
Fazit zuerst
Dünnwandige Motorgehäuse gehören zu den am schwierigsten zu bearbeitenden Aluminium-CNC-Komponenten.
Die Herausforderung besteht nicht nur darin, Außenmaße zu bearbeiten. Die eigentliche Schwierigkeit besteht darin, sie aufrechtzuerhalten:
- Konzentrizität der Lagerbohrung
- Wandstabilität nach dem Lösen
- wiederholbare Geometrie in der Produktion
- vibrationsfreie rotierende Ausrichtung
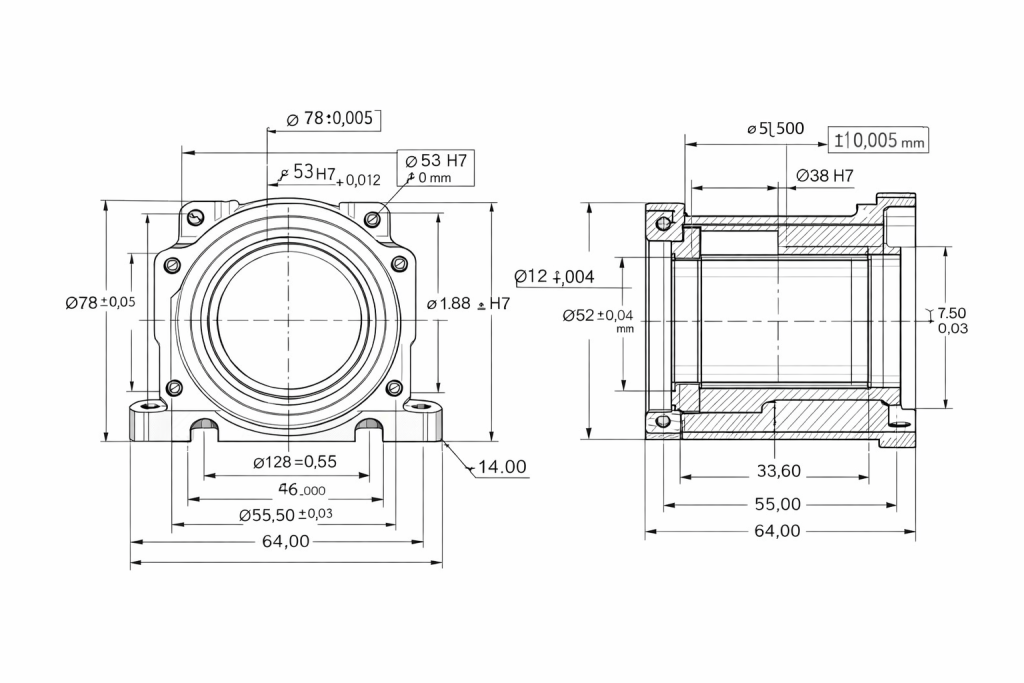
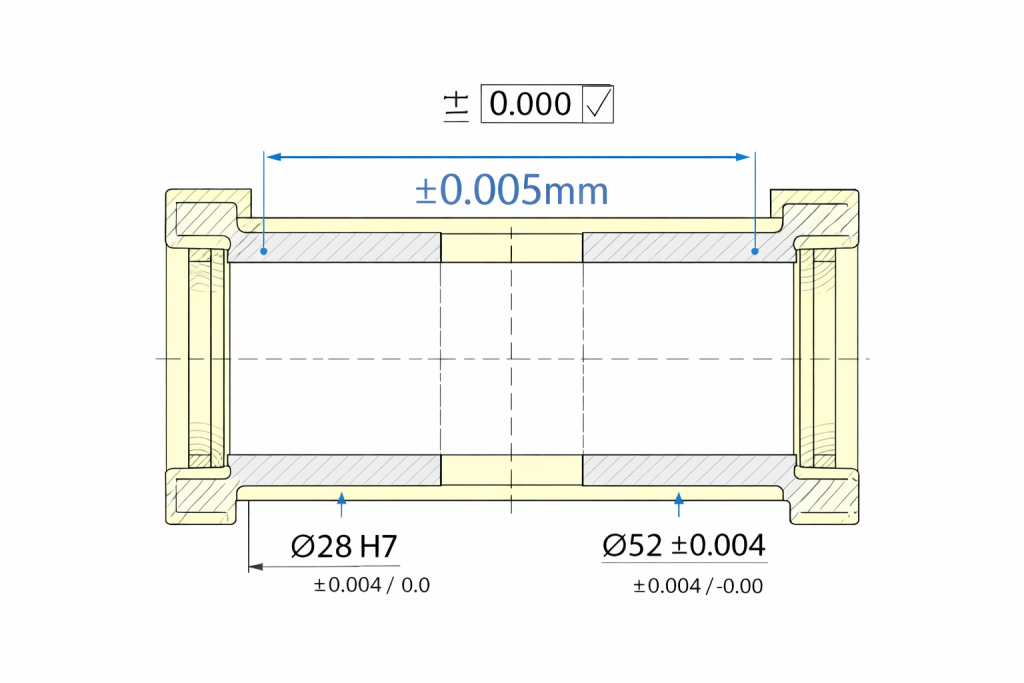
In diesem Projekt, RapidEfficient hat ein kundenspezifisches Motorgehäuse aus Aluminium bearbeitet 1.2–1,5 mm Wandstärke beim Erreichen ±0,005 mm Konzentrizität auf kritische rotierende Merkmale.
