黄铜通常被描述为一种易于加工的材料.
这只是部分正确.
一些黄铜材质切割干净, break chips well, and produce stable threads. Other brass grades can create longer chips, higher tool wear, burr problems, 表面划痕, or compliance questions before the part even reaches inspection.
对于数控买家, the risk is simple:
Writing “brass” on a drawing is not the same as defining the brass machining route.
A C360 brass fitting, a lead-free brass insert, a decorative brass knob, and a plated brass connector may all require different tooling, 去毛刺, surface handling, 检查, and documentation.
Brass machining should start with the actual part function:
- Is the part threaded?
- Is it a fitting, 插入, bushing, 连接器, 住房, or decorative component?
- Does it require RoHS, REACH, 饮用水, or customer-specific compliance?
- Will it be plated or polished?
- Are burrs allowed near threads, 孔, or sealing faces?
- Does the part need material certification?
- Are dimensions controlled before or after finishing?
Rapid Efficient supports custom brass CNC machining projects for prototypes, 小批量零件, 及生产要求. 报价前, we review the drawing together with the brass grade, 螺纹要求, 公差注释, 表面饰面, plating needs, burr-control expectations, 检查方法, 包装需求, 和交货时间表.
Brass Is Easy to Machine Only When the Grade Matches the Job
Brass is not one material.
It is a family of copper-zinc alloys, and each grade can behave differently during machining.
C360 free-cutting brass is widely used because it machines efficiently and produces cleaner chips in many conditions. It is often selected for fittings, 螺纹零件, 插入物, 衬套, 阀门组件, 连接器, and precision turned parts.
But not every project can use C360.
Some parts require low-lead or lead-free brass because of environmental, 饮用水, consumer-product, 医疗的, or export-compliance requirements.
That changes the machining conversation.
Lead-free or low-lead brass should not be treated as “the same brass with a different certificate.”
Depending on the grade, it may change:
- 切削力
- Chip shape
- 刀具磨损
- 毛刺形成
- 螺纹质量
- 表面光洁度
- Plating behavior
- 材料成本
- 检验要求
- 交货时间
对黄铜和铜进行更广泛的比较, including conductivity and material-substitution risk, 请参阅我们的指南 brass vs copper for CNC machined components.
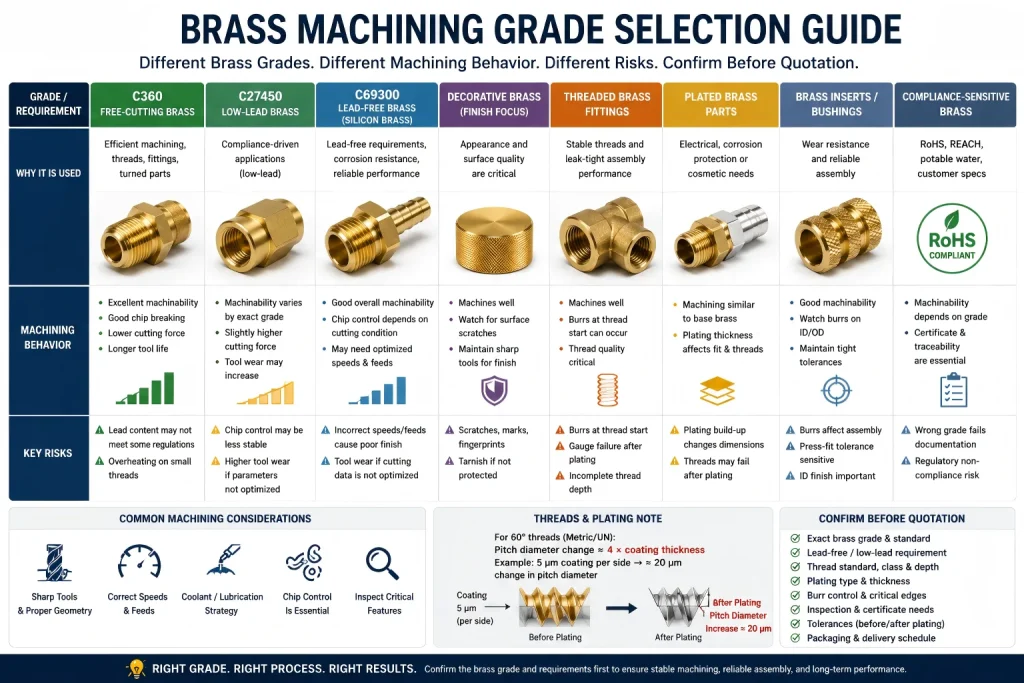
Brass Grade Review Before Machining
| Brass Grade or Requirement | Why It Is Used | Machining Concern | What Buyers Should Confirm |
|---|---|---|---|
| C360易切削黄铜 | Efficient machining, 线程, 配件, turned parts | Usually machines well, but may not meet lead-free requirements | 年级, compliance needs, thread class, 表面饰面 |
| C27450 or selected low-lead brass | Compliance-driven applications | May behave differently from C360 during cutting | 准确等级, certificate, 刀具磨损, burr-control need |
| C69300 or selected lead-free brass | Lead-free or corrosion-focused requirements | Machinability can be good, but process route is grade-specific | 年级, 标准, plating route, 检验要求 |
| Decorative brass | Appearance and finish matter | 划痕, 指纹, polishing marks, tarnish | 可见表面, 抛光, 涂层, 包装 |
