
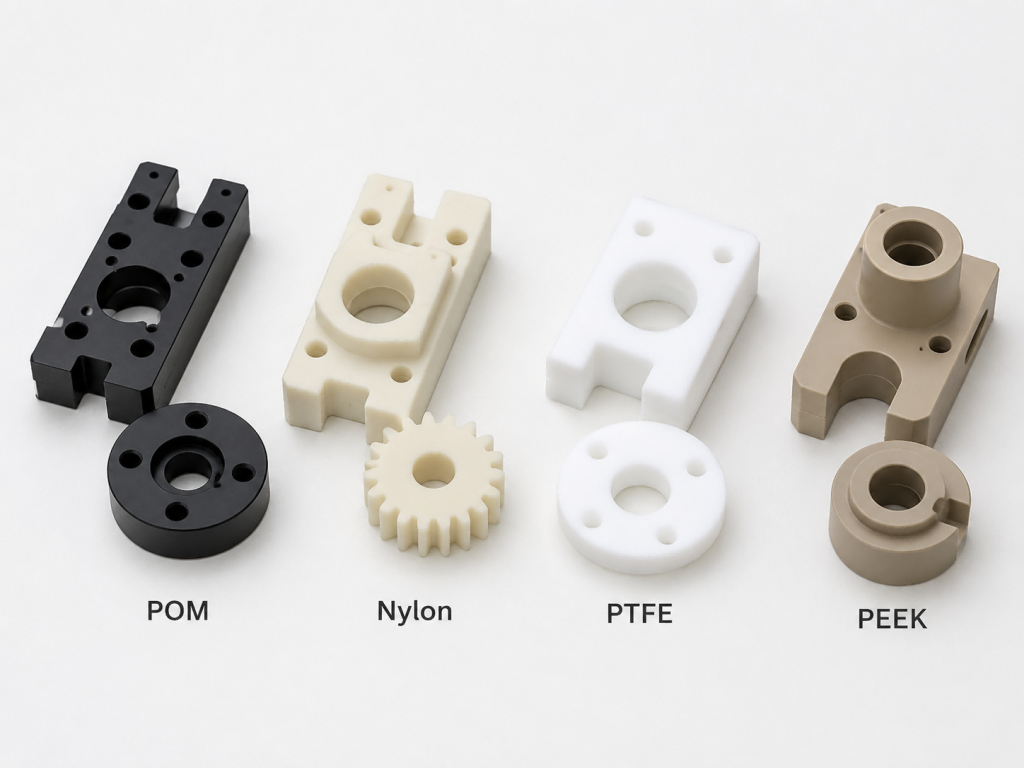
Quick Answer: Which Plastic Is Best for CNC Machining?
POM is often the most practical all-around plastic for CNC-machined mechanical parts because it combines clean machining, low friction, relatively low moisture absorption, and good dimensional stability.
Nylon is useful when toughness, wear resistance, and impact performance matter, but the exact PA grade and expected moisture condition must be considered.
PTFE is usually selected for very low friction, chemical resistance, sealing, and electrical insulation. Its low stiffness and tendency to deform under load make fixturing, threads, press fits, and inspection more difficult.
PEEK is suitable when the required service temperature, chemical resistance, mechanical performance, or long-term stability justifies its much higher material cost. Unfilled, glass-filled, carbon-filled, bearing, and other PEEK grades do not machine or perform identically.
ABS, polycarbonate, and acrylic remain practical choices for prototypes, covers, housings, and visual components where extreme thermal or chemical performance is not required.
The RFQ should specify the exact polymer grade, filler, stock form, color, service temperature, humidity exposure, tolerances, surface requirements, and inspection condition—not only a general material name.
POM is a material family, while Delrin is a specific acetal homopolymer brand. Nylon grades absorb different amounts of moisture, and PEEK is available in unfilled and reinforced formulations with different machining behavior.
