
Conclusion First
CMM inspection is one of the most important quality-control methods for precision CNC machined parts. It verifies whether critical dimensions, flatness, concentricity, true position, and datum relationships meet the drawing requirements.
For simple parts, calipers and micrometers may be enough. But for tight-tolerance components, multi-feature parts, aerospace brackets, motor housings, optical mounts, and semiconductor components, CMM inspection gives buyers a much clearer picture of whether the part will actually fit and function in assembly.
At RapidEfficient, we use CMM inspection to verify critical dimensions, confirm datum alignment, reduce tolerance stack-up risk, and provide clear inspection evidence before parts are shipped.
Quick Decision Table: What Should Buyers Check in a CMM Report?
| Inspection Item | Why It Matters | Buyer Should Check |
|---|---|---|
| Critical dimensions | Confirms key functional sizes | Are important bores, slots, and mounting features measured? |
| Datum reference | Controls how the part is aligned | Does the report follow drawing datum A/B/C? |
| True position | Verifies hole and feature location | Are hole patterns checked against the correct datums? |
| Flatness | Affects sealing and mounting | Are mating faces measured, not just visually inspected? |
| Concentricity | Controls rotating or bearing features | Are bores and shafts checked for axis alignment? |
| Parallelism / perpendicularity | Affects assembly and motion accuracy | Are functional faces checked relative to datum planes? |
| Measured value vs tolerance | Shows pass/fail condition | Is the actual value clearly below the tolerance limit? |
| Inspection environment | Affects measurement reliability | Was inspection performed under controlled conditions? |
What Is CMM Inspection?
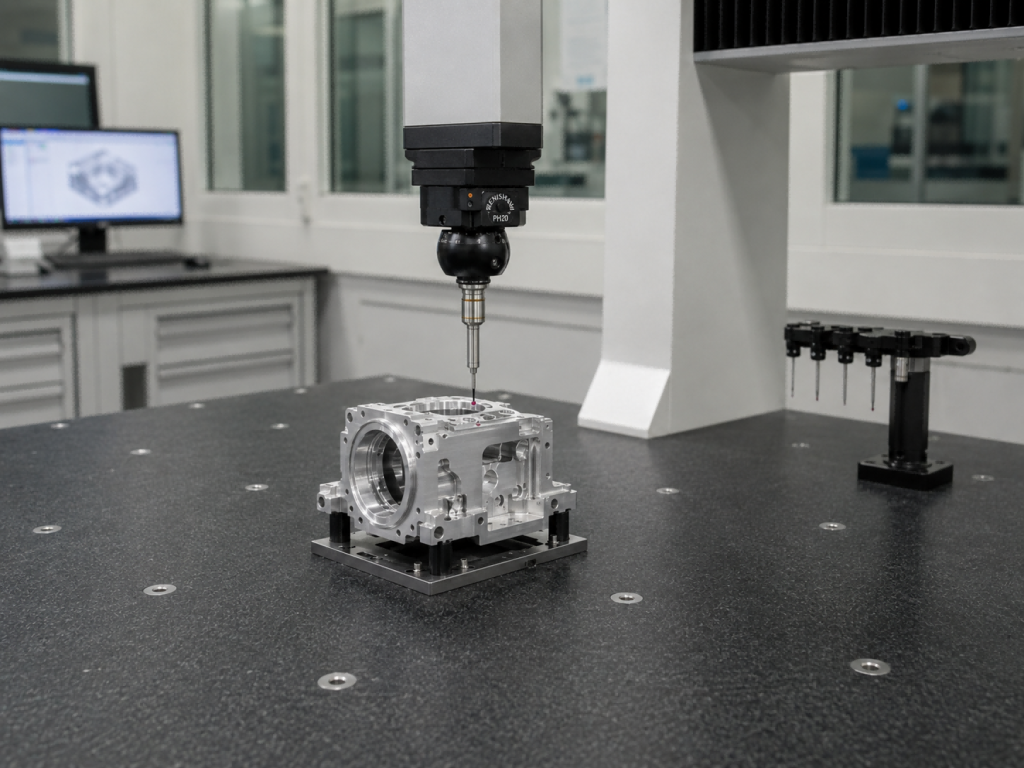
CMM stands for Coordinate Measuring Machine. It is a precision inspection system used to measure the geometry of machined parts in three-dimensional space.
A CMM can check:
- Length, width, and height
- Hole position
- Bore diameter
- Flatness
- Parallelism
- Perpendicularity
- Concentricity
- True position
- Profile tolerance
- Datum relationships
Unlike simple hand tools, a CMM does not only measure isolated dimensions. It can verify how features relate to each other based on the datum structure defined in the drawing.
This is especially important when a part has multiple functional surfaces, tight hole patterns, bearing bores, or assembly interfaces.