| Threaded brass fittings | Stable threads and assembly function | 毛刺, gauge fit, plating thickness, thread start | 螺纹标准, 量规检查, post-finish fit |
| Plated brass parts | 接触, 腐蚀, 或美容要求 | Plating buildup may affect threads and holes | Dimensions before/after plating, 掩蔽, 检查 |
| Brass inserts or bushings | Assembly and wear behavior | Press-fit edges, bore finish, 毛刺 | Bore tolerance, 倒角, mating part, 检查方法 |
| Compliance-sensitive brass | 有害物质限制指令, REACH, 饮用水, 或客户要求 | Wrong grade can fail documentation even if part machines well | Certificate, restricted substances, 客户规格 |
This review prevents the quotation from being based on an easy-machining grade when the real production part requires a different alloy.
For broader material planning, 回顾我们的 CNC加工材料指南.
Why C360 Brass Is So Common
C360 brass is one of the most common brass grades for CNC machining because it is highly machinable.
It is often used for:
- Threaded fittings
- 刀片
- 衬套
- 阀门组件
- 连接器
- Precision turned parts
- Instrument parts
- Electrical hardware
- Decorative mechanical parts
- Small batch CNC components
The reason is chip control.
C360 can break chips more cleanly than many copper alloys and many lead-free brass alternatives. That makes it practical for turning, 钻孔, 线程, grooving, and small precision features.
For many mechanical parts, C360 can reduce:
- 周期
- 刀具磨损
- Burr risk
- Threading risk
- Surface instability
- Chip evacuation problems
But C360 is not automatically acceptable for every customer.
If a project has lead-content restrictions, potable-water requirements, consumer-product compliance, or customer-specific material rules, the grade must be confirmed before quotation.
A good brass machining RFQ should not say only:
材料: 黄铜
It should say:
材料: C360 brass, or approved lead-free brass grade required by customer specification.
Lead-Free Brass Changes the Machining Plan
Lead-free brass is not simply C360 without lead.
C36000 brass machines well partly because lead acts as a microscopic chip breaker and machining aid. It helps chips break more easily and reduces friction at the cutting edge.
When the project requires low-lead or lead-free brass, that machining behavior may change.
然而, lead-free brass should not be treated as one single material group. C27450, C69300, and other lead-free or low-lead brass grades do not behave exactly the same. Some lead-free brasses are engineered for good machinability, while others may require more conservative cutting data and closer tool-wear control.
For lead-free brass machining, the process plan should review:
- Exact alloy grade
- Chip shape
- 切削力
- 刀具磨损
- 表面粗糙度
- 毛刺形成
- 螺纹质量
- Coolant or lubrication strategy
- 刀具几何形状
- 完工后检查
If the grade uses silicon or other alloying additions to replace the machining benefit of lead, tool selection and cutting parameters should be confirmed before production. A process that works well for C36000 may not produce the same tool life, 芯片控制, or surface finish on another brass grade.
