
CNC 铣削和 CNC 车削之间的选择不应以机器名称开头.
It should start with the part geometry.
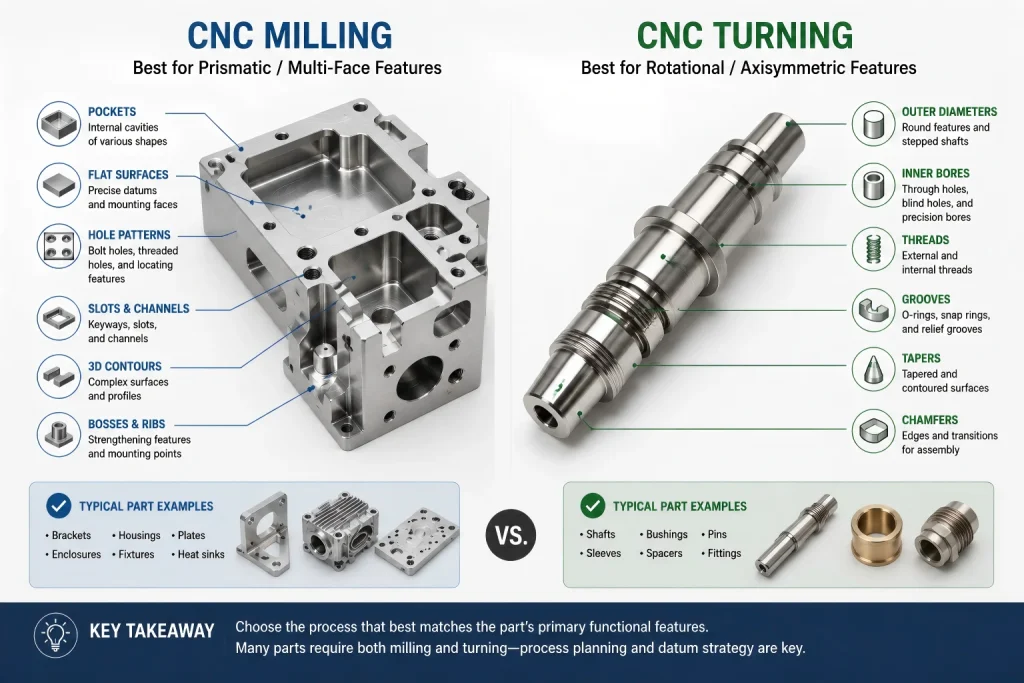
If the main shape is round, concentric, and built around a central axis, CNC turning may be the better starting point. If the part has pockets, flat faces, 插槽, side holes, complex contours, or multi-face features, CNC milling is usually more suitable.
Many custom CNC parts are not purely one or the other.
A shaft may need milled flats. A turned housing may need cross holes. A milled bracket may include precision bores. A cylindrical connector may require both turning and secondary milling.
The wrong process choice can increase setup time, tolerance risk, tool access problems, 表面痕迹, 和检验费用.
Rapid Efficient 支持原型的定制 CNC 加工项目, 小批量零件, 及生产要求. 报价前, we review the drawing together with the part geometry, 材料等级, 公差要求, 表面饰面, 夹具策略, 检查计划, 和预期数量.
The goal is not to force a part into milling or turning.
The goal is to choose the process route that controls function, 成本, and delivery risk.
The Basic Difference Is Motion
CNC milling and CNC turning both remove material with cutting tools, but the motion is different.
In 数控车削, the workpiece rotates. The cutting tool moves against the rotating workpiece to create cylindrical, conical, grooved, threaded, or bored features.
In 数控铣削, the cutting tool rotates. The workpiece is usually fixed or indexed while the cutter removes material from faces, 口袋, 插槽, 孔, 轮廓, and multi-axis surfaces.
That motion difference controls what each process does best.
A round part is not automatically a turning part.
A flat part is not automatically a milling part.
The correct route depends on the features that control the final assembly.
Start with the Shape That Controls the Part
A simple way to review CNC milling vs CNC turning is to ask:
Which geometry must be most accurate for the part to function?
If the answer is a diameter, bore, concentric surface, thread, or round sealing face, turning may be the natural starting point.
If the answer is a flat mounting face, pocket, hole pattern, slot, datum surface, side feature, or complex contour, milling may control the function more directly.
例如:
- A spacer, bushing, shaft, sleeve, or round connector often begins with turning.
