
Quick Answer: Anodizing or Powder Coating?
Choose anodizing when the part requires a metallic aluminum appearance, controlled coating buildup, wear-resistant surfaces, heat-sink fins, or precision features that can be properly masked.
Choose powder coating when the project requires a wider range of solid colors, thicker surface coverage, outdoor coating systems, or fabricated parts where minor surface variation needs to be visually reduced.
Neither finish is automatically better for every aluminum part. The correct choice depends on alloy, coating type, thickness, masking, pretreatment, dimensional requirements, service environment, appearance, quantity, and cost.
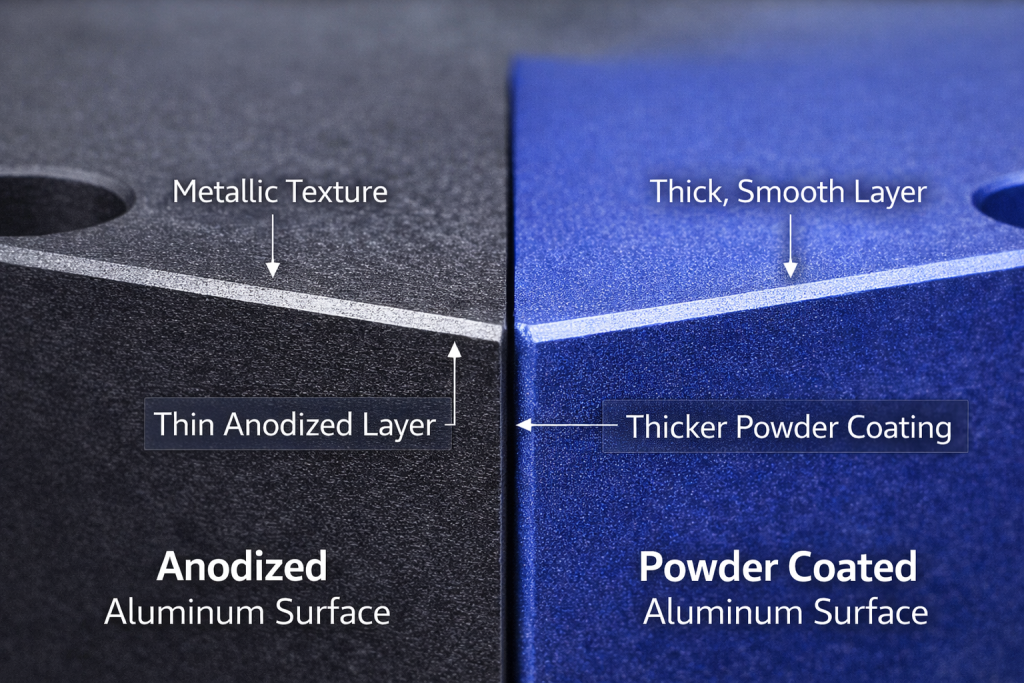
Anodizing grows an aluminum oxide layer from the substrate, whereas powder coating applies and cures a separate organic film. This difference is why their dimensional, cosmetic and wear behavior cannot be compared only by color.
What Is Aluminum Anodizing?
Anodizing is an electrochemical process that grows a controlled aluminum oxide layer from the aluminum substrate.
Its practical benefits may include:
- Improved corrosion and abrasion resistance
- A metallic appearance that retains the character of the aluminum
- Clear, black, and other colored finish options
- A relatively controlled coating buildup
- Hard anodizing options for more demanding wear applications
Unlike paint or powder coating, the anodic oxide is integrated with the aluminum surface rather than applied as a separate film.
The final result still depends on the alloy, anodizing type, coating thickness, pretreatment, dye, sealing, racking, and batch control.
What Is Powder Coating?
Powder coating applies electrostatically charged dry powder to a prepared metal surface and then cures the coating under heat.
Its practical benefits may include:
- A wide range of solid colors, textures, and gloss levels
- A thicker coating that can provide strong surface coverage
- Good outdoor durability when the powder system and pretreatment are suitable
- Good resistance to impact and handling for many applications
- A painted appearance that can visually reduce minor surface variation
Powder coating performance depends heavily on pretreatment, powder chemistry, film thickness, curing conditions, edge coverage, and service environment.
Do not assume that every powder coating is suitable for outdoor use. Interior epoxy-polyester, exterior polyester, architectural, chemical-resistant, and high-temperature powders have different performance limits.