Why CMM Inspection Matters for CNC Machined Parts
In precision CNC machining, a part can look correct but still fail in assembly.
For example:
- A bore diameter may be within tolerance, but its centerline may be shifted.
- A mounting face may look smooth, but its flatness may not meet the sealing requirement.
- A hole pattern may be acceptable individually, but its true position may fail relative to the datum.
- A thin-wall part may measure correctly during machining but deform after unclamping.
This is why CMM inspection is important. It checks the part as a functional geometry, not only as a collection of separate dimensions.
For buyers, a good CMM report provides evidence that the supplier understands the drawing, the datum structure, and the final assembly requirement.
Caliper Check vs CMM Inspection
Many CNC parts pass a quick caliper check but still fail during assembly. The reason is simple: calipers measure isolated sizes, while CMM inspection can verify geometry, position, and datum relationships.
| Inspection Method | What It Checks | Limitation |
|---|---|---|
| Caliper | Length, width, simple diameter | Cannot verify true position or datum relationships |
| Micrometer | High-accuracy simple size | Limited to isolated features |
| Height gauge | Surface height and basic alignment | Depends on setup and operator skill |
| CMM inspection | 3D geometry, GD&T, datum relationships | Requires correct program and datum setup |
A caliper may confirm that a hole diameter is correct. But it cannot reliably prove whether the hole is in the correct position relative to Datum A, B, and C.
For precision CNC parts, this difference matters.
CMM Report vs Basic Inspection Report
Not every inspection report gives the same level of confidence.
| Report Type | Best For | Limitation |
|---|---|---|
| Basic dimension report | Simple parts with loose tolerances | Often checks only length, width, and diameter |
| Caliper / micrometer check | Quick shop-floor verification | Limited for true position and GD&T |
| CMM inspection report | Precision CNC parts with GD&T | Requires proper datum setup and program control |
| First Article Inspection report | New parts before production approval | Takes more time but reduces production risk |
| Full dimensional report | Critical parts or regulated industries | Higher inspection cost and longer lead time |
For high-value CNC parts, buyers should not only ask whether inspection was done. They should ask what was inspected, how it was aligned, and which features were treated as critical.
Key CMM Inspection Items Buyers Should Review
1. Critical Dimensions
Critical dimensions directly affect assembly, performance, sealing, motion, or load-bearing function.
Examples include:
- Bearing bore diameter
- Mounting hole position
- Sealing face flatness
- Shaft center distance
- Threaded hole location
- Precision slot width
- Datum surface height
A CMM report should clearly show which dimensions were inspected and whether the measured values are within tolerance.
2. Datum Reference Frame
The datum reference frame is the foundation of CMM inspection.
If the part is measured using the wrong datum, the report may look acceptable while the part still fails in assembly.
For example, if a bearing bore is designed to align with Datum A and Datum B, but inspection is performed from a convenient edge instead, the result may not reflect the real functional requirement.
For complex parts, buyers should confirm that the CMM report follows the drawing datum structure.
For more about datum logic, see:
Types of CNC Machining Datums
3. True Position
True position is often more important than simple hole diameter.
A hole may have the correct size, but if it is shifted from its intended location, the part may not assemble properly.
True position inspection is commonly used for:
- Bolt hole patterns
- Locating pin holes
- Bearing bores
- Connector interfaces
- Optical mounting points
- Aerospace brackets
- Motor housings
For buyers, the key question is:
Does the report show where the feature is located relative to the correct datums?
If yes, the report is much more useful than a simple diameter check.
4. Flatness
Flatness controls whether a surface is sufficiently even.
This matters for:
- Sealing faces
- Mounting plates
- Heat sink contact surfaces
- Optical mounting surfaces
- Fixture bases
- Thin-wall housings
A part may look flat by eye, but a small surface deviation can create leakage, poor thermal contact, vibration, or assembly gaps.
For precision parts, flatness should be measured with the correct inspection method, not judged visually.
5. Concentricity and Coaxiality
For parts with bores, shafts, bearings, or rotating features, concentricity and coaxiality are critical.
If two bores are not aligned, the assembly may suffer from:
- Bearing wear
- Vibration
- Shaft misalignment
- Increased friction
- Noise
- Shorter service life
CMM inspection helps verify whether these features share the correct axis.
This is especially important for motor housings and precision rotating components.
Related case study:
CNC Motor Housing Thin-Wall Concentricity Case Study
Inspection Environment: Why Temperature Matters
CMM inspection is not only about the machine. The inspection environment also affects measurement reliability.
For high-precision CNC parts, temperature changes can create measurable dimensional changes, especially in aluminum parts.
Engineer’s Note
For high-precision CNC parts, inspection temperature matters. At RapidEfficient, critical CMM inspection is performed under controlled conditions because aluminum parts expand as temperature changes.