Für Ingenieure, die zunächst die Materialoptionen vergleichen, Lesen Sie unsere Bestes Aluminium für die Präzisionsbearbeitung
Projektanforderungen
Der Kunde benötigte ein leichtes Gehäuse für ein Präzisionsantriebssystem.
| Besonderheit | Erfordernis |
|---|---|
| Material | 6061-T6 Aluminium |
| Wandstärke | 1.2–1,5 mm |
| Toleranz der Lagerbohrung | H7 |
| Konzentrizität | ±0,005 mm |
| Oberflächenbeschaffenheit | Ra 0.8 μm |
| Chargenstabilität | Erforderlich |
Der bisherige Lieferant konnte Prototypen herstellen, Es gelang jedoch nicht, die Geometrie in Produktionschargen konsistent beizubehalten.
Warum dünnwandige Motorgehäuse oft versagen
Viele Werkstätten können die Abmessungen auf einem festen Block festhalten.
Dünnwandige Gehäuse sind sehr unterschiedlich.
Zu den häufigsten Fehlerquellen gehören::
- Wandbewegung beim Spannen
- Restspannungsabbau nach der Grobbearbeitung
- Bohrungsverschiebung nach dem Lösen
- Rattern an schwachen Wandabschnitten
- Schlechte Ausrichtung zwischen vorderen und hinteren Lagersitzen
Dies führt zu realen Problemen wie z:
- Lagergeräusche
- Rotorvibration
- Ablehnung der Versammlung
- verkürzte Lebensdauer
- instabile Motorleistung
Benötigen Sie eine Toleranzanleitung? Lesen Sie unsere CNC-Aluminium-Toleranzleitfaden
Gewöhnlicher Prozess vs. unser Prozess
Typischer Prozess mit geringer Kontrolle
- Schweres Schruppen und Schlichten in einem Durchgang
- Standard-Schraubstockspannung
- Keine Stressstabilisierungszeit
- separate Aufbauten für kritische Bohrungen
- eingeschränkte Inspektion nach der Bearbeitung
Ergebnis:
- Bohrung Ovalität
- Konzentrizitätsdrift
- Wandverzerrung
- instabile Chargenkonsistenz
SchnellEffizienter kontrollierter Prozess
- Zuerst grob bearbeiten
- Stressabbau-Stabilisierung
- kundenspezifische Profilbefestigung mit weichen Backen
- kritische Bohrungsbearbeitung in einer Aufspannung
- Vollständige Dimensions- und KMG-Überprüfung
Ergebnis:
- stabile Bohrungsgeometrie
- kontrollierte Wandbewegung
- wiederholbare Konzentrizität
- produktionsreife Konsistenz
Unsere Bearbeitungsstrategie
1. Stabile Materialauswahl
Wir haben uns für zertifiziert entschieden 6061-T6-Aluminium mit ausgezeichneter Bearbeitbarkeit und vorhersehbarem Maßverhalten.
6061 bleibt eine der besten Optionen für Präzisionsgehäuse ohne die höheren Kosten 7075.
