Abschluss
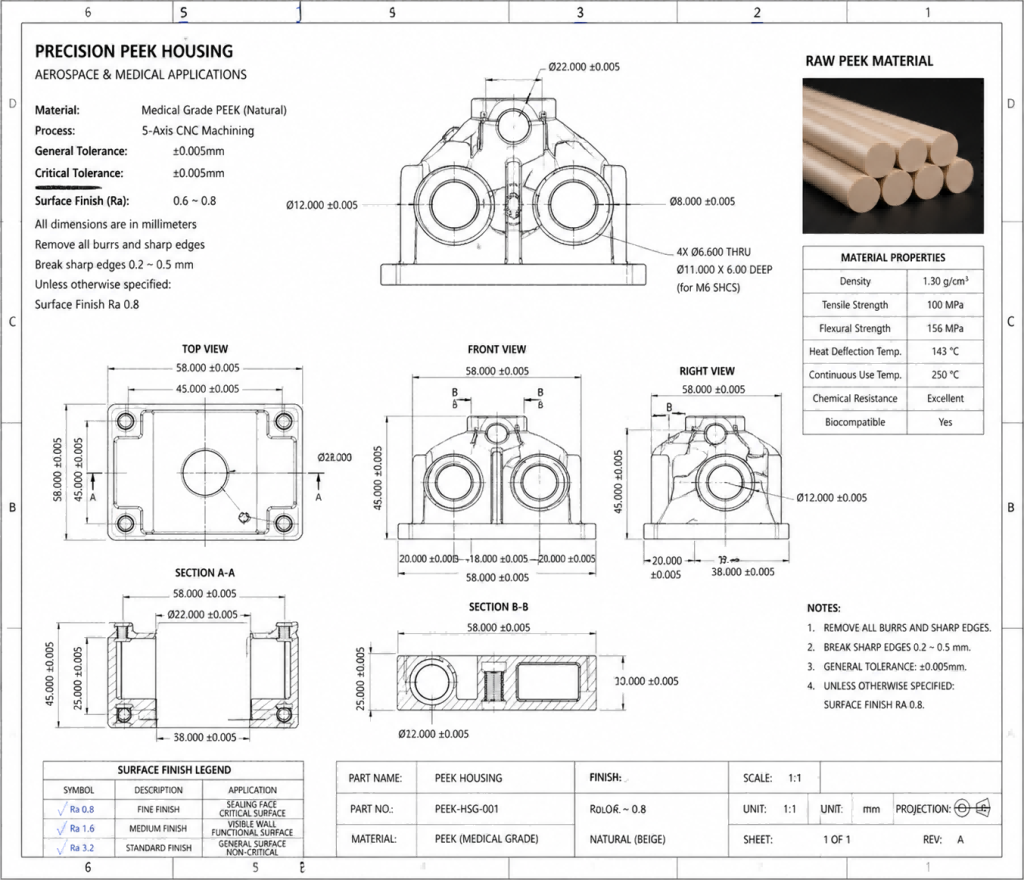
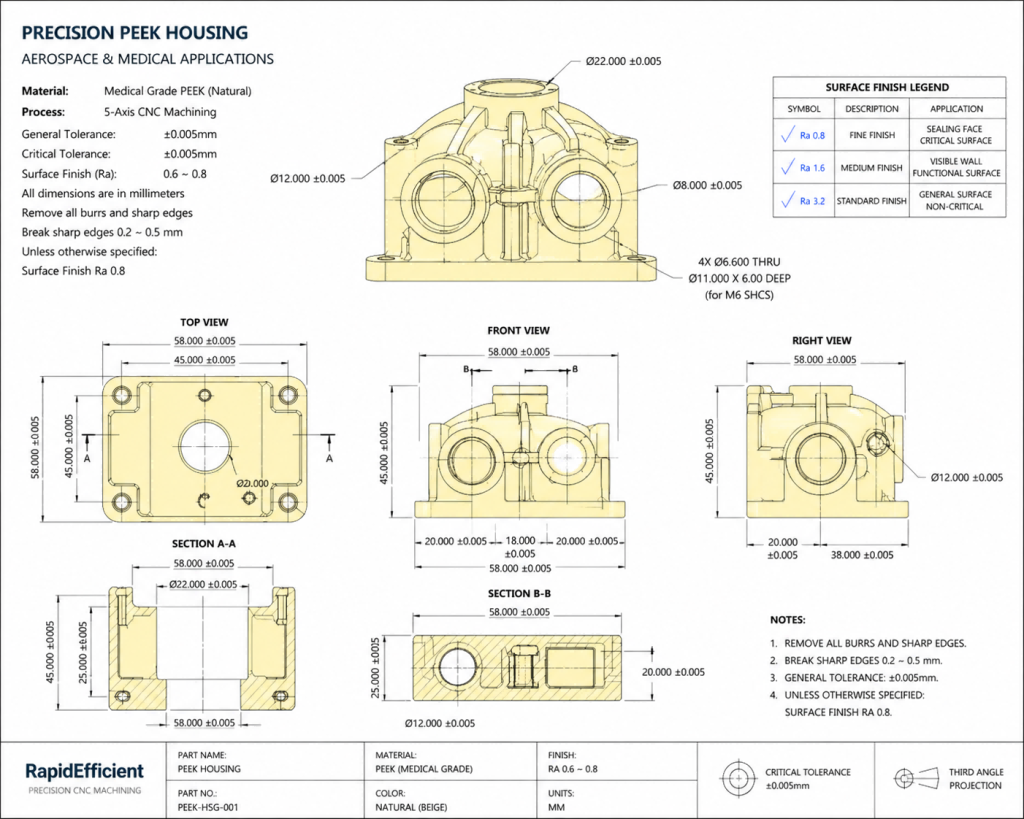
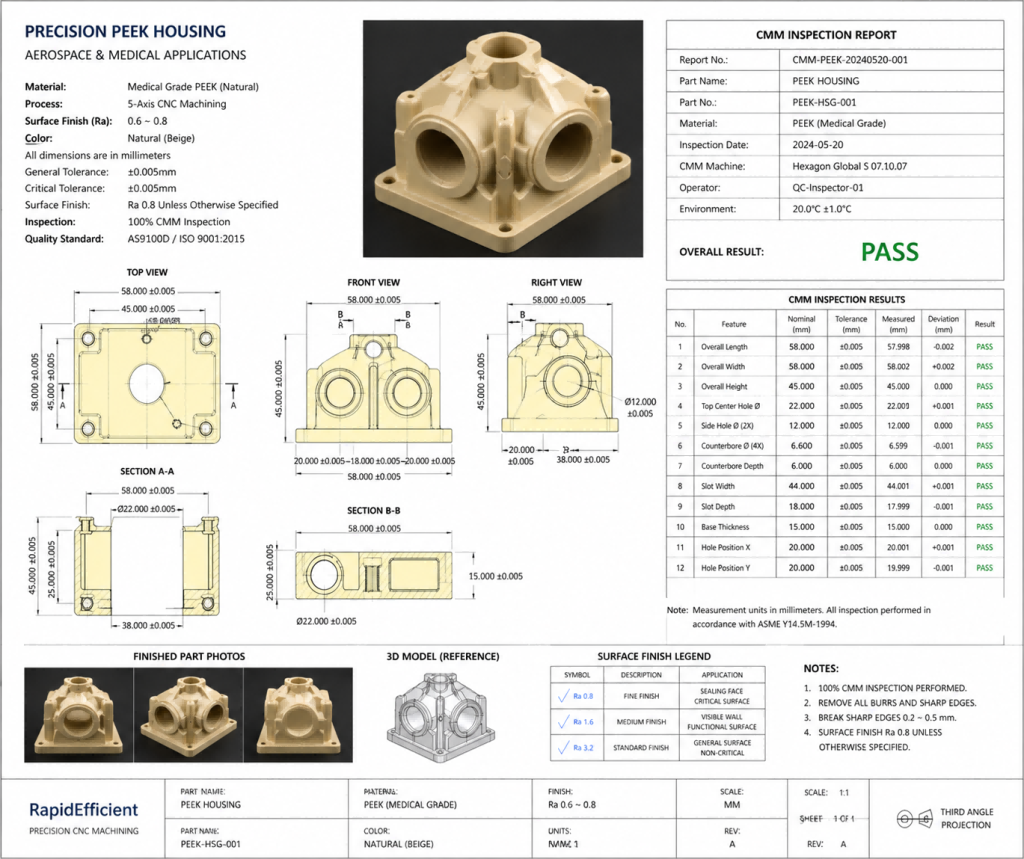
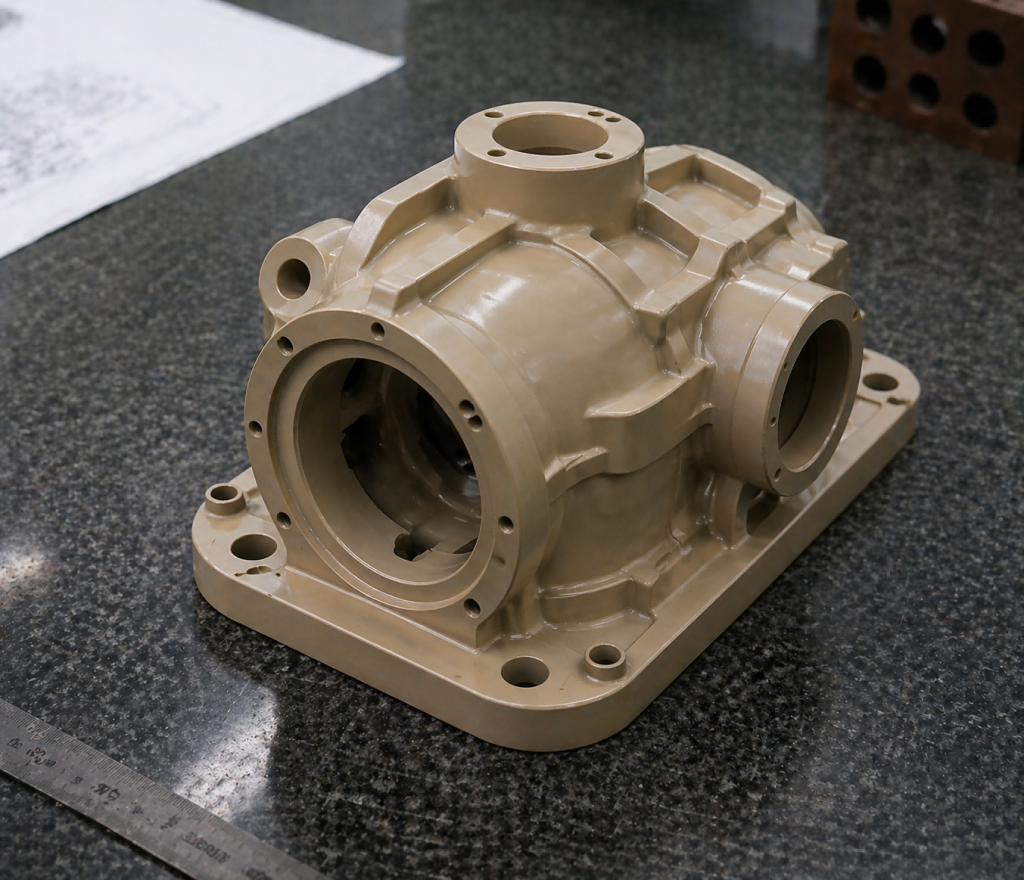
In dieser hochriskanten Fallstudie, Schnell erfolgreich erreicht a ±0,005 mm Toleranz für SPÄHEN (Polyetheretherketon) Komponenten, die in Flugzeugtriebwerkssensoren und chirurgischen Roboterarmen verwendet werden. Durch Kombinieren 5-Achsen-Simultanbearbeitung mit Erweiterte thermische Stabilisierung, Wir haben Teile geliefert, die die Standard-Kunststofftoleranzen um übertreffen 10X.