For example, a 100 mm aluminum feature can change by about 0.023 mm with a 10°C temperature difference, which is already several times larger than a ±0.005 mm tolerance target.
This is why CMM inspection should not only show measured values. It should also consider the inspection environment, datum setup, and measurement strategy.
CMM Inspection and Tolerance Stack-Up
CMM inspection is also important for identifying tolerance stack-up risk.
Tolerance stack-up happens when small errors from datums, fixtures, machining deviation, thermal drift, and inspection alignment accumulate across multiple features.
A CMM report can help confirm whether the final feature relationships are still within the acceptable range.
For example, a part may have:
- One bore slightly shifted
- One mounting face slightly out of flatness
- One hole pattern slightly rotated
- One datum surface slightly distorted
Individually, these may look minor. But together, they can cause assembly failure.
For a deeper explanation, see:
CNC Machining Tolerance Stack-Up
Engineer’s Note: A CMM Report Must Match the Part Function
A CMM report is only useful if the inspection setup matches the part function.
In our shop, we do not treat CMM inspection as a final paperwork step. Before inspection, we review which features control assembly performance. For bearing bores, sealing surfaces, and locating holes, the datum structure must match how the part is actually used.
If the CMM program checks the wrong reference surface, the report may still show green “PASS” results, but the part can fail during assembly. This is why inspection planning must be connected to DFM, fixturing, and machining strategy from the beginning.
What a Good CMM Inspection Report Should Include
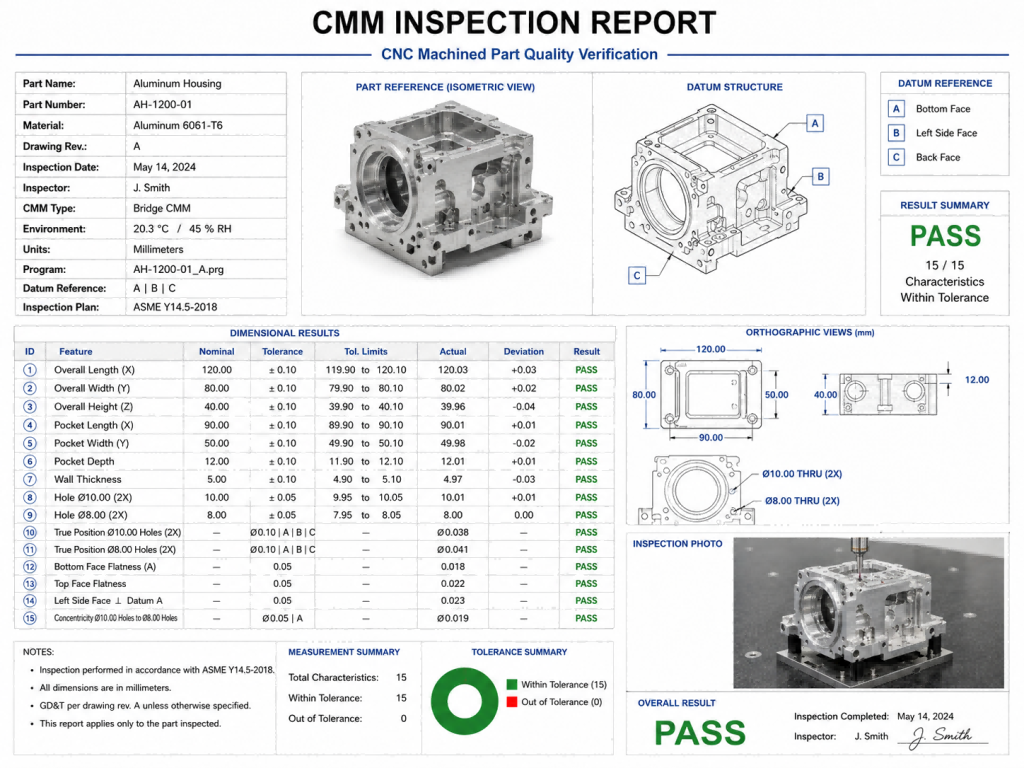
A professional CMM inspection report should include more than a simple PASS/FAIL result.
| Report Section | What It Should Show |
|---|---|
| Part information | Part name, drawing number, revision, material |
| Inspection equipment | CMM model, probe type, calibration status |
| Datum setup | Datum A/B/C alignment and reference frame |
| Measured features | Feature ID, nominal value, tolerance, measured value |
| GD&T callouts | True position, flatness, concentricity, parallelism, etc. |
| Inspection result | PASS / FAIL for each critical feature |
| Inspection environment | Temperature or controlled inspection condition |
| Inspector information | Operator, date, report approval |
For buyers, the most important part is not the report design. It is whether the measured items match the critical functions on the drawing.