2. Rauh + Ausruhen + Beenden Sie die Sequenz
Das Gehäuse wurde zunächst grob bearbeitet, dann vor der endgültigen Endbearbeitung stabilisieren lassen.
Dadurch werden Dimensionsbewegungen, die durch innere Spannung verursacht werden, reduziert.
3. Kundenspezifische Soft-Jaw-Befestigung
Wir haben kundenspezifische Backen passend zum Gehäuseprofil bearbeitet.
Dadurch wird der Druck gleichmäßig verteilt und dünnwandige Bereiche beim Spannen geschützt.
4. Bohrungsbearbeitung in einem Arbeitsgang
Kritische Lagerbohrungen wurden in einem kontrollierten Arbeitsgang fertiggestellt, um die Achsenausrichtung beizubehalten.
Dieses Projekt zeigt auch, warum Datumskontrolle und Toleranzstapelanalyse sind bei dünnwandigen Motorgehäusen von entscheidender Bedeutung, insbesondere bei Lagerbohrungen, Dichtflächen, und Befestigungslöcher müssen zusammenarbeiten.
5. Wärmebewusstsein während der Endbearbeitung
Aluminium hat einen relativ hohen Wärmeausdehnungskoeffizienten:
α≈23,1×10−6/K
Selbst kleine Temperaturänderungen während der Bearbeitung können einen dünnen Wandabschnitt beeinflussen, Daher wurden die Endbearbeitungsparameter sorgfältig kontrolliert.
6. Abschließende CMM-Überprüfung
Alle wichtigen Abmessungen und Konzentrizitätswerte wurden vor dem Versand überprüft.
Für Bearbeitungsmethoden im Mikrometerbereich, Lesen Sie unsere So erreichen Sie ±0,005 mm bei Aluminiumteilen Fallstudie
Für dünnwandige Motorgehäuse, KMG-Inspektion ist wichtig, um die Konzentrizität der Bohrung zu überprüfen, Datumsausrichtung, und Endmontagegenauigkeit.
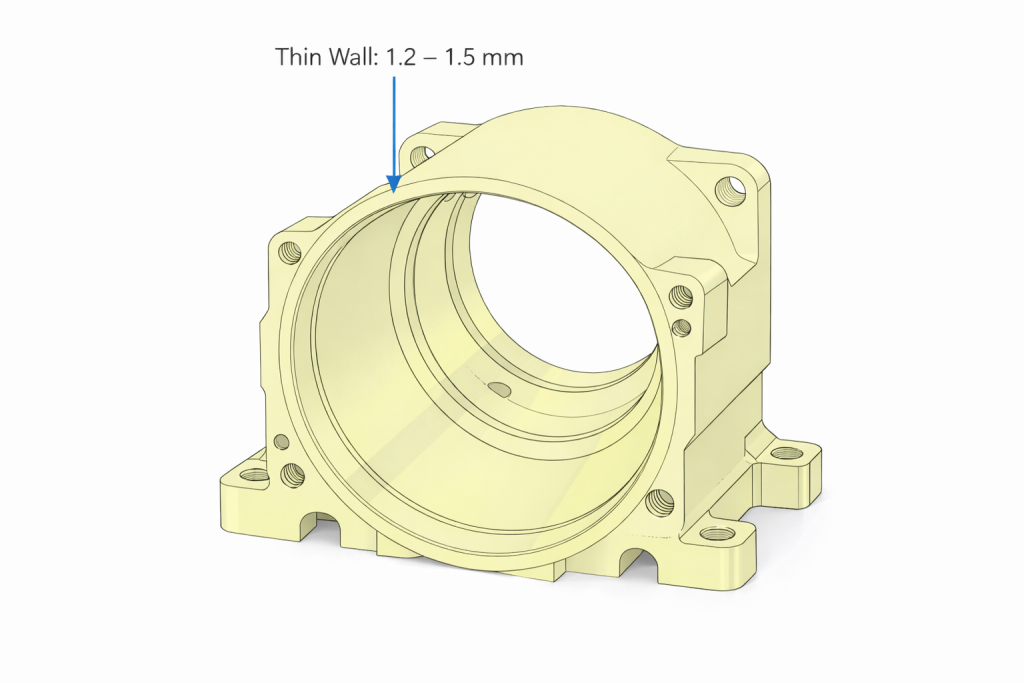
Kontrolle dünner Wände: Warum es wichtig ist
Bei 1.2–1,5 mm Wandstärke, Selbst geringe Schnittkräfte oder ein Ungleichgewicht der Vorrichtung können zu einer Verformung des Gehäuses führen.
