Die Genauigkeit und Qualität der CNC -Bearbeitung bestimmen direkt die Baugruppenleistung und Zuverlässigkeit des Werkstücks. Nach der Bearbeitung, Um sicherzustellen, dass das Werkstück den Designanforderungen entspricht, sind systematische Inspektionen erforderlich. Im Folgenden sind die wichtigsten Anforderungen an die Genauigkeit und Qualitätsprüfung aufgeführt, Dabei geht es um Kernabmessungen wie Maßhaltigkeit, Form- und Lagetoleranzen, und Oberflächenqualität:

1. Prüfung der Maßhaltigkeit: Sicherstellen, dass kritische Abmessungen den Designtoleranzen entsprechen
Maßhaltigkeit ist der grundlegendste Qualitätsindikator für ein Werkstück. Sowohl die kritischen Maße als auch die allgemeinen Maße, die in der Zeichnung angegeben sind, müssen Stück für Stück geprüft werden:
Lineare Abmessungen
Inspektionsziele: Länge, Breite, Höhe, Lochdurchmesser, Rillentiefe, Stufendicke, usw. (z.B., Wellendurchmesser φ20 ± 0,01 mm, Lochtiefe 30 + 0.02/-0mm).
Inspektionswerkzeuge:
Allgemeine Abmessungen (Toleranz ≥ ±0,05 mm): Messschieber (Genauigkeit 0,02 mm), Mikrometer (Genauigkeit 0,001 mm);
Präzise Abmessungen (Toleranz < ±0,05 mm): Digitales Mikrometer, Höhenmesser (mit Marmorplattform), und 2D-Imager. Anforderungen: Die gemessenen Werte müssen innerhalb des in der Zeichnung angegebenen Toleranzbereichs liegen. Überschreitung der Toleranzen (z.B., Ober- oder Untergrenzen überschreiten die Auslegungswerte) sind nicht gestattet. Besonderes Augenmerk sollte auf die Anschlussmaße gelegt werden (z.B., Spiel/Interferenz zwischen der Welle und dem Loch).
Winkelabmessungen
Testziele: Abschrägungswinkel, Winkel zwischen zwei Ebenen (z.B., 45° ± 0,1°, 90° ± 0,05°).
Testwerkzeuge: Universelles Winkellineal (Genauigkeit 2′), Winkelblocklehre (Wird mit einer Messuhr verwendet), Koordinatenmessgerät (Hochpräziser Winkel).
Anforderungen: Winkelabweichungen müssen innerhalb des Toleranzbereichs kontrolliert werden, um Montagestörungen zu vermeiden (z.B., Zu großes Spiel an den Fasen) durch Winkelabweichungen verursacht.
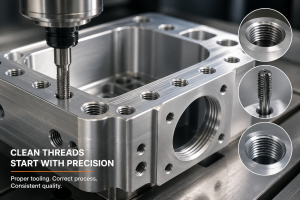
Gewindeabmessungen
Testziele: Gewindedurchmesser (Hauptdurchmesser, Teilungsdurchmesser), Gewindesteigung, und Gewindewinkel (z.B., M10×1,5-6H Innengewinde).
Testwerkzeuge: Gewindelehrdorne/Lehrringe (zum Testen mit einem Gut/Schlecht-Messgerät, Ein Bestehen gilt als akzeptabel, wenn die Go-Anzeige besteht, die No-Go-Anzeige jedoch nicht), Gewindemikrometer (zur Messung des Flankendurchmessers). Anforderungen: Threads müssen vollständig sein, frei von gebrochenen oder falsch ausgerichteten Gewinden, passen reibungslos, und haben keine Bindung. Abweichungen vom mittleren Durchmesser müssen dem vorgegebenen Toleranzgrad entsprechen (z.B., 6H, 6G).