- A bracket, enclosure, mounting plate, housing, or heat sink often begins with milling.
- A valve body, optical mount, sensor housing, or precision connector may need both processes.
The process should follow the functional geometry, not the first view of the CAD model.
CNC Milling vs CNC Turning Decision Map
| 零件要求 | Better Starting Process | 为什么它很重要 | Risk If Chosen Poorly |
|---|---|---|---|
| Round outer diameter | 车削 | Rotating the workpiece helps control cylindrical surfaces efficiently | Milling a round profile may increase cycle time and surface variation |
| Concentric bore and outside diameter | 车削 | Turning can maintain coaxial relationships in one setup when geometry allows | Repositioning may create run-out or alignment error |
| Flat mounting face | 铣削 | Milling controls flat faces, 步骤, 口袋, and datum surfaces | Turning may require secondary setups or custom workholding |
| 口袋, 插槽, and side features | 铣削 | Rotating cutters access prismatic and multi-face features more directly | Turning alone cannot create many non-axisymmetric features |
| Cross holes or radial holes on a round part | Turning plus milling or live-tool turning | The main diameter may be turned, then side features require additional tool access | Extra setups may affect position, 成本, 和检查 |
| Thin-wall cylindrical part | Turning or combined route | Turning can be efficient, but wall movement and clamping must be reviewed | Excess clamping or poor sequence may distort the part |
| Complex enclosure or housing | 铣削 | Multi-face machining, 口袋, 螺钉boss, and openings are usually milling-driven | Poor tool access can increase burrs, 标记, and setup time |
| High-volume simple round parts | 车削 | Turning can be efficient for repeated cylindrical features | Milling may create unnecessary cost |
| Prototype with mixed features | Process review required | The lowest-risk route depends on function, 宽容, 和数量 | Choosing too early may create avoidable redesign or rework |
该表是一个起点.
The final process route should be reviewed against the drawing, 材料, 公差要求, 表面饰面, 数量, 和检查计划.
When CNC Turning Makes More Sense
CNC turning is usually a strong choice when the part is mainly controlled by rotational features.
Typical turned parts include:
- 轴
- 衬套
- Spacers
- 袖子
- 针脚
- Nozzles
- Fittings
- Round connectors
- Cylindrical housings
- Threaded inserts
- Valve components
- Bearing-related parts
Turning is especially useful when the design requires:
- Controlled outside diameter
- Controlled inside diameter
- Concentricity between surfaces
- Chamfers on round features
- Grooves
- Tapers
- 外螺纹
- 内螺纹
- Bored holes
- Smooth circular surfaces
A turned part can often keep key round features aligned because the workpiece rotates around the machining axis.
然而, turning is not risk-free.
The process still needs review when the part includes:
- 薄壁
- Deep bores
- Long overhang
- Slender shafts
- 断续切割
- Tight run-out requirements
- 表面光洁度要求
- Secondary milled features
- Post-treatment dimensions
A simple-looking round part can become difficult when it includes tight concentricity, 薄壁, deep internal features, or difficult-to-inspect geometry.
When CNC Milling Makes More Sense
CNC milling is usually a better starting point when the part is controlled by flat surfaces, 口袋, 插槽, 孔, and multi-face relationships.
Typical milled parts include:
- 括号
- 外壳
- 外壳
- 散热器
- 安装板
- 固定装置
- Robot components
- 光学安装座
- Sensor bodies
- Communication-equipment parts
- 医疗器械组件
- Industrial equipment components
Milling is especially useful when the design includes:
- Flat datum surfaces
- Hole patterns
- 口袋
- Slots
- Bosses
- Ribs
- Side holes
- Counterbores
- Countersinks
- Complex profiles
- Multi-face machining
- 3D contours
CNC milling gives the process more flexibility for prismatic features.
It also allows the machining route to be planned around datum surfaces, fixture access, 工具范围, 及检验要求.
For parts with deep pockets, 薄壁, tight corners, and difficult tool access, review the design early using our CNC加工设计指南.
Some Parts Need Both Milling and Turning
Many CNC components are not purely milled or purely turned.
A round part may still need:
- Milled flats
- 交叉孔
- Keyways
- Side slots
- Radial ports
- Off-center holes
- Engraved marks
- Mounting features
A milled part may still need:
- 精密孔
- Turned inserts
- Round mating features
- 轴承座
- 衬套
- Cylindrical pins
- Threaded standoffs
When both processes are required, the key question becomes:
Which features should be machined first, and which datum should control the next setup?
