
Fazit zuerst (Was wir erreicht haben)
Die Ebenheit ist der kritischste Faktor bei der Bearbeitung von Kühlkörpern, directly affecting thermal contact resistance.
In this high-performance cooling project, we successfully delivered:
- Ebenheit: ≤0.02 mm across the base
- Oberflächenrauheit (Ra): 0.8 μm
- Thermal Contact Stability: Improved by ~18%
- Final Pass Rate: 100%
👉 The key was controlling deformation and minimizing thermal contact resistance.
📊 Standard vs Precision Machining
| Besonderheit | Standard Shop | Schnell | Value |
|---|---|---|---|
| Ebenheit | 0.05–0.08 mm ❌ | ≤0.02 mm ✅ | Improved thermal transfer |
| Oberflächenbeschaffenheit | Ra 1.6 μm | Ra 0.8 μm | Better contact area |
| Fin Quality | Visible chatter | Chatter-free | Stable airflow |
| Spannen | Rigid clamping | Vacuum / soft support | No deformation |
| Rejection Rate | 25% ❌ | 0% ✅ | Consistent supply |
Projekthintergrund
A power electronics client required high-precision aluminum heat sinks for a high-density power module.
Their previous supplier struggled with:
- Base surface warping
- Poor thermal contact
- Inconsistent anodizing
👉 Ergebnis:
- Overheating risks
- Reduced cooling efficiency
- Assembly instability
Part Specifications
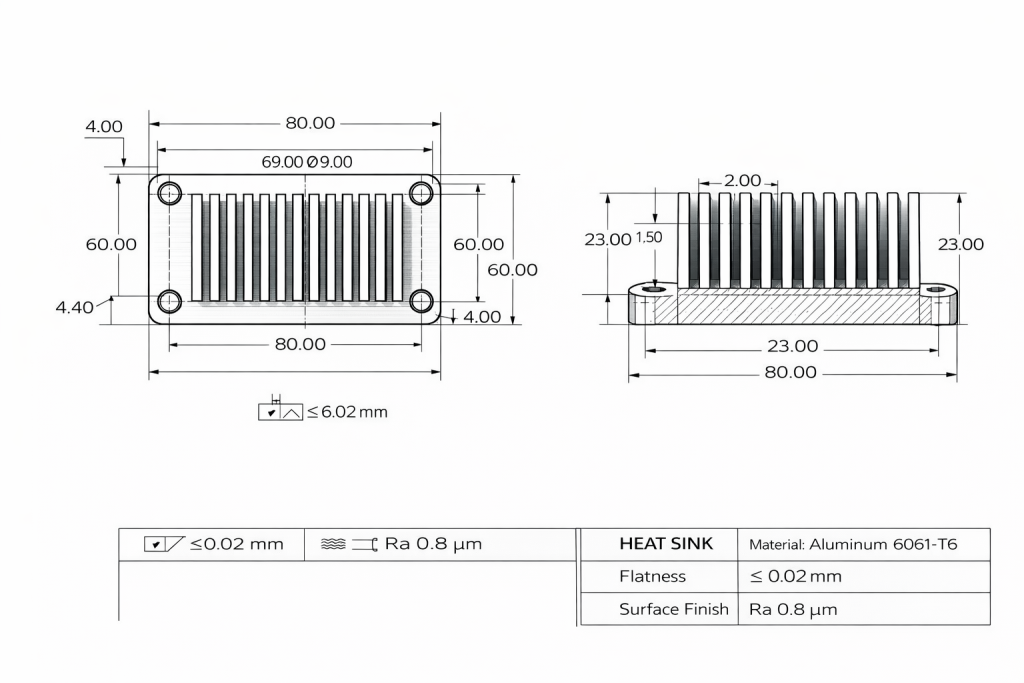
- Material: Aluminium 6061-T6
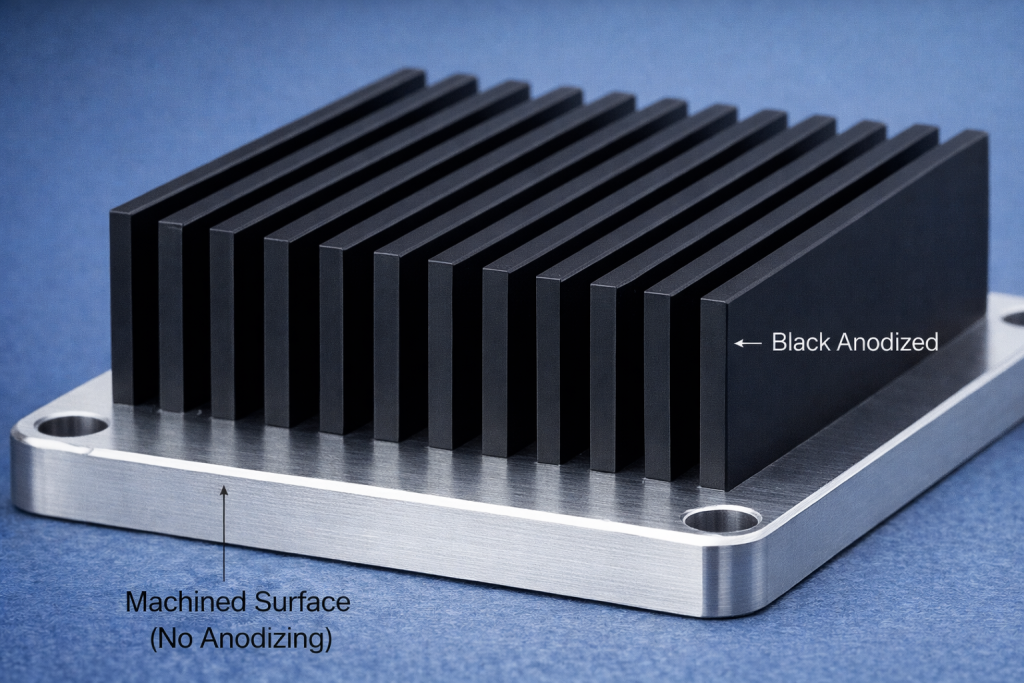
- Structure: Multi-fin heat sink
- Flatness requirement: ≤0.02 mm
- Surface finish: Black anodized
- Application: Power electronics cooling
Key Engineering Challenges
1. Base Flatness and Thermal Contact Resistance
The base must perfectly contact the heat source.
👉 Engineering Insight:
Even a microscopic air gap between the heat sink and the heat source acts as a thermal insulator.
By reducing flatness from 0.08 mm to ≤0.02 mm, we significantly minimize thermal contact resistance, allowing more efficient heat transfer and higher power density.
👉 This directly reduces operating temperature and improves long-term reliability of the power module.
2. Thin Fin Stability
- Fin thickness: 1.0–1,5 mm
- High aspect ratio → prone to vibration
👉 Führt dazu:
- Tool chatter
- Oberflächenfehler