2. Form- und Positionstoleranzprüfung: Kontrolle geometrischer und Positionsfehler
Form- und Lagetoleranzen (Form- und Lagetoleranzen) beeinflussen die Montagegenauigkeit und Bewegungsstabilität von Werkstücken. Die folgenden Punkte sollten speziell überprüft werden:
Formtoleranz
Geradlinigkeit: Überprüft die lineare Abweichung von flachen oder zylindrischen Oberflächen (z.B., Geradheit der Führungsbahn ≤ 0,02 mm/1000 mm). Verwenden Sie ein Lineal mit Messuhr oder ein Laserinterferometer.
Ebenheit: Prüft die Ebenheit von Oberflächen (z.B., Ebenheit des Formhohlraums ≤ 0,01 mm/500 mm). Verwenden Sie eine Marmorplattform mit einer Messuhr oder einem Ebenheitstester.
Rundheit/Zylindrizität: Überprüft die Rundheit des Querschnitts (z.B., Wellenrundheit ≤ 0,005 mm) und Gesamtzylindrizität zylindrischer Oberflächen. Verwenden Sie einen Rundheitsprüfer oder ein dreidimensionales Koordinatenmessgerät. Anforderungen: Formfehler dürfen den in der Zeichnung angegebenen Toleranzwert nicht überschreiten (z.B., “○0,01” gibt eine Rundheitstoleranz von 0,01 mm an).
Positionstoleranz
Parallelität: Die Abweichung zwischen zwei parallelen Ebenen oder Achsen (z.B., Parallelität der oberen und unteren Ebene einer Abdeckplatte ≤ 0,03 mm). Dies wird mit einer Messuhr auf einer Marmorplattform überprüft.
Rechtwinkligkeit: Die Abweichung zwischen zwei Ebenen oder Achsen in der Rechtwinkligkeit (z.B., Rechtwinkligkeit zwischen einem Loch und einer Endfläche ≤ 0,02 mm/100 mm). Die Messung erfolgt mit einem Winkelmaß mit Messuhr oder einem dreidimensionalen Koordinatenmessgerät.
Koaxialität: Die Ausrichtung der Achsen mehrerer zylindrischer Segmente (z.B., Koaxialität einer Stufenwelle ≤ 0,01mm). Die Messung erfolgt über einen V-Block mit Messuhr oder ein dreidimensionales Koordinatenmessgerät.
Position: Die Abweichung von Merkmalen wie Löchern und Schlitzen relativ zu einem Bezugspunkt (z.B., Array-Lochposition ≤ ±0,05 mm). Dies wird mit einem Koordinatenmessgerät oder einer Lehre überprüft (z.B., ein Fixierstift).
Erfordernis: Positionsfehler müssen innerhalb des Toleranzbandes liegen. Besonderes Augenmerk muss auf die Auswahl des Datums gelegt werden (im Einklang mit den Daten A, B, und C in der Zeichnung angegeben). III. Inspektion der Oberflächenqualität: Stellen Sie Oberflächenrauheit und -integrität sicher
Die Oberflächenqualität beeinflusst die Verschleißfestigkeit des Werkstücks, Versiegelung, und Aussehen. Zu den Inspektionsgegenständen gehören:
Oberflächenrauheit (Ra/Rz)
Inspektionsziel: Mikroskopische Unregelmäßigkeiten auf bearbeiteten Oberflächen (z.B., Ra 1,6μm, Ra 3,2μm). Grob bearbeitete Oberflächen (z.B., Ra 12,5μm) und feinbearbeitete Oberflächen (z.B., Ra 0,8μm) müssen gesondert geprüft werden.
Inspektionswerkzeug: Rauheitsmessgerät (Kontakt oder optisch) dient der Messung direkt auf der Werkstückoberfläche und der Erfassung des Ra-Wertes (arithmetische mittlere Abweichung).
Erfordernis: Der gemessene Ra-Wert muss ≤ dem in der Zeichnung angegebenen Wert sein (z.B., “Ra 3,2” gibt einen Wert von ≤ 3,2μm an). Dicht- und Reibflächen müssen streng kontrolliert werden, um Leckagen oder übermäßigen Verschleiß zu vermeiden.