Common Mistakes Buyers Should Avoid
Mistake 1: Only Checking the Final PASS Result
A green PASS result looks good, but buyers should still check which features were inspected. If only non-critical dimensions were measured, the report may not reduce real risk.
Mistake 2: Ignoring Datum Alignment
If the report does not show datum alignment, it may be unclear whether the part was inspected according to drawing intent.
Mistake 3: Treating All Dimensions as Equal
Not every dimension has the same importance. A decorative outside dimension may matter less than a bearing bore, sealing face, or locating hole.
Mistake 4: Not Asking for First Article Inspection
For new precision parts, first article inspection helps confirm that the machining process is stable before batch production.
Mistake 5: Confusing Measurement Accuracy With Manufacturing Accuracy
A supplier may have a CMM, but that does not automatically mean every part is machined accurately. The machining process, fixture, and inspection plan must work together.
When Should Buyers Request CMM Inspection?
Buyers should request CMM inspection when the part includes:
- Tight tolerances
- GD&T requirements
- True position callouts
- Bearing bores
- Sealing faces
- Thin-wall geometry
- Multiple setups
- Aerospace or medical application
- Optical alignment features
- Semiconductor equipment parts
- High-cost assembly risk
For simple brackets or loose-tolerance parts, full CMM inspection may not be necessary. But for high-precision CNC components, it can prevent costly assembly problems.
Hidden Cost: Why Skipping CMM Inspection Can Be Expensive
Skipping CMM inspection may reduce inspection cost at the quote stage, but it can increase total project cost later.
| Hidden Cost | Why It Happens |
|---|---|
| Assembly failure | Critical features were not verified |
| Rework | Parts need additional machining or correction |
| Delayed delivery | Defects are found after shipment |
| Scrap cost | Parts cannot be repaired |
| Supplier dispute | No clear inspection evidence exists |
| Batch risk | One error repeats across many parts |
For critical CNC machined parts, inspection is not only a quality step. It is a risk-control tool.
CMM Inspection at RapidEfficient
At RapidEfficient, CMM inspection is used to support precision CNC machining projects where dimensional relationships matter.
Our inspection process focuses on:
- Critical feature verification
- Datum alignment
- Flatness and perpendicularity checks
- True position inspection
- Concentricity and coaxiality control
- First article inspection for new parts
- Inspection reports for buyer review
For projects requiring tight tolerance, complex datum structures, or ±0.005 mm precision, we review the inspection strategy before production to reduce manufacturing and assembly risk.
Related Technical Guides
- CNC Machining Tolerance Stack-Up
- Types of CNC Machining Datums
- How to Reduce the Deformation During CNC Machining
- CNC Motor Housing Thin-Wall Concentricity Case Study
- 5-Axis Aluminum Housing Case Study
FAQ: CMM Inspection for CNC Machined Parts
What is CMM inspection in CNC machining?
CMM inspection uses a Coordinate Measuring Machine to measure part geometry in 3D space. It is used to verify dimensions, GD&T, true position, flatness, concentricity, and datum relationships.
Why is CMM inspection important for CNC machined parts?
It helps confirm whether the part meets drawing requirements and functional assembly needs. This is especially important for tight-tolerance parts, multi-feature components, and parts with GD&T callouts.
What should buyers check in a CMM report?
Buyers should check critical dimensions, datum alignment, GD&T callouts, nominal values, tolerances, measured values, PASS/FAIL results, and whether the report matches the drawing intent.
Is CMM inspection necessary for every CNC part?
No. Simple parts with loose tolerances may not need full CMM inspection. However, precision parts with true position, flatness, concentricity, or critical assembly features should be inspected by CMM.
What is the difference between CMM inspection and caliper inspection?
Calipers measure simple dimensions such as length, width, and diameter. CMM inspection can measure complex geometry, feature location, datum relationships, and GD&T requirements.
Can CMM inspection prevent tolerance stack-up problems?
CMM inspection cannot prevent machining errors by itself, but it can detect whether accumulated errors between features are within acceptable limits. It is most effective when combined with good datum planning, fixturing, and process control.
Conclusion
CMM inspection gives buyers a clearer understanding of whether CNC machined parts meet functional requirements, not just isolated dimensions.
For high-precision parts, the most important question is not simply “Did the part pass inspection?” The better question is:
Were the right features inspected against the right datums?
By checking critical dimensions, true position, flatness, concentricity, datum alignment, and tolerance stack-up risk, buyers can reduce assembly failures and supplier disputes.
At RapidEfficient, we combine CNC machining, DFM review, fixture planning, and CMM inspection to help customers reduce dimensional risk before parts reach final assembly.
Send us your drawing or 3D model to review the inspection requirements for your next CNC machining project.





