The Structural Demands of Tactical and Heavy-Lift UAVs
For high-capacity drones used in logistics, agriculture, and defense, Industrial UAV Landing Gear CNC Machining must handle far more than simple take-offs. These critical joints are subject to intense dynamic loads and high-frequency vibrations during every mission. A failure in these structural components doesn’t just mean a broken part; it means the potential loss of high-value sensors and payloads.
At Rapidefficient, we specialize in high-performance CNC solutions that bridge the gap between lightweight design and aerospace-grade structural integrity.

Technical Comparison: CNC Machining vs. 3D Printing
In the drone industry, 3D printing is often used for prototyping, but for critical structural components in B2B applications, CNC remains the superior choice for durability and precision.
| Feature | 3D Printing (SLS/DMLS) | Rapidefficient CNC Machining |
| Material Density | Porous, internal micro-voids | 100% Solid, uniform grain structure |
| Impact Strength | Moderate (layer-bond limits) | Extreme (High-G impact resistant) |
| Tolerance Control | $\pm 0.1$ mm to $0.2$ mm | $\pm 0.01$ mm (Micron-level) |
| Surface Finish | Rough (requires post-processing) | $Ra \ 0.8 \ \mu m$ (Ready for anodizing) |
Key Design Considerations for Heavy-Lift Landing Gear
1. Vibration Damping and Fatigue Life
Industrial drones operate for thousands of hours. Continuous vibration can cause work-hardening and fatigue in aluminum joints.
- Our Solution: We incorporate optimized fillet radii (minimum $0.5$ mm) in all internal corners to eliminate stress concentration points, extending the fatigue life by up to $40\%$.
2. Strategic Material Selection: 7075-T6 vs. Titanium
- 7075-T6 Aluminum: The gold standard for its strength-to-weight ratio in UAV frames.
- Titanium Ti-6Al-4V: Used for tactical UAVs requiring extreme resilience and corrosion protection.This material expertise is shared across our production of aerospace components.
3. Precision Fitment for Carbon Fiber Integration
Most industrial landing gears use carbon fiber tubes bonded to CNC-machined metal joints.
- The Challenge: Maintaining a consistent bond gap for structural adhesives.
- Our Precision: We hold tolerances of $+0.01 / -0.00$ mm on socket diameters. This technique is an extension of our expertise in thin-walled parts.

🚀 Case Study: 25% Weight Reduction for a 50kg Payload Logistics Drone
The Challenge:
A cargo drone manufacturer faced landing gear failure during maximum-payload testing. The original cast parts were too brittle under heavy-lift maneuvers, leading to stress fractures.
Our Engineering Solution:
We redesigned the main leg pivots using 5-axis CNC milling to create an internal weight-reduction pocket. The precision required for these high-stress components matches our quality standards for semiconductor-grade fixtures.
The Result:
We reduced weight by $18\%$ while increasing the yield strength by $25\%$. The new assembly successfully passed 1,000 continuous landing cycles without any measurable deformation.
Technical FAQ: B2B Drone Component Machining
Q: Why is 7075-T6 preferred over 6061 for industrial drone joints?
A: 7075-T6 has nearly double the tensile strength of 6061. For heavy-lift UAVs, this allows for much thinner wall sections (weight saving) without risking failure during hard landings.
Q: How do you ensure the precision of multi-component assemblies?
A: Every critical dimension is verified using CMM (Coordinate Measuring Machine). We provide full inspection reports to ensure that our parts integrate perfectly with your composite airframes.
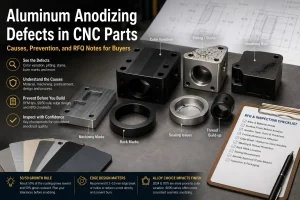
Q: Can you provide customized surface treatments for defense-grade UAVs?
A: Yes. We offer Type III Hard Anodizing (MIL-A-8625) and specialized chemical conversion coatings (Alodine) for superior corrosion protection.