Quick Comparison Table
| Comparison Item | Anodizing | Powder Coating | Buyer Should Check |
|---|---|---|---|
| Finish structure | Aluminum oxide grown from the substrate | Separate cured organic film applied over the surface | The two finishes change dimensions differently |
| Typical appearance | Metallic, clear, matte, satin, black, or dyed | Solid color, smooth, textured, matte, gloss, or special effect | Define gloss, texture, color, and visible surfaces |
| Typical thickness | Depends on Type II, Type III, specification, alloy, and process | Often much thicker, depending on powder system and application | Request the target coating thickness |
| Dimensional effect | Oxide growth changes dimensions and may affect precision features | Fully additive film can significantly reduce hole and thread clearance | Define masking and post-finish dimensions |
| Wear behavior | Hard anodizing can provide strong abrasion resistance | Depends on powder chemistry, hardness, thickness, and service | Do not compare decorative anodizing with all powder systems |
| Corrosion protection | Good when the anodizing type and sealing are suitable | Can be excellent with suitable pretreatment and an intact coating system | Environment and pretreatment matter |
| Color selection | More limited; color can vary with alloy, batch, texture, and process | Much wider range of colors, gloss levels, and textures | Use an approved sample for cosmetic parts |
| Surface defects | Often reveals scratches, tool marks, alloy variation, and weld differences | Can visually soften minor surface variation but will not repair defects | Prepare the substrate before finishing |
| Electrical contact | Anodic oxide is electrically insulating | Powder film is electrically insulating | Mask grounding and contact areas |
| Heat-sink use | Thin coatings and high-emissivity finishes can be useful | Thick films may add thermal resistance if applied to critical surfaces | Review the full thermal path |
| Repair | Local repair and color matching can be difficult | Local touch-up may be possible but can remain visible | Define cosmetic repair acceptance |
| Common fit | Precision housings, heat sinks, optical and electronic hardware | Frames, brackets, covers, panels, and color-critical fabricated assemblies | Choose by function, not appearance alone |
Type II anodizing may range from thin decorative films to thicker specified coatings, while Type III can be much thicker. Powder-product data sheets commonly specify films around 60–90 μm, although the actual requirement depends on the selected product.
Tolerance and Dimensional Change
Both anodizing and powder coating change finished dimensions.
Anodizing converts part of the aluminum surface into aluminum oxide. The oxide is thicker than the aluminum consumed, so part of the coating develops below the original surface and part grows outward.
The commonly repeated “50/50 rule” should not be treated as a universal drawing allowance. Actual dimensional growth depends on:
- Anodizing type
- Specified coating thickness
- Aluminum alloy
- Process conditions
- Etching and pretreatment
- Surface geometry
- Sealing requirements
Under nominal Type II conditions, AAC gives a rule of thumb closer to approximately two-thirds penetration and one-third outward growth, but the finisher should confirm the actual allowance for the selected process.
Powder coating is an additive film and is normally much thicker than decorative anodizing. It can affect:
- Internal threads
- External threads
- Precision bores
- Bearing seats
- Sliding fits
- Press fits
- Grounding pads
- Connector openings
- Mating and sealing surfaces
Critical dimensions should be defined as either before-finish or after-finish requirements. The drawing should also identify which surfaces require masking.
For fits and post-finish dimensional planning, review our CNC machining tolerances resource.
Electrical Conductivity, Masking, and Grounding
The anodic oxide layer and cured powder film are both electrically insulating.
Parts that require electrical contact should clearly identify:
- Grounding pads
- Threaded grounding points
- Connector interfaces
- EMI contact areas
- Chassis contact surfaces
- Conductive mounting faces
- Areas that must remain free of coating
Anodizing requires an electrical rack contact on every part. The drawing should identify an acceptable location for the rack mark when the component has critical cosmetic surfaces.
Powder coating normally uses masking plugs, caps, tapes, or fixtures to keep threads, bores, and contact areas free of coating. Thick or uneven film at an edge can make later coating removal difficult and may leave a visible boundary.
Do not write only “mask as required.” Mark the exact surfaces on the drawing and state whether light overspray is acceptable.
AAC confirms that each anodized part needs electrical contact and that the required contact area affects the rack mark.
Thermal Performance
Anodizing is often selected for aluminum heat sinks because it is relatively thin and can increase surface emissivity, especially with dark finishes.