Expertentipp: Zuerst müssen die Materialien verglichen werden? Schauen Sie sich unsere an Vergleichsleitfaden für CNC-Aluminium und Kunststoff.
Für einen umfassenderen Vergleich von Metallen und technischen Kunststoffen, siehe unsere Leitfaden zur CNC-Materialauswahl.
Projekthintergrund:
- Branchen: Luft- und Raumfahrt (Sensorgehäuse) & Medizinisch (Chirurgische Einsätze).
- Die Herausforderung: SPÄHEN ist das “Goldstandard” für Hochleistungskunststoffe, aber sein hoher Wärmeausdehnungskoeffizient macht Toleranzen im Submikrometerbereich extrem schwer zu pflegen während eines 24-Produktionszyklus pro Stunde.
- Material: PEEK in medizinischer Qualität & Mit Kohlenstoff gefülltes PEEK in Luft- und Raumfahrtqualität.
Wichtige Herausforderungen bei der Fertigung:
- Thermische Empfindlichkeit: PEEK dehnt sich bereits bei geringfügigen Temperaturänderungen deutlich aus. Herkömmliche Reibung bei der Bearbeitung kann dazu führen, dass das Teil beschädigt wird “wachsen” mitten im Prozess.
- Innerer Stress: Das Entfernen großer Materialmengen von PEEK kann dazu führen, dass sich das Teil verzieht oder “kriechen” nachdem es aus der Halterung entfernt wurde.
- Werkzeugverschleiß: Hochleistungs-PEEK ist überraschend abrasiv, Dies führt zu einer Durchbiegung des Werkzeugs, wodurch enge Toleranzen zunichte gemacht werden.
Risikokontrolltabelle für die CNC-Bearbeitung von PEEK
| Bearbeitungsfaktor | Risiko bei PEEK-Teilen | Technische Kontrolle |
|---|---|---|
| Hitzestau | Dimensionswachstum oder Verformung | Scharfe Werkzeuge, kontrolliertes Kühlmittel, leichtes Schneiden |
| Innerer Stress | Verformung nach der Bearbeitung | Ausgewogenes Schruppen und Spannungsabbau |
| Spannkraft | Oberflächenmarkierungen oder Verformungen | Weiche Backen und Niederdruckbefestigung |
| Werkzeugkleidung | Schlechtes Finish und Toleranzabweichung | PKD-Werkzeuge oder scharfe Hartmetallwerkzeuge |
| Zeitpunkt der Inspektion | Größenveränderung nach dem Abkühlen | Messung nach Temperaturstabilisierung |
Für bedruckte Nylon- oder SLS-Kunststoffteile, Die Oberflächenqualität hängt oft von der richtigen Qualität ab SLS-Nachbearbeitungsmethoden wie z.B. Pulverentfernung, Mediensprengung, Färberei, Versiegelung, und Beschichtung.
Weitere Strategien zur Kontrolle von Warping, Stressabbau, und dimensionale Bewegung, Sehen Sie sich unseren Leitfaden an So reduzieren Sie Verformungen bei der CNC-Bearbeitung.
Die RapidEfficient-Lösung: Wie wir ±0,005 mm erreichen
Um diese Probleme zu lösen, wir haben das behandelt “Plastik” Teil mit der gleichen Strenge wie a hochpräzises Stahlbauteil:
- 5-Achsen-Simultanstrategie: Wir haben verwendet 5-Achsbearbeitung um komplexe Innengeometrien in einer einzigen Aufspannung fertigzustellen, Dadurch werden Ausrichtungsfehler vermieden, die beim erneuten Spannen auftreten.
- Kühlmittelkontrolle in kryogener Qualität: Wir haben einen Spezialisten eingesetzt temperaturgesteuertes Kühlmittelsystem um das PEEK-Material während des gesamten Schneidzyklus auf einer konstanten Temperatur von 20 °C zu halten.