Quick Answer: Which Plastic Should You Choose?
| Requirement | Practical Starting Point | Buyer Note |
|---|---|---|
| Best all-around CNC plastic | POM homopolymer or copolymer | Confirm whether an actual Delrin brand grade is required |
| Tough and wear-resistant parts | Nylon / PA | PA6, PA66, PA12, cast Nylon, and filled grades absorb different amounts of moisture |
| Lowest friction and strong chemical resistance | PTFE | Low stiffness, creep, and clamping deformation must be considered |
| High-temperature and demanding chemical service | PEEK | Confirm unfilled, glass-filled, carbon-filled, bearing, or application-specific grade |
| Transparent impact-resistant parts | Polycarbonate | Heat, internal stress, cleaning chemicals, and final optical quality need review |
| Clear cosmetic or display components | PMMA / Acrylic | Provides better clarity but is more brittle and edge-sensitive than PC |
| Low-cost prototypes and housings | ABS | Suitable when temperature, load, and chemical exposure are moderate |
| Tight-tolerance plastic parts | POM, PEEK, or another dimensionally stable grade | Final selection depends on part size, temperature, humidity, geometry, and measurement condition |
POM generally combines low moisture absorption, good sliding properties, dimensional stability, and machinability. PA grades require moisture-related dimensional review, while PEEK provides strong dimensional stability but still needs grade-specific selection.
Best Plastics for CNC Machining: Core Comparison
| Plastic | Machining Behavior | Dimensional Concern | Typical Fit | Main Risk |
|---|---|---|---|---|
| POM / Acetal | Generally machines cleanly with good surface quality | Thermal movement, springback, and grade differences | Gears, bushings, sliders, fixtures, and precision mechanical parts | Treating all POM as the same grade |
| Nylon / PA | Machines well with suitable tooling, but behavior varies by grade | Moisture absorption and conditioning | Rollers, wear pads, guides, sleeves, and impact-resistant components | Dimension changes with humidity |
| PTFE | Soft cutting behavior and low cutting force | Creep, elastic recovery, clamping deformation, and low stiffness | Seals, gaskets, insulators, and low-friction parts | Threads, press fits, and flatness may relax |
| PEEK | Unfilled PEEK has good machinability; reinforced grades may be more abrasive | Heat, internal stress, grade selection, and inspection timing | High-temperature, chemical-resistant, electrical, and high-performance mechanical parts | Assuming all PEEK grades machine identically |
| ABS | Generally easy to cut for prototypes and housings | Heat sensitivity and relatively moderate stiffness | Concept parts, covers, housings, and non-critical functional components | Melting, burrs, or warping from heat |
| Polycarbonate | Machines well when heat and stress are controlled | Internal stress, heat buildup, and chemical compatibility | Protective covers, impact-resistant transparent parts, and housings | Cracking, poor clarity, or stress-related movement |
| PMMA / Acrylic | Can produce clear and polished-looking surfaces | Brittleness, edge chipping, and residual stress | Displays, lenses, clear covers, and visual parts | Cracking during machining, deburring, or assembly |
Engineering plastics generally have greater thermal expansion and more elastic behavior than metals, so machining strategy and inspection conditions must be selected for the particular material and geometry.
1. POM / Acetal: The Best All-Around CNC Plastic
POM, also called acetal, is a family of engineering thermoplastics available in homopolymer and copolymer forms.
Delrin is a specific brand of acetal homopolymer. It should not be used as a generic name for every POM material unless the drawing or purchase specification actually requires a Delrin grade.
POM is widely used in CNC machining because it generally offers:
- Clean cutting behavior
- Low friction
- Good wear performance
- Relatively low moisture absorption
- Good dimensional stability
- Useful stiffness for mechanical components
POM is often used for:
Delrin officially identifies its products as acetal homopolymer, while POM also includes acetal copolymer materials. The exact grade can affect mechanical properties, chemical behavior, stock availability, and price.
- Gears
- Bushings
- Precision sliders
- Rollers
- Low-friction mechanical parts
- Fixtures and positioning components
- Small functional parts with tight fit requirements
POM is often a practical starting point for precision plastic machining because it cuts cleanly and behaves more predictably than softer plastics such as PTFE.