- Reduced airflow performance
Why Previous Supplier Failed
The previous supplier used:
- Standard rigid clamping
- Aggressive roughing
- No stress control
👉 Ergebnis:
- Base deformation
- Unstable flatness
- High rejection rate
Unsere Engineering-Lösung
1. Advanced Stress-Relief Strategy
To ensure dimensional stability, we applied:
- Controlled rough machining
- 24-hour natural aging (Stressabbau)
- Precision finishing under stable conditions
👉 Engineer’s Note:
Without proper stress relief, thin aluminum heat sink bases tend to warp after machining.
👉 Similar deformation control strategies are used in
2. Optimized Fixturing
- Full-surface vacuum support
- Controlled clamping force
- No point pressure
👉 Prevents deformation during machining
3. Precision Surface Finishing
- Low-force finishing passes
- Stable tool engagement
👉 Achieves Ra 0.8 μm for maximum contact
4. Fin Machining Optimization
- Hochgeschwindigkeitsschneiden
- Reduced tool engagement
- Smooth toolpaths
👉 Eliminates vibration and chatter
5. Anodizing Consistency Control
- Optimized pre-treatment
- Controlled anodizing process
👉 Ensures uniform surface finish across complex geometry
Endgültige Ergebnisse
After process optimization:
- Flatness ≤0.02 mm
- Thermal performance improved (~18%)
- 100% Erfolgsquote
- Stable anodized surface
👉 This allowed the client to stabilize product performance and reduce field failure risks.
Key Engineering Insight
Heat sink machining is not just about geometry —
it is about controlling surface quality and thermal contact.
Get Expert Help on Heat Sink Machining
If you’re facing:
- Flatness issues
- Thermal inefficiency
- High rejection rates
👉 Send us your CAD file for a DFM review.
Our engineering team will recommend the optimal machining strategy.
FAQ
Why is flatness critical for heat sinks?
Because flatness directly affects thermal interface resistance and heat transfer efficiency.
What aluminum is best for heat sinks?
👉 6061 is most common due to balanced performance and machinability.
How do you prevent fin vibration?
By optimizing toolpaths, Schnittparameter, and support structures.