- Diamantbeschichtete Werkzeuge: Brauch PCD (Polykristalliner Diamant) Um eine messerscharfe Schneide zu erhalten, wurden Werkzeuge verwendet, Gewährleistung einer Nulldurchbiegung des Werkzeugs und einer Ra 0.8 Oberflächenbeschaffenheit.
- Inszenierter Stressabbau:
- Schruppen: Entfernen 90% Material Massenspannungen entweichen zu lassen.
- Ausruhen: 24-Stundenstabilisierung in einem temperaturkontrollierten Einweichen.
- Fertig: Mikroschnitte mit Diamantwerkzeugen, um das Finale zu fixieren ±0,005 mm.
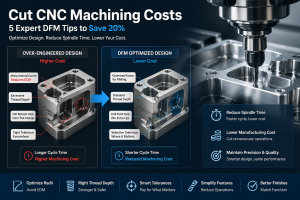
Weil PEEK-Materialkosten, Werkzeugverschleiß, und Inspektionszeit können das endgültige Angebot erheblich beeinflussen, Es ist wichtig, die Toleranzanforderungen zusammen mit den Gesamtbearbeitungskosten zu bewerten. Sehen Sie sich unseren Leitfaden an CNC-Bearbeitungskosten in China.
Zugehöriger Service: Erfahren Sie mehr über unsere Hochpräzision 5-Achsen-CNC-Bearbeitungsmöglichkeiten.
📊 Produktionsergebnisse (Die Daten)
| Metrisch | Kundenanforderung | Schnelles, effizientes Ergebnis | Leistungslücke |
|---|---|---|---|
| Kritische Bohrungstoleranz | ±0,008 mm | ±0,004 mm | 200% Besser |
| Positionsgenauigkeit | ±0,015 mm | ±0,005 mm | 300% Besser |
| Oberflächenrauheit (Ra) | 1.6 Ra | 0.6 Ra | Klarer Spiegel |
| Vorlaufzeit | 15 Tage | 9 Tage | ÜBERSCHREITEN |
Anmerkung des Ingenieurs: Das Geheimnis der PEEK-Präzision
“Der größte Fehler, den Geschäfte bei PEEK machen, besteht darin, es wie Nylon oder POM zu behandeln. Auf der Ebene von ±0,005 mm, PEEK verhält sich eher wie ein Nichteisenmetall. Sie müssen die Umgebung kontrollieren. Wenn die Temperatur in Ihrem Geschäft schwankt 5 Grad, Ihre Teile werden bis zum Mittagessen nicht mehr den Spezifikationen entsprechen. Wir stabilisieren alles – die Luft, die Flüssigkeit, und die Maschine.”
FAQ
- Q: Warum ist PEEK das “Goldstandard” für Luft- und Raumfahrt- und medizinische Anwendungen?
A: SPÄHEN vereint die spezifische Stärke von Titan mit der chemischen Inertheit von Edelmetalle. In der Luft- und Raumfahrt, es überlebt Temperaturen bis zu 250°C beim Speichern 70% Gewicht vs. Edelstahl. Im medizinischen Bereich, Es ist vollständig biokompatibel und hält Tausenden von Belastungen stand Sterilisation im Autoklaven Zyklen, ohne seine zu verlieren ±0,005 mm Präzision. - Q: Kannst du Ra erreichen? 0.4 auf PEEK?
A: Ja, mit spezialisiert Diamantpolieren, Aber Ra 0.8 ist unser Standard für hochpräzises CNC PEEK. - Q: Wie geht PEEK mit der medizinischen Sterilisation um??
A: Es ist kompatibel mit Autoklav, Gamma, Und EtO-Sterilisation, Daher ist es ideal für wiederverwendbare medizinische Werkzeuge.
Benötigen Sie hochpräzise PEEK-Teile??
Schnell ist führend in der Hochleistungsbearbeitung von Polymeren. Egal, ob Sie einen einzelnen Prototypen für die Luft- und Raumfahrt oder eine große Charge medizinischer Komponenten benötigen, unser 5-Achsenanlage ist fertig.
Kontaktieren Sie unser Engineering-Team für eine DFM-Bewertung