Oberflächenfehler
Häufige Mängel: Kratzer, Dellen, Dellen, Poren, Risse, Grate, Rost, usw. Inspektionsmethoden:
Sichtprüfung (unter natürlichem Licht oder weißem Licht, in einem Abstand von 30-50cm);
Lupe oder Mikroskop (auf feine Kratzer untersuchen, z.B., Kratzer >0.1mm an Präzisionsteilen);
Penetrationstest (auf Oberflächenrisse prüfen, z.B., an hochfesten Stahlteilen).
Anforderungen: Kritische Oberflächen (z.B., Lagersitze und Dichtflächen) darf keine Mängel aufweisen; Mängel auf unkritischen Oberflächen müssen innerhalb akzeptabler Grenzen liegen (z.B., Kratztiefe ≤ 0,05 mm, Länge ≤ 5mm).
3. Weitere wichtige Inspektionsgegenstände
Grate und scharfe Kanten
Alle bearbeiteten Kanten müssen entgratet werden (insbesondere bei Durchgangslöchern, Kerben, und Schritte), und scharfe Kanten müssen abgeschrägt werden (z.B., Fase 0,5 mm) um Kratzer an Händen oder anderen Teilen während der Montage zu vermeiden.
Inspektionsmethoden: Sichtprüfung + fühlen (Berühren Sie die Kante mit Handschuhen; kein stechendes Gefühl).
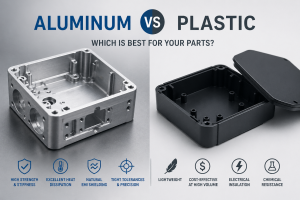
Material und Härte (falls erforderlich)
Stellen Sie sicher, dass das Werkstückmaterial mit der Zeichnung übereinstimmt (z.B., 45# Stahl, Aluminiumlegierung 6061). Bei Bedarf, Verwenden Sie ein Spektrometer, um die Zusammensetzung zu analysieren. Wenn die Zeichnung eine Wärmebehandlung erfordert (wie Abschrecken oder Nitrieren), Zur Prüfung der Oberflächenhärte muss ein Härteprüfgerät verwendet werden (z.B., HRC 45-50) um die Einhaltung der Leistungsanforderungen sicherzustellen.
Chargenkonsistenz (Während der Massenproduktion)
Nach bestandener Erststückprüfung, Nachfolgende Werkstücke müssen stichprobenartig beprobt werden (z.B., 1 in jedem 10) Überprüfung wichtiger Abmessungen und geometrischer Toleranzen zur Gewährleistung der Bearbeitungsstabilität (Abweichungsschwankung ≤ 1/3 der Toleranz).
4. Inspektionsprotokolle und Beurteilungskriterien
Aufzeichnungsanforderungen: Alle Inspektionsdaten müssen im Protokoll aufgezeichnet werden “Inspektionsbericht zur CNC-Bearbeitung,” einschließlich tatsächlicher Maßwerte, Toleranzbereiche, Inspektionswerkzeuge, und Inspektionspersonal. Kritische Maße müssen durch Prüfdiagramme ergänzt werden (z.B., dreidimensionale Koordinatenmessberichte). Akzeptanzkriterien:
Alle Maße, geometrische Toleranzen, und Oberflächengüte den Zeichnungsanforderungen entsprechen (Keine Artikel außerhalb der Toleranz);
Kleinere Mängel (wie kleine Kratzer auf unkritischen Oberflächen) Änderungen, die die Leistung nicht beeinträchtigen, können mit Zustimmung des Kunden akzeptiert werden;
Mängel, die Toleranzen überschreiten oder die Montage/Leistung beeinträchtigen (wie Risse oder Gewindelehren, die durchgehen) gelten als inakzeptabel und erfordern eine Nacharbeit oder Verschrottung.