Higher Precision
A stronger alloy does not automatically:
- Hold a tighter bore
- Eliminate thin-wall movement
- Prevent fixture distortion
- Remove thermal expansion
- Correct poor datum planning
- Compensate for long tool reach
- Reduce setup error
- Guarantee lower scrap
For parts with identical geometry, machining accuracy still depends on the complete manufacturing process.
7075 may also introduce:
- Higher raw-material cost
- More limited stock availability
- Additional corrosion protection
- Different anodizing appearance
- Greater consequences if a high-value blank is scrapped
Specify the exact temper. T651 and T7351 do not provide the same balance of strength and stress-corrosion resistance.
Choose 7075 because the part requires its mechanical performance—not because the drawing contains a tight tolerance.
Kaiser’s technical data treats T651 and T7351 as separate 7075 conditions with different physical properties, reinforcing that alloy number alone is incomplete.
Cast Tooling Plate for Flatness-Critical Parts
Stress-relieved cast tooling plate is commonly selected when broad-area flatness and dimensional control matter more than maximum structural strength.
Typical applications include:
- Vacuum plates
- Machine bases
- Fixture plates
- Inspection fixtures
- Router tables
- Tooling surfaces
- Templates
- Large mounting plates
Cast tooling plate is normally supplied with precision-machined faces and controlled thickness and flatness specifications.
MIC-6 Is a Product Name
MIC-6 is a branded cast tooling-plate product. It should not be treated as a generic alloy designation.
A drawing can specify:
- MIC-6
- Another named cast tooling plate
- An approved equivalent meeting defined requirements
Do not write MIC-6 or equivalent unless substitution is permitted and the drawing defines the properties that must be matched.
Lower Residual Stress Does Not Mean Zero Stress
Cast tooling plate is designed for dimensional consistency, but statements such as no internal stress or will not warp are too absolute.
Movement can still be influenced by:
- Plate thickness
- Uneven material removal
- Clamping
- Pocket depth
- Heat
- Surface finishing
- Part geometry
- Supplier and product specification
Main Trade-Offs
Cast tooling plate may be less suitable when the part requires:
- High structural strength
- Highly loaded threads
- Repeated high-torque assembly
- High impact resistance
- Thin structural sections
- A specific wrought-alloy certification
Cast tool and jig plate is supplied specifically for flatness and dimensional-control applications, but product specifications vary by brand and thickness.
Where 5052-H32 Fits—and Where It Does Not
5052-H32 is valuable when the part requires:
- Sheet-metal forming
- Corrosion resistance
- Welding
- Covers and panels
- Enclosures
- Tanks
- Fabricated assemblies
- Outdoor or moisture-resistant components
It can be CNC machined, but its machinability is generally only fair.
During extensive milling, drilling, or boring, possible challenges include:
- Built-up edge
- Burr formation
- Smearing
- Less predictable chip control
- Surface marking
- Additional deburring
This does not mean that 5052 cannot be measured accurately or used for a precision feature. It means that another alloy may produce the part more efficiently when most of the material must be removed by machining.
Use 5052 when forming, welding, and corrosion performance drive the design. Use a machining-focused alloy when extensive pocketing, tight bores, repeated threads, or complex milled geometry dominate the project.
Hydro identifies 5052 as useful for forming, welding and corrosion-resistant applications but rates its machinability only fair and does not recommend it as the first choice for extensive machining.
Material Alone Does Not Control Precision
A premium alloy cannot correct an unstable manufacturing process.
Dimensional stability depends on the interaction between the material and the machining plan.
Important controls include:
- Exact alloy and temper
- Plate, bar, extrusion, or cast stock
- Incoming flatness and straightness
- Balanced roughing
- Consistent finishing allowance
- Fixture support
- Clamping force
- Datum strategy
- Tool reach and deflection
- Cutting heat
- Time between roughing and finishing
- Inspection temperature
- Surface-treatment allowance
Large Flat Parts
For a large plate with deep pockets on one side, consider:
- Stress-relieved stock
- Balanced material removal
- Roughing both sides when practical
- Releasing and reclamping the part
- Allowing the part to stabilize
- Finishing critical faces later
- Checking flatness after unclamping
Thin-Wall Parts
For thin-wall housings and brackets, consider:
- Additional support
- Lower and balanced cutting force
- Staged stock removal
- Suitable wall-finishing toolpaths
- Controlled clamping
- Inspection after unclamping
For additional process controls, review our guide on how to reduce deformation during CNC machining.
For functional tolerances, fits, and inspection planning, review our CNC machining tolerances resource.
Common Aluminum Precision-Machining Mistakes
Assigning a Fixed Tolerance to an Alloy
6061, 7075, cast tooling plate, and 5052 do not each have a universal achievable tolerance.
Tolerance belongs to the feature, geometry, machining process, and inspection plan.
Choosing 7075 Only Because the Drawing Is Tight
7075 provides high strength, but a tight bore or position tolerance does not automatically require 7075.
Specifying Only “6061 Aluminum”
The temper and stock form may affect strength, residual stress, grain structure, flatness, machining, and certification.
Treating Cast Tooling Plate as Stress-Free
Stress-relieved material can still move after uneven machining, clamping, or heating.
Using 5052 for a Heavily Milled Housing
5052 may be the correct sheet or fabrication alloy but a less economical choice when the project consists mostly of deep pockets, precision bores, and machined threads.