For quotation and purchasing, specify whether the requirement is POM homopolymer, POM copolymer, an actual Delrin grade, a food-contact grade, a filled grade, or another controlled specification.
Why POM Is Popular in CNC Machining
POM cuts cleanly and usually produces good surface quality. It is less difficult to machine than PTFE and less moisture-sensitive than Nylon. This makes it a practical option for functional prototypes and small-batch production parts.
However, POM is not the best choice for high-temperature applications. If the part will be exposed to heat, chemicals, or extreme mechanical loads, PEEK or another high-performance plastic may be more suitable.
2. Nylon / PA: Strong and Wear-Resistant, But Moisture-Sensitive
Nylon is strong, tough, and wear-resistant. It is often used when the part needs impact resistance, durability, and good mechanical strength.
Common Nylon CNC applications include:
- Sleeves
- Rollers
- Wear pads
- Bushings
- Guide blocks
- Functional machine components
- Industrial plastic parts
The main dimensional risk with Nylon is moisture absorption.
The amount of moisture absorption depends on the exact grade. PA6, PA66, PA12, cast Nylon, glass-filled Nylon, and other modified grades do not behave identically.
Moisture can change:
- Part dimensions
- Stiffness
- Strength
- Toughness
- Assembly fit
- Inspection results
Engineer’s Note
Do not apply a universal “pre-dry every Nylon part” rule.
The supplier and buyer should first confirm:
- Exact PA grade
- Incoming material condition
- Whether the part will be used dry or conditioned
- Expected operating humidity
- Storage and packaging conditions
- Required tolerances
- Agreed inspection condition
Drying may be appropriate for some machining or application requirements, but a part measured in a very dry condition may change again after absorbing moisture during storage or service.
For precision Nylon parts, the target conditioning and inspection state should be agreed before production.
Ensinger states that water absorption varies by polyamide type and can change both dimensions and mechanical properties. PA12 and some filled grades may provide lower moisture sensitivity than common PA6 or PA66 grades.
3. PTFE: Excellent Low Friction, Difficult to Hold Precisely
PTFE is famous for its extremely low friction and excellent chemical resistance. It is often used in seals, gaskets, sliding parts, insulating parts, and chemical-resistant components.
PTFE is suitable for:
- Seals
- Gaskets
- Low-friction pads
- Chemical-resistant parts
- Electrical insulation components
- Soft sealing parts
PTFE offers extremely low friction, excellent chemical resistance, and essentially no moisture absorption. However, it also has low stiffness and can deform elastically under clamping pressure or gradually move under sustained load.
Standard vise pressure may distort a PTFE part before cutting begins. A dimension can also change after the part is unclamped or allowed to rest.
Special attention is required for:
- Thin walls
- Flatness
- Round bores
- Short internal threads
- Press fits
- Bearing seats
- Sealing features
- Parts under continuous compressive load
Soft jaws, broad support, vacuum fixtures, low clamping force, sharp tools, staged measurement, and inspection after unclamping can reduce risk.
For threaded or press-fit PTFE components, the drawing should define the assembly load, engagement, service temperature, and acceptable long-term movement rather than relying only on the initial measured size.
Ensinger identifies PTFE as a material with virtually zero water absorption, but its soft and elastic behavior still requires material-specific clamping and measurement controls.
For more strategies on controlling clamping distortion and dimensional movement, see our guide on how to reduce deformation during CNC machining.
4. PEEK: Premium Plastic for High-Performance CNC Parts
PPEEK is a high-performance engineering plastic used when general-purpose materials such as POM, Nylon, or ABS cannot meet the required temperature, chemical, mechanical, or dimensional conditions.
PEEK is available in several forms, including:
- Unfilled PEEK
- Glass-filled PEEK
- Carbon-filled PEEK
- Bearing grades
- Conductive or antistatic grades
- Application-specific medical, food-contact, semiconductor, or other controlled grades
PEEK may be used for:
- High-temperature fixtures
- Chemical-resistant components
- Electrical insulation parts
- Gears and bearing components
- Valve and fluid-handling parts
- Precision mechanical components
- Equipment parts requiring grade-specific performance
The material name alone does not confirm medical, aerospace, semiconductor, food-contact, or cleanroom suitability. The exact grade, regulatory requirement, cleanliness specification, certificate, and service condition must be defined separately.