For mixed-geometry parts, the process route should also review whether secondary milling can be reduced or combined with turning-related operations. When live tooling, mill-turn capability, or a suitable combined setup is available, radial holes, flats, 插槽, and selected side features may be machined without moving the part to a completely separate setup.
This can reduce repositioning risk, fixture cost, and accumulated error between turned diameters and milled features. It is especially useful when side holes, flats, or milled details must remain aligned with a central bore, shaft diameter, or turned datum.
然而, a combined route is not automatically the best choice for every part.
The decision still depends on:
- Feature geometry
- Datum relationship
- 数量
- Machine access
- Tool clearance
- 公差要求
- 检查方法
- 成本目标
对于简单零件, a separate turning or milling route may still be more efficient. For parts where the datum relationship is critical, reducing unnecessary re-clamping can be more important than choosing the lowest hourly machine rate.
A poor process sequence may create:
- Accumulated tolerance error
- Datum mismatch
- 跳动
- Position error
- Burrs at intersecting features
- Surface marks during re-clamping
- Inspection disputes
This is where process planning matters more than the process name.

The Datum Strategy Can Change the Best Process
A feature may look easy in CAD but become difficult after datum requirements are considered.
例如, a cylindrical part with a side hole may be simple if the side hole only needs clearance. But if that side hole must hold a tight position relative to a turned bore, the machining route and inspection plan become more important.
The process must consider:
- 哪个表面是主要基准
- Which diameter controls assembly
- Which face controls location
- Whether the part must be re-clamped
- Whether the critical features can be machined in one setup
- Whether turning, 铣削, or mill-turn machining reduces accumulated error
- Whether CMM inspection or functional gauges are required
A milling process may control a hole pattern better.
A turning process may control concentric features better.
A combined route may be required when both relationships matter.
For datum-related tolerances, post-finish dimensions, fitted holes, 和GD&T planning, 回顾我们的 CNC加工公差指南.
Material Behavior Can Influence Process Choice
The same geometry may behave differently depending on material.
铝合金
Aluminum is generally efficient to machine, 但墙很薄, 大口袋, and broad flat surfaces may move after material removal.
适用于铝制外壳, 括号, 和外壳, milling strategy should review:
- 壁厚
- 锁模力
- Roughing and finishing sequence
- 工具范围
- 毛刺控制
- 平整度
- 表面光洁度
- Anodizing allowance
不锈钢
Stainless steel may increase cutting heat, 刀具磨损, work-hardening risk, and burr formation.
For stainless turned or milled parts, 审查:
- Tool condition
- Chip control
- 冷却剂输送
- 孔深
- 螺纹质量
- 毛刺去除
- Passivation requirements
- Surface inspection
Copper and Brass
Copper and brass are often selected for conductivity, 外貌, or application-specific mechanical needs.
Copper may create burrs, smearing, 处理标记, and oxidation concerns.
Brass may be easier to machine depending on grade, but material selection must still match the application.
工程塑料
Engineering plastics may create different risks from metals.
The process should review:
- 夹紧变形
- Thermal movement
- Burrs or fuzzy edges
- Dimensional recovery after machining
- 检查时机
- 表面质量
- Moisture sensitivity for selected grades
For a broader material comparison, 回顾我们的 CNC加工材料指南.
Tolerance and Surface Finish Are Not Only Process Labels
A customer may ask:
Is milling more accurate than turning?
That is not the best question.
A more useful question is:
Which process controls the functional features with fewer setups, better datum control, and more reliable inspection?
Turning may control roundness, 直径, and concentric features effectively.
Milling may control flatness, 孔图案, 口袋, and multi-face geometry more effectively.
The tolerance result depends on:
- Machine capability
- 工装
- 治具设计
- 物质行为
- Setup sequence
- Feature size
- 工具范围
- 热量控制
- 表面处理
- 检查方法
Surface finish also depends on the operation.
A turned surface may show circular tool marks.
A milled surface may show cutter paths.
A polished surface may look better but change edge definition or functional surfaces.
A bead-blasted or anodized part may look more uniform but still require dimensional planning.
When post-processing is required, 回顾我们的 CNC 表面处理指南.
Cost Is Usually Driven by Setup and Feature Risk
The cheapest route is not always the process with the lower hourly machine rate.