However, anodizing does not automatically improve the complete thermal system. Heat-sink performance still depends on:
- Aluminum alloy
- Fin geometry
- Airflow
- Base flatness
- Thermal-interface material
- Contact pressure
- Coating thickness
- Which surfaces are coated
Powder coating is usually thicker and may add thermal resistance when applied to mating faces, mounting surfaces, or other parts of the conductive heat path.
For thermal components, it may be appropriate to coat fins and external surfaces while masking the base, threads, electrical contacts, or thermal-interface surfaces.
The correct decision should be based on the full thermal path rather than the finish name alone.
Engineer’s Warning
Neither finish repairs an incorrectly machined part.
Anodizing often makes machining marks, scratches, burrs, alloy variation, weld areas, bead-blast differences, and inconsistent surface preparation more visible.
Powder coating can visually soften minor surface variation, but it cannot reliably hide:
- Deep scratches
- Chatter marks
- Sharp burrs
- Poor edge preparation
- Contamination
- Weld spatter
- Severe dents
- Incorrect dimensions
A thick coating can also make a defect less visible during cosmetic inspection while leaving the underlying dimensional or structural problem unchanged.
Cosmetic requirements should therefore be agreed before machining, including visible surfaces, viewing distance, texture, color tolerance, rack-mark location, and acceptable handling marks.
AAC notes that scratches which can be felt are normally still visible after anodizing, and alloy or weld differences can also create shade variation.
Best Use Cases for Anodizing
CChoose anodizing for:
- CNC aluminum housings with a metallic appearance
- Heat sinks and thermal housings
- Optical and instrument mounting components
- Electronics and communication-equipment housings
- Motor housings and automation components
- Parts requiring controlled coating buildup
- Components requiring hard anodizing for wear resistance
- Parts where the aluminum texture should remain visible
Anodizing is normally the better candidate when the aluminum itself should remain visually identifiable and coating thickness must be closely coordinated with machined features.
Best Use Cases for Powder Coating
Choose powder coating for:
- Outdoor brackets using a suitable exterior-grade coating system
- Industrial frames and fabricated assemblies
- Equipment panels and protective covers
- Parts requiring RAL or other specified solid colors
- Components requiring matte, gloss, or textured appearance
- Larger parts where a painted appearance is preferred
- Assemblies where minor visual surface variation needs to be reduced
- Parts requiring a thicker organic barrier coating
Outdoor use should be confirmed against the selected powder chemistry, pretreatment, coating thickness, and environmental exposure.
Cost Comparison
There is no universal rule that anodizing or powder coating is always cheaper.
Finish cost may depend on:
- Part dimensions and total surface area
- Batch quantity
- Anodizing type or powder chemistry
- Standard or custom color
- Pretreatment
- Masking complexity
- Number of threaded holes and precision bores
- Rack or hanging requirements
- Cosmetic inspection standards
- Rework risk
- Packaging requirements
- Supplier minimum batch charges
Basic clear or black Type II anodizing may be economical for common CNC aluminum parts when masking is simple and the batch fits the finishing line.
Powder coating may become economical for larger fabricated parts or repeat batches, but custom colors, multiple masks, special textures, primers, exterior-grade systems, or small minimum-order quantities can increase the cost.
Compare the complete finished-part price rather than the coating price alone. Machining allowance, masking, inspection, rejected parts, and assembly rework can cost more than the finish itself.
Surface Finish Truth
The finished appearance begins before anodizing or powder coating.
Important upstream factors include:
- Aluminum alloy
- Material lot
- Extrusion, plate, casting, or machined stock
- Cutting direction
- Tool marks
- Deburring
- Bead blasting
- Polishing
- Welding
- Cleaning
- Handling and storage
Anodized color can vary between alloys, material lots, surface textures, weld zones, and separate production batches.
Powder coating can also show batch-to-batch color differences, texture variation, gloss variation, thin edge coverage, or differences caused by film thickness and substrate condition.
For cosmetic assemblies, use compatible material and preparation routes, keep visible parts in the same finish batch when practical, and approve a physical sample before production.
For more detail about color mismatch, rack marks, pitting, stains, and sealing problems, see our guide to aluminum anodizing defects.