The safest quotation method is to confirm the actual alloy first, then quote the machining route.
Do not quote “brass machining” as if every brass grade behaves like C36000.
When lead-free brass is required, 审查:
- 准确等级
- Certificate requirement
- Machining condition
- Chip formation
- 刀具磨损
- Threading method
- Burr risk
- Plating or polishing route
- Surface finish expectation
- 完工后检查
The key issue is not whether lead-free brass can be machined.
它可以.
The issue is whether the supplier quoted the right grade, tooling route, 周期, 检查计划, 和交货时间表.
If the RFQ says “lead-free brass” but does not define the alloy, the quotation may become unstable.
For regulated parts, the grade and documentation requirement should be confirmed before production begins.
Brass Threads Are Common, but They Still Need Control
Brass is widely used for threaded components because it often machines cleanly and can produce stable thread forms.
But threaded brass parts still fail when the details are not controlled.
Common thread-related risks include:
- Burrs at thread starts
- Poor pilot-hole size
- Thread tearing
- Plating buildup
- Damaged first thread
- Incomplete thread depth
- Wrong thread standard
- 完成后仪表故障
- Chips trapped in blind threaded holes
- Over-deburring at thread entrances
Brass threads should be reviewed differently depending on the part type.
A decorative threaded knob, a fluid fitting, an electrical connector, and a press-fit insert may all need different thread inspection.
机加工前, 确认:
- Internal or external thread
- 螺纹标准
- 线程类
- 螺纹深度
- Blind or through hole
- Tap or thread milling route
- Gauge requirement
- Plating thickness
- Chamfer requirement
- Post-finish thread verification
For difficult threaded features, 盲孔, broken-tap risk, and process selection, 查看我们的指南 螺纹铣削与攻丝对比.
Burrs Often Decide Whether a Brass Part Feels “Clean”
Brass may machine more cleanly than copper, but burrs can still become the reason a part fails inspection.
Burrs matter most around:
- Thread entrances
- 小孔
- 交叉孔
- Slot edges
- 密封面
- Press-fit bores
- 化妆品表面
- Knurled or grooved areas
- Plated edges
- 内角
A small burr on an outside edge may be easy to remove.
A burr inside a threaded hole may cause assembly problems.
A burr near a sealing face may cause leakage.
A burr on a decorative brass surface may become more visible after polishing or plating.
Brass deburring should remove the burr without damaging the feature.
Over-deburring can create:
- 圆形定位边缘
- Enlarged holes
- 倒角不均匀
- 表面有划痕
- 螺纹损坏
- Poor cosmetic appearance
- Fit problems after plating
The drawing should identify which edges are functional, 化妆品, safe-to-handle, or protected from rounding.
For edge breaks, 小孔, 倒角, and DFM review, use our CNC加工设计指南.
Stress Corrosion and Dezincification Should Be Reviewed for Brass Parts
Brass machining risk does not end at the spindle.
Some brass parts fail later because the material, 加工应力, and service environment were not reviewed together.
For selected brass components, two risks deserve attention:
- Stress corrosion cracking
- Dezincification
Stress corrosion cracking can occur when residual machining or forming stress combines with a sensitive environment. Ammonia-containing environments, 水分, certain cleaning agents, or storage conditions may increase the risk for some copper alloys and brasses.
这对于:
- Thin-wall brass parts
- High-load threaded parts
- Press-fit brass parts
- Fluid fittings
- 阀门组件
- Parts shipped or stored in humid environments
- Parts exposed to unknown cleaning chemicals
- Parts with high residual stress after machining
If the brass part has high mechanical load, thin geometry, aggressive service conditions, or long-term reliability requirements, the drawing or RFQ should clarify whether stress relief annealing is required after machining.
Dezincification is another risk for brass parts used in water, 体液, 阀门, or plumbing-related environments. In dezincification, zinc is selectively removed from the brass, which can leave a weakened copper-rich structure.