Diese Verformung kann nach dem Lösen der Klemmung teilweise verschwinden, Dadurch werden die Inspektionsergebnisse inkonsistent.
Unser Prozess konzentrierte sich auf:
- ausgewogene Werkzeugwege
- leichte Enddurchgänge
- Unterstützung in der Nähe von Schwachstellen
- kontrollierte Schneidwärme
- symmetrischer Materialabtrag
Diese Schritte verbesserten die Wiederholbarkeit erheblich.
Endgültige Ergebnisse
| Besonderheit | Ziel | Erreicht |
|---|---|---|
| Wandstärke | 1.2–1,5 mm | Bestanden |
| Lagerbohrung | H7 | Bestanden |
| Konzentrizität | ±0,005 mm | ±0,004 mm |
| Oberflächenbeschaffenheit | Ra 0.8 μm | Ra 0.6 μm |
| Chargenstabilität | Erforderlich | Bestanden |
Versteckte Kosten werden von Käufern oft ignoriert
Viele Käufer vergleichen nur den Stückpreis.
Eine schlechte Konzentrizität verursacht jedoch viel höhere Kosten:
- Beschwerden über Motorgeräusche
- Lageraustausch
- fehlgeschlagene Endmontage
- Fehlerbehebung bei Vibrationen
- Gewährleistungsansprüche
- verzögerte Produkteinführung
Das günstigste Angebot wird oft zum teuersten Produktionslauf.
Benötigen Sie eine Preisberatung? Lesen Sie unsere Kostenführer für die Aluminiumbearbeitung
Best-Fit-Anwendungen
Diese Wohnform ist ideal für:
- BLDC-Motorgehäuse
- Servomotorgehäuse
- Robotik-Antriebssysteme
- Präzisions-Spindelgehäuse
- automatisierte Bewegungssteuerungsbaugruppen
Anmerkung des Ingenieurs
Für Motorgehäuse, Geometrie ist wichtiger als das kosmetische Erscheinungsbild.
Eine saubere äußere Oberfläche kann ein falsch ausgerichtetes rotierendes System nicht ausgleichen.
Beim Driften der Lagerbohrungen, Der Motor verrät sofort die Wahrheit.
FAQ
Warum ist Rundlaufgenauigkeit bei Motorgehäusen wichtig??
Eine schlechte Rundlaufgenauigkeit führt zu Vibrationen, Lärm, und vorzeitiger Lagerverschleiß.
Können dünnwandige Aluminiumgehäuse zuverlässig bearbeitet werden??
Ja – beim Vorrichtungsdesign, Bearbeitungsreihenfolge, und Inspektionskontrolle werden ordnungsgemäß verwaltet.
Warum verformen sich dünnwandige Teile??
Wegen Klemmkraft, Schneidhitze, und innere Spannungen können schwache Wandabschnitte bewegen.
Ist 6061 gut für Motorgehäuse?
Ja. Es bietet eine hervorragende Bearbeitbarkeit, Stärke, Korrosionsbeständigkeit, und Kosten.
Was verursacht Vibrationen im Motorgehäuse??
Zu den häufigsten Ursachen gehört eine schlechte Rundlaufgenauigkeit, Lagerfehlausrichtung, Ungleichgewicht, und schwache Montagekontrolle.
Wie dünn können Aluminium-Motorgehäuse bearbeitet werden??
Dies hängt von der Geometrie und den Toleranzanforderungen ab, Aber 1.2 Bei richtiger Prozesskontrolle sind Wandstärken von bis zu mm erreichbar.
Benötigen Sie präzise CNC-Motorgehäuse?
RapidEfficient liefert maßgeschneiderte Gehäuse für:
- Robotik
- EV-Systeme
- Automatisierungsgeräte
- Antriebssysteme
Senden Sie uns noch heute Ihre Zeichnung.
Unsere Ingenieure prüfen die Herstellbarkeit, Toleranz Machbarkeit, und Kosteneinsparmöglichkeiten vor der Produktion.