Masking and RFQ Notes
Before requesting a quotation, define the finish and masking requirements clearly.
| RFQ Item | What to Specify | Why It Matters |
|---|---|---|
| Finish process | Type II anodizing, Type III hard anodizing, exterior powder coating, or another specified system | “Anodize” or “powder coat” alone may be incomplete |
| Color and gloss | Clear, black, RAL color, matte, satin, gloss, or approved sample | Controls cosmetic expectations |
| Target thickness | Required coating thickness or applicable specification | Affects wear, corrosion, appearance, and dimensions |
| Masked surfaces | Threads, bores, fits, grounding pads, thermal faces, sealing faces, and connector areas | Prevents assembly and conductivity problems |
| Dimension condition | Before-finish or after-finish requirement | Prevents tolerance disputes |
| Visible surfaces | Class A surfaces and acceptable viewing distance | Defines cosmetic inspection |
| Rack-mark location | Approved non-visible or non-functional area | Anodizing requires electrical contact |
| Pretreatment | Bead blast, polish, etch, conversion coating, or supplier-standard preparation | Changes texture, adhesion, and appearance |
| Environment | Indoor, outdoor, marine, chemical, temperature, and UV exposure | Helps select the correct finish system |
| Quantity | Prototype and repeat production quantities | Affects batch cost and color consistency |
| Inspection | Thickness, color sample, adhesion, cosmetic, or dimensional report | Defines acceptance before production |
Rapid Efficient can review finish callouts, masking notes, dimensional allowances, alloy, visible surfaces, and inspection requirements before quotation.
FAQ: Aluminum Anodizing vs Powder Coating
Is Anodizing More Wear-Resistant Than Powder Coating?
Hard anodizing generally provides a harder and more abrasion-resistant surface than common decorative powder coatings. However, the result depends on anodizing type, coating thickness, powder chemistry, substrate preparation, and the actual wear mechanism.
Which Finish Provides Better Corrosion Resistance?
Both can provide strong corrosion protection when correctly specified and processed. Anodizing performance depends on oxide thickness and sealing, while powder-coating performance depends heavily on pretreatment, film integrity, coating chemistry, and damage during service.
Which Finish Has Less Effect on Tight Tolerances?
Anodizing is usually thinner than powder coating, but it still changes dimensions. Critical threads, bores, fits, and mating surfaces should be reviewed and masked according to the required post-finish dimensions.
Can Threads Be Anodized or Powder Coated?
They can, but coating may reduce clearance and affect assembly torque. Precision or repeatedly assembled threads are often masked, chased, or designed with a specific coating allowance.
Is Powder Coating Better for Outdoor Aluminum Parts?
It can be, provided an exterior-grade powder system and suitable aluminum pretreatment are used. Interior powder products should not be assumed to provide long-term outdoor durability.
Which Finish Is Better for Heat Sinks?
Anodizing is often the more practical option because it is relatively thin and can provide a high-emissivity surface. Critical thermal-contact faces may still need masking or controlled post-finish machining.
Can Anodizing or Powder Coating Hide Machining Marks?
Neither finish reliably hides poor machining. Anodizing often makes marks more visible, while powder coating may visually reduce minor variation but cannot repair deep scratches, burrs, chatter, dents, or dimensional errors.
Why Do Anodized Parts From Different Batches Have Different Colors?
Color can change with alloy, material lot, surface texture, coating thickness, dye absorption, sealing, and processing conditions. Cosmetic parts should use controlled materials, preparation, approved samples, and consistent production batches when possible.
Final Thoughts
Choose anodizing when the part requires a metallic aluminum appearance, relatively controlled coating buildup, heat-sink surfaces, wear resistance, or precision features with planned masking.
Choose powder coating when the project requires wider color and texture options, a thicker organic coating, suitable outdoor coating systems, or a painted appearance on fabricated parts.
The correct decision depends on alloy, coating specification, pretreatment, thickness, masking, dimensional requirements, service environment, appearance, quantity, and total finished-part cost.
Need Help Choosing Anodizing or Powder Coating?
Send the STEP file, 2D drawing, quantity, aluminum alloy, finish specification, color, masking notes, visible surfaces, and inspection requirements.
Rapid Efficient can review whether anodizing or powder coating is more practical for your CNC aluminum part and help identify risks involving dimensional buildup, threads, bores, rack marks, grounding areas, thermal surfaces, corrosion, and cosmetic consistency.
Review our surface finishes for CNC machined parts or learn more about our CNC aluminum machining services.