This does not mean every brass part will dezincify.
It means the environment and alloy selection must be reviewed.
For fluid-handling or corrosion-sensitive applications, 买家应确认:
- 服务环境
- 流体类型
- 温度
- Water chemistry when applicable
- Brass grade
- Dezincification-resistant requirement
- Stress relief requirement
- Plating or coating route
- 材料证明要求
If dezincification resistance is required, the RFQ should specify a suitable DZR brass or customer-approved corrosion-resistant brass grade instead of writing only “brass.”
For decorative parts, dry mechanical parts, or simple indoor hardware, this may not be a major issue.
For fittings, 阀门, threaded connectors, or fluid-contact components, it should be reviewed before quotation.
Surface Finish and Plating Can Change the Part
Brass parts are often selected not only for function, but also for appearance.
This makes surface handling important.
A brass part may require:
- 加工完成
- 抛光
- 刷牙
- 珠光喷砂
- Nickel plating
- Tin plating
- Gold plating for selected contact applications
- Clear coating
- Anti-tarnish treatment
- 保护性包装
Surface finish is not only cosmetic.
It can affect:
- 螺纹配合
- 接触电阻
- 腐蚀行为
- 装配配合
- 密封面
- Fingerprint sensitivity
- Visual acceptance
- 包装方式
For plated brass parts, dimensions should be reviewed before and after plating.
Threaded brass parts need special attention because plating does not only change the surface visually.
It changes thread fit.
For common 60° threads such as Metric and Unified threads, pitch diameter can change by about 4 times the coating thickness. 例如, if a plated brass thread receives 5 μm coating thickness per side, the pitch diameter effect can be about 20 μm.
For external threads, plating can increase the effective pitch diameter.
For internal threads, plating can reduce the available thread space.
That is why plated brass threads may machine correctly before finishing but fail a go gauge after plating.
Before producing plated brass threaded parts, 确认:
- Whether thread dimensions apply before plating or after plating
- Plating type
- Target coating thickness
- Internal or external thread
- 线程类
- Gauge requirement
- Whether oversized taps are required for internal threads
- Whether thread milling offset should be adjusted
- Whether post-plating thread inspection is required
For tight brass threads, the drawing should not only say “plated.”
It should clearly define:
Dimensions apply before plating.
或者:
Dimensions apply after plating.
If the thread must pass gauge inspection after plating, the pre-plate thread size must be planned before machining.
否则, a good machined thread may become a failed thread after finishing.
线程数, 钻孔, press-fit areas, and mating faces may require masking or post-finish inspection.
A brass part can pass machining inspection and still fail after plating if buildup was not considered.
For post-processing and finishing risks, 回顾我们的 CNC 表面处理指南.

Tolerances Depend on Feature Function
Brass can be machined accurately, but tolerance planning still matters.
Tight dimensions are more sensitive when the part includes:
- 小螺纹
- 薄壁
- Long turned features
- Press-fit bores
- 交叉孔
- 密封面
- Plated surfaces
- Knurled features
- 装饰边缘
- Multiple datum relationships
The drawing should clarify which dimensions are functional.
A general tolerance block is useful, but it may not be enough for:
- 螺纹配合
- 孔径
- 同心度
- 平坦的密封面
- Position of cross holes
- Slot width
- Press-fit dimensions
- Post-plating size
Inspection may include calipers, 千分尺, 针规, 螺纹量规, visual checks, 表面检查, or CMM inspection for datum-related features.
用于公差规划, 测量边界, 和检查审查, 看看我们的 CNC加工公差指南.
Brass Machining Problems Usually Come from Missing RFQ Details
Most brass machining problems are not caused by brass being difficult.
They are caused by incomplete requirements.
A supplier can machine a brass part, but still miss the customer’s real need if the RFQ does not define:
- Exact brass grade
- Lead-free requirement
- 螺纹标准
- Plating route
- 化妆品表面
- Burr-sensitive edges
- Critical bores
- 密封面
- 检查方法
- Certificate requirement
- 包装要求
A buyer asking for “brass CNC parts” may receive a quote based on a standard free-cutting brass.