Ignoring Post-Finish Dimensions
Anodizing, plating, painting, and other finishes may affect:
- Bores
- Threads
- Fits
- Grounding surfaces
- Sealing faces
- Cosmetic acceptance
Inspecting the Part Only While It Is Clamped
Flatness, wall position, and bore geometry may change after the fixture force is removed.
Critical features should be checked under the agreed final inspection condition.
Best Aluminum by Precision-Machining Requirement
| Part Requirement | Practical Starting Point | Main Reason | Important Boundary |
|---|---|---|---|
| General precision housing | 6061-T651 plate | Balanced machining, strength, availability, corrosion, and finish | Does not eliminate thin-wall or pocket distortion |
| Precision turned component | Suitable 6061-T6511 or machining-grade bar | Broad availability and controlled bar condition | Chip formation and straightness still require review |
| High-load precision bracket | 7075-T651 | Higher strength and hardness | Do not select it only for a tight tolerance |
| Large flat fixture | Stress-relieved cast tooling plate | Controlled thickness, flatness, and dimensional behavior | Verify the specific product and thickness |
| Vacuum plate or router table | Cast tooling plate or suitable stress-relieved plate | Broad-area flatness and large machined surfaces | Porosity and pressure integrity may require a product specification |
| Thin-wall housing | Often 6061-T651, depending on load | Practical balance of strength and processing | Toolpath, support, and stock removal may matter more than alloy |
| Formed precision cover | 5052-H32 | Formability, welding, and corrosion resistance | Better for formed geometry than extensive precision milling |
| High-strength machined component | 7075-T651 or another specified alloy | Mechanical performance | Corrosion, finishing, availability, and cost require review |
RFQ Information for Precision Aluminum Parts
| RFQ Item | What to Specify | Why It Matters |
|---|---|---|
| Alloy | 6061, 7075, 5052, cast tooling plate, or another approved material | General material names do not define the full requirement |
| Temper | T6, T651, T6511, T7351, H32, or another condition | Changes strength, residual stress, and product availability |
| Stock form | Plate, bar, extrusion, sheet, forging, or cast plate | Affects grain direction, flatness, straightness, and machining |
| Material standard | ASTM, AMS, EN, customer specification, or supplier standard | Prevents uncontrolled substitution |
| Critical dimensions | Fits, bores, flatness, position, parallelism, and mating features | Identifies where process control is most important |
| Inspection condition | Clamped or free state, temperature, stabilization, and post-finish condition | Prevents acceptance disputes |
| Surface finish | Anodizing, conversion coating, bead blasting, painting, or as-machined | Affects dimensions, masking, and appearance |
| Part function | Load, sealing, alignment, optical mounting, or general support | Helps distinguish strength from stability requirements |
| Quantity | Prototype and expected repeat volume | Affects stock purchasing, fixtures, and inspection planning |
| Reports | Standard inspection, CMM report, material certificate, or coating report | Defines quotation and acceptance scope |
Rapid Efficient can review the alloy, temper, stock form, geometry, tolerance, surface finish, inspection condition, and quantity before quotation.
FAQ: Best Aluminum for Precision Machining
What Is the Best Aluminum for Precision CNC Machining?
6061-T651 is usually the most practical starting point for general plate-based precision parts because it balances material availability, machining, strength, corrosion resistance, finish, and cost.
For large flat fixtures, cast tooling plate may be more suitable. For high-load components, 7075-T651 may be justified.
Is 7075 More Precise Than 6061?
Not automatically.
7075 is stronger and harder, but final precision depends on stock condition, geometry, clamping, machining sequence, tools, temperature, and inspection. A well-controlled 6061 process can be more stable than a poorly planned 7075 process.
Does 7075 Automatically Hold ±0.005 mm?
No.
A tolerance such as ±0.005 mm applies to a specific feature and process. It cannot be guaranteed from the material name alone.
Is MIC-6 Better Than 6061?
MIC-6 or another cast tooling plate may be better for large flat fixtures, vacuum plates, and tooling surfaces.
6061 is usually more suitable when structural strength, highly loaded threads, welding, or broad general-purpose performance matters.
Is Cast Tooling Plate Completely Stress-Free?
No.
It is manufactured for reduced residual stress and dimensional control, but it can still move because of uneven stock removal, clamping, heat, geometry, or an unsuitable machining sequence.
Is 5052 Good for Precision Machining?
5052 can be machined and can contain precision features.
However, it is usually chosen for forming, welding, and corrosion resistance rather than extensive CNC milling. For a heavily machined housing, 6061 or another machining-focused alloy may be more economical.
Which Aluminum Is Best for Thin-Wall Parts?
6061-T651 is a common starting point, but no alloy eliminates thin-wall movement.
Support, clamping force, roughing balance, toolpath, finishing allowance, heat, and free-state inspection are usually equally important.
What Should Be Specified for a Precision Aluminum Quote?
Provide the 3D model, 2D drawing, exact alloy and temper, stock form, critical dimensions, inspection condition, surface finish, quantity, material-certificate requirement, and target delivery date.
Review Your Precision Aluminum Part
Send the STEP file, 2D drawing, quantity, alloy and temper requirement, stock form, critical dimensions, surface finish, inspection condition, and material-certificate requirements.
Rapid Efficient can review whether 6061, 7075, cast tooling plate, 5052, or another aluminum option is practical for the part and help identify risks involving flatness, thin walls, one-sided stock removal, clamping, post-finish dimensions, and inspection.
For custom aluminum housings, brackets, plates, fixtures, heat sinks, and precision components, review our CNC aluminum machining services.