Cost often comes from:
- 设置数量
- 夹具要求
- 工具更换
- Long-reach tools
- 深孔
- 严格的公差
- 毛刺去除
- 表面处理
- Inspection reports
- 报废风险
- Rework risk
- 包装要求
For turned round parts, raw-material format can also change the cost structure. If the geometry allows continuous bar stock and automated feeding, turning may reduce manual handling, saw-cut preparation, and repeated loading time compared with machining separate prismatic billets one by one.
This is one reason simple round components, 衬套, 袖子, 垫片, and threaded inserts can often be more efficient on turning-based routes when the quantity and geometry support it.
But this advantage depends on:
- Part diameter
- 零件长度
- Material form
- Batch quantity
- Tolerance requirement
- Cutoff condition
- Secondary features
- Surface-finish requirement
- 检查计划
A round part with many milled side features may lose the advantage if it requires multiple secondary setups.
A turned part with one secondary milled flat may be efficient.
A turned part with many side holes, 插槽, 口袋, and angular features may require multiple setups or a different process route.
A milled housing with one simple bore may remain a milling part.
A milled housing with a tight bearing seat and round sealing surface may require additional boring, turning-related review, or controlled inspection.
报价前, the process route should be reviewed against the features that carry risk, not only the shape of the raw material.
RFQ Checklist for CNC Milling vs CNC Turning
在请求报价之前, 准备:
- 2D图
- 3D CAD文件
- 材质等级
- 预计数量
- 关键尺寸
- General tolerance note
- GD&T 标注
- 螺纹要求
- 孔深
- Fitted bores
- 轴承位置
- 配合面
- 密封面
- Flatness requirements
- Run-out requirements
- 表面光洁度要求
- 热处理要求
- 检查报告要求
- 包装要求
- Assembly function when available
When the process is not yet clear, identify the most important functional features.
例子包括:
- Shaft diameter
- Precision bore
- Flat mounting face
- Hole pattern
- Side hole location
- 密封面
- Threaded interface
- 轴承座
- Cosmetic surface
- Assembly datum
This helps the machining team decide whether milling, 转动, or a combined route is more appropriate.
Buyer Questions About CNC Milling vs CNC Turning
Can CNC milling make round parts?
是的, CNC milling can machine round features, circular pockets, and bores.
然而, if the part is mainly controlled by round external and internal diameters, CNC turning may be more efficient and more suitable.
The best route depends on the feature, 宽容, 数量, 材料, and datum relationship.
Can CNC turning make holes and slots?
CNC turning can machine center holes, 钻孔, 凹槽, 和线程.
交叉孔, flats, side slots, and off-axis features may require secondary milling, live tooling, or another setup.
The drawing should identify which features are functional and how they relate to the main datum.
Is mill-turn machining always better?
福田街道.
A mill-turn route can reduce setup changes for certain parts, but it is not automatically the best option for every project.
For simple round parts, turning may be more efficient.
For prismatic housings, milling may be more suitable.
For mixed-geometry parts, the decision depends on tolerance relationships, feature access, 数量, 及检验要求.
How do I know which process to request in my RFQ?
You do not need to choose the process perfectly before sending the RFQ.
Send the 2D drawing, 3D CAD文件, 材料等级, 数量, 公差要求, 表面饰面, and application notes.
The machining route can then be reviewed based on geometry, functional features, cost drivers, and inspection risk.
上传您的图纸以供流程审核
发送您的 2D 绘图, 3D CAD文件, 材料等级, 预期数量, 公差注释, 表面光洁度要求, 检查需要, 及交付目标.
Our team will review whether CNC milling, 数控车削, or a combined machining route is more suitable for your custom part.
号召性用语按钮: 上传您的绘图
关于快速高效
Rapid Efficient 支持原型的定制 CNC 加工项目, 小批量零件, 及生产要求.
和 18 多年高精度CNC加工经验, 我们的团队审查物质行为, 加工策略, 耐受风险, 后处理要求, 检查方法, 包装条件, 和报价前的交货时间表.
我们的可用功能包括 4 轴, 5-轴, 和多轴数控加工, 连同CMM等检测设备, 投影仪, 和光谱仪.
根据实际零件和项目要求, 加工精度低至 0.01 毫米 和检查精度低至 0.001 毫米 可用.
快速高效已获得 ISO 9001 和 ISO 14001 认证.
我们支持跨医疗设备的项目, 通讯设备, 光学元件, 无人机, 智能机器人, 汽车应用, 办公自动化, 和其他定制制造要求.