But the real production requirement may involve lead-free brass, nickel plating, thread gauge inspection, and protective packaging.
Those are different manufacturing jobs.
Brass Machining RFQ Checklist
在请求报价之前, 准备:
- 2D图
- 3D CAD文件
- Brass grade
- 数量
- Lead-free or low-lead requirement
- 有害物质限制指令, REACH, 饮用水, or customer compliance requirement
- 螺纹标准
- 螺纹深度
- Internal or external threads
- Critical bores
- 表面光洁度
- Plating or coating requirement
- 毛刺控制注意事项
- 化妆品表面注释
- 检查报告要求
- 材料证书要求
- 包装要求
- 目标交货时间表
有用的询价说明包括:
- “C360 brass is acceptable.”
- “Lead-free brass required.”
- “Material certificate required.”
- “螺纹必须通过量规检查。”
- “Nickel plating after machining.”
- “Final dimensions apply after plating.”
- “No burrs allowed near sealing edge.”
- “Visible surface requires scratch protection.”
- “Do not round this locating edge.”
- “Stress relief annealing required after machining.”
- “DZR brass required for fluid-contact application.”
These notes reduce quotation uncertainty and help prevent rework after production.
Brass Machining Questions Buyers Usually Ask
Is brass easy to machine?
Many brass grades are easier to machine than copper, 不锈钢, and some engineering plastics.
然而, machinability depends on the exact grade. C360 is widely used for good machinability, while lead-free or low-lead brass grades may require different tooling, 速度, 去毛刺, 和检查计划.
Which brass grade is best for CNC machining?
C360 brass is commonly used when machinability is the main priority.
But the best grade depends on function, 遵守, 腐蚀行为, 电镀, 外貌, and customer specification. For regulated or export-sensitive projects, the required lead-free or low-lead grade should be confirmed before quotation.
Can brass parts be plated after machining?
是的.
Brass parts are often plated, 抛光的, or coated. 然而, plating may change thread fit, hole size, contact behavior, 或美容外观.
Critical dimensions should clarify whether they apply before or after plating.
Why do brass threaded parts fail inspection after plating?
A common reason is pitch diameter change caused by plating thickness.
For 60° Metric or Unified threads, pitch diameter can change by about 4 times the coating thickness. If the thread is not sized correctly before plating, the part may pass before finishing but fail gauge inspection after plating.
Can brass crack after machining?
In some conditions, 是的.
Stress corrosion cracking may occur when residual stress combines with a sensitive environment, such as moisture, ammonia-containing exposure, certain cleaners, or aggressive storage conditions.
For high-load, thin-wall, 流体接触, or reliability-sensitive parts, stress relief annealing and material selection should be reviewed before production.
Does brass need special packaging?
For cosmetic, 抛光的, 镀, or anti-tarnish brass parts, packaging matters.
指纹, 水分, abrasion, and part-to-part contact can affect appearance before delivery. Protective packaging should be planned when surface appearance is important.
Upload Your Brass Part Drawing for Machining Review
发送您的 2D 绘图, 3D CAD文件, brass grade, 数量, 螺纹要求, plating needs, burr-control notes, 检验要求, certificate needs, 及交付目标.
Our team will review material grade, 加工路线, 线程风险, deburring method, 整理顺序, 检查计划, 包装需求, 以及报价前的交货时间表.
号召性用语按钮: 上传您的绘图
关于快速高效
Rapid Efficient 支持原型的定制 CNC 加工项目, 小批量零件, 及生产要求.
和 18 多年高精度CNC加工经验, 我们的团队审查物质行为, 加工策略, 耐受风险, 后处理要求, 检查方法, 包装条件, 和报价前的交货时间表.
我们的可用功能包括 4 轴, 5-轴, 和多轴数控加工, 连同CMM等检测设备, 投影仪, 和光谱仪.
根据实际零件和项目要求, 加工精度低至 0.01 毫米 和检查精度低至 0.001 毫米 可用.
快速高效已获得 ISO 9001 和 ISO 14001 认证.