Machining Challenge
Unfilled PEEK generally has good machinability and dimensional stability. It should not automatically be described as difficult or highly abrasive.
Glass-filled, carbon-filled, mineral-filled, and some bearing grades can be more abrasive and may require greater attention to:
- Tool material
- Cutting-edge wear
- Fibre breakout
- Surface finish
- Burr control
- Toolpath direction
- Inspection of thin edges
Machining strategy should therefore be based on the exact PEEK grade rather than treating all PEEK stock as one material.
For a direct material-selection comparison, see our guide to PEEK vs POM for CNC machining.
Ensinger describes unfilled PEEK as having very good machinability and separately identifies reinforced, bearing, conductive and application-specific grades. Filled variations require their own process planning.
5. ABS, PC, and PMMA: Practical Options for Prototypes and Visual Parts
Not every CNC plastic part requires PEEK-level performance. For prototypes, covers, housings, and visual components, ABS, polycarbonate, and acrylic can be more cost-effective.
ABS
ABS is generally practical for prototypes, housings, covers, fixtures, and non-critical functional parts.
It machines relatively easily, but heat buildup, thin walls, internal stress, and aggressive clamping can still cause burrs, melting, warping, or dimensional movement.
ABS is usually selected when cost and fast material availability matter more than high service temperature, chemical resistance, or long-term load performance.
PC / Polycarbonate
Polycarbonate offers strong impact resistance and is often considered for protective covers, transparent components, guards, and durable housings.
Heat buildup and internal stress must be controlled during machining. Coolant, cleaning agents, polishing methods, and later assembly chemicals should also be checked for compatibility when transparency and crack resistance are important.
A machined PC part may be functionally transparent without having the optical clarity of a polished or molded optical component.
PMMA / Acrylic
PMMA, commonly called acrylic, is used for clear covers, displays, light guides, windows, and visual components where clarity is more important than impact resistance.
It is more brittle and edge-sensitive than polycarbonate. Sharp tools, stable support, controlled heat, suitable edge finishing, and gentle deburring are important.
Cracks can begin around sharp internal corners, countersinks, drilled holes, pressed fasteners, or heavily stressed edges. Assembly method and cleaning compatibility should therefore be considered together with the machining process.
Plastics generally require material-specific control of heat, clamping, stress and geometry because their thermal expansion and elastic behavior differ from metals.
Plastic CNC Machining Risk Control Table
| Machining Factor | Possible Problem | Practical Control |
|---|---|---|
| Cutting heat | Temporary expansion, softening, melting, or post-machining movement | Use sharp tools, controlled engagement, effective chip removal, and suitable cooling |
| Moisture condition | Nylon dimensions and properties change after conditioning | Specify the PA grade, storage, conditioning, and inspection state |
| Clamping force | Distorted bores, flatness, roundness, or surface marks | Use soft jaws, broad support, low pressure, vacuum fixtures, or custom supports |
| Material creep | Threads, press fits, seals, or loaded PTFE features relax over time | Review load, temperature, engagement, and long-term functional requirements |
| Residual or machining stress | Warping after roughing, unclamping, cleaning, or later use | Use balanced stock removal, staged machining, stress relief or annealing when appropriate |
| Filled-grade abrasiveness | Faster tool wear, fibre breakout, burrs, and poor finish | Confirm filler type and use suitable carbide or PCD tooling when justified |
| Tool geometry | Smearing, tearing, burrs, or chipped transparent edges | Use sharp edges, suitable rake, adequate chip space, and material-specific parameters |
| Coolant and cleaner compatibility | Cracking, staining, loss of transparency, or surface damage | Confirm compatibility before machining, cleaning, polishing, or assembly |
| Inspection timing | Dimensions change after cooling, unclamping, or moisture exposure | Allow stabilization and define the measurement temperature and material condition |
| Tight tolerances | High cost, repeated adjustment, or unstable acceptance | Apply tight tolerances only to functional features and define the inspection method |
Plastic machining requires tailored tooling, clamping and heat management because polymers commonly have higher thermal expansion and more elastic behavior than metals.

Why Plastics Are Harder to Control Than They Look
Plastic CNC machining may look easier than metal machining because plastics are softer. In reality, precision plastic parts can be more difficult to control because many plastics move, creep, absorb moisture, or expand with temperature.
Many engineering plastics have higher thermal expansion, lower stiffness, and greater elastic recovery than common metals. Some grades also absorb moisture, creep under load, or contain residual stress from stock-shape manufacturing.
A plastic part may measure differently:
- While it is still clamped
- Immediately after machining
- After it has cooled
- After it has rested
- After cleaning
- After absorbing or losing moisture
- After assembly load is applied
These effects are especially important for:
- Thin-wall components
- Long unsupported parts
- Large flat plates
- Press-fit holes
- Bearing seats
- Sealing surfaces
- Deep pockets
- Precision bores
- Threaded features
- Parts with tight flatness or position requirements
For critical dimensions, the drawing and inspection plan should define the measurement condition rather than assuming that every plastic part remains dimensionally unchanged immediately after machining.
Ensinger notes that plastic machining must account for lower thermal conductivity, higher thermal expansion and more elastic material behavior than metal machining.
For tight assemblies, dimensional stability should be reviewed together with tolerance stack-up. See our guide on CNC machining tolerance stack-up for a deeper explanation of how small errors can become assembly problems.
Hidden Cost: Why the Cheapest Plastic Is Not Always the Best Choice
Choosing the cheapest plastic can increase total project cost if the material causes deformation, poor surface finish, difficult inspection, or functional failure.
| Hidden Cost Driver | What Happens | How to Avoid It |
|---|---|---|
| Wrong material choice | Part wears out, deforms, or fails in service | Match plastic to load, temperature, friction, and environment |
| Over-tight tolerance | Machining becomes slower and inspection cost increases | Use tight tolerances only on functional features |
| Poor fixture design | Soft plastics deform during machining | Use soft jaws, vacuum fixtures, or custom supports |
| Moisture-sensitive material | Part size changes after delivery | Pre-dry Nylon and control packaging |
| No inspection plan | Problems appear during assembly | Define critical dimensions and inspection method before production |
Because material grade, stock form, tolerance, quantity, fixturing, stabilization time, deburring, cleaning, and inspection all affect the quote, the RFQ should identify the actual functional requirements before the supplier fixes the material and machining route.
A lower raw-material price may not reduce the finished-part price when it creates more deformation, slower inspection, additional fixtures, or a higher rejection risk.
Engineer’s Note
Plastic parts should not be treated as easy versions of metal parts.
For precision plastic components, common failure modes include:
- Cutting heat
- Clamping deformation
- Elastic recovery
- Burrs
- Moisture absorption
- Material creep
- Internal stress
- Measuring the part before it has stabilized
Material selection should begin with the part’s function:
- Sliding
- Sealing
- Insulating
- Load-bearing
- Impact-resistant
- Transparent
- Cosmetic
- Chemical-resistant
- High-temperature
The supplier should then confirm the exact grade, filler, stock form, machining route, tolerance, storage condition, and inspection method before quotation.
How to Choose the Right Plastic for CNC Machining
Use this selection logic as a starting point:
- Confirm the actual grade, stock form, color, filler, certification, and condition before material purchasing.
- Choose POM homopolymer or copolymer for general precision mechanical parts, low friction, clean machining, and moderate cost.
- Specify an actual Delrin grade only when the brand or grade is required by the drawing, validation, or purchasing specification.
- Choose Nylon when toughness, wear resistance, impact performance, and damping matter, and the moisture condition can be managed.
- Consider PA12 or another lower-moisture Nylon grade when dimensional stability is more important than the properties of standard PA6 or PA66.
- Choose PTFE when low friction, chemical resistance, electrical insulation, or sealing performance matters more than stiffness.
- Choose unfilled PEEK for high-performance parts requiring strong heat, chemical, and dimensional capability.
- Choose filled PEEK only after confirming how the filler affects stiffness, wear, tool life, surface finish, and dimensional behavior.
- Choose ABS for economical prototypes, housings, covers, and moderate-duty parts.
- Choose polycarbonate when impact resistance is more important than maximum optical clarity.
- Choose PMMA when clarity and appearance are more important than impact resistance.
FAQ: Best Plastics for CNC Machining
What is the best plastic for CNC machining?
POM is often the most practical all-around choice for CNC-machined mechanical parts because it offers good machinability, low friction, relatively low moisture absorption, and moderate cost.
The exact grade still matters. POM homopolymer, POM copolymer, and branded Delrin materials are not automatically interchangeable.
Is Delrin the Same as POM?
Delrin is a specific brand of acetal homopolymer, while POM is the broader material family that includes both homopolymer and copolymer grades.
A drawing should specify Delrin only when that brand or a particular Delrin grade is actually required.
Which plastic is best for high-temperature CNC parts?
PEEK is one of the best choices for high-temperature CNC machined parts. It offers excellent thermal stability, chemical resistance, and mechanical strength.
Which plastic is better, POM or Nylon?
POM is often the safer choice for dimensional stability, low friction, and predictable machining.
Nylon may be better when toughness, impact resistance, wear performance, or mechanical damping matters. The correct comparison depends on the exact POM and PA grades, operating humidity, load, and temperature.
Is PTFE easy to CNC machine?
PTFE is soft and chemically resistant, but it is not always easy to machine accurately. It can deform under clamping pressure, so fixture design and tool sharpness are important.
Can plastic CNC parts achieve tight tolerances?
Yes, but the tolerance must be realistic for the material, part size, geometry, wall thickness, temperature, moisture condition, clamping method, and inspection process.
POM and unfilled PEEK can be dimensionally stable choices, but no plastic automatically guarantees a tight tolerance. Critical dimensions should be checked after unclamping and suitable stabilization.
Which plastic is best for low-friction parts?
PTFE offers the lowest friction, but POM is often a better choice when the part also needs stiffness, dimensional stability, and easier machining.
Does Nylon need drying before CNC machining?
Not in every case.
The correct approach depends on the Nylon grade, incoming stock condition, machining process, expected service humidity, storage, and agreed inspection state.
If Nylon is dried for machining, the supplier should also consider whether the part will absorb moisture and change dimensions again after delivery.
Is PEEK Difficult to CNC Machine?
Unfilled PEEK generally has good machinability when sharp tools, suitable parameters, stable fixturing, and heat control are used.
Glass-filled, carbon-filled, and other reinforced PEEK grades can be more abrasive and may require different tooling, edge preparation, deburring, and inspection.
Conclusion
The best plastic for CNC machining depends on the exact grade and the part’s real working conditions.
POM is often the most practical all-around option for gears, bushings, sliders, fixtures, and precision mechanical parts.
Nylon is useful for tough, wear-resistant components when moisture and conditioning can be managed.
PTFE is valuable for low-friction, chemical-resistant, insulating, and sealing parts, but its low stiffness and creep require careful functional design.
PEEK is appropriate when heat, chemical exposure, strength, or long-term stability justifies the higher material and machining cost. Unfilled and reinforced PEEK grades must be treated separately.
ABS, polycarbonate, and PMMA remain useful for prototypes, covers, housings, and visual components when their heat, impact, clarity, and stress limits match the application.
Review Your CNC Plastic Part
Rapid Efficient can review your drawing, exact plastic grade, filler, stock form, operating temperature, humidity exposure, tolerances, surface requirements, inspection method, and quantity before quotation.
For custom engineering-plastic parts, prototypes, and low-volume production, review our CNC machining